
基于PMAC和LabVIEW的环状零件滚压加工设备研制
2015-12-30 03:14侯耀宗,姚振强,梁鑫光
组合机床与自动化加工技术 2015年9期
基于PMAC和LabVIEW的环状零件滚压加工设备研制*
侯耀宗1,姚振强1,梁鑫光2
(1.上海交通大学 机械与动力工程学院,上海200240;2.上海航天设备制造总厂,上海200245)
摘要:航天阀门是运载火箭压力输送系统的关键零部件,其可靠性的高低将直接影响火箭发射的成败以及相关人员、设备的安全,因此阀门密封结构的品质对于火箭的安全发射极为关键。目前,航天阀门密封结构件的塑性变形滚压成型时在普通车床上通过配备定制滚压刀具的方式完成的。由于加工是人工手动进给,因此不能保证生产节拍和生产效率。文章设计并研制了滚压加工的自动化设备,应用PMAC运动控制卡为核心,结合LabVIEW完成了加工平台的数控系统的编写,并进行了控制系统PID参数调节和传感器的标定。应用该滚压加工平台进行试验加工表明,该加工平台能够实现恒速进给、恒扭矩进给的加工功能,并且能够完成密封结构件的滚压加工,加工后的零件经过检验能够满足密封要求。
关键词:LabVIEW;环状零件;滚压加工;PMAC运动控制卡
文章编号:1001-2265(2015)09-0102-05
收稿日期:2014-12-29
基金项目:*上海市自然基金课题资助(14ZR1420600);航天先进技术联合研究中心技术创新项目资助(USCAST2013-12)
作者简介:侯耀宗(1992—),男,河北邢台人,上海交通大学硕士研究生,研究方向为滚压加工工艺优化与专机研制,(E-mail)hyz200926@yeah.net。
中图分类号:TH69;TG506
Reseach on PMAC-LabVIEW-Based Processing Equipment for Ring-Parts Rolling Processing
HOU Yao-zong1, YAO Zhen-qiang1, LIANG Xin-guang2
(1.School of Mechanical Engineering, Shanghai Jiao Tong University, Shanghai 200240, China;2.Shanghai Aerospace Equipment Manufacturing General Factory, Shanghai 200245, China)
Abstract:Aerospace rocket valve is a key component of the pressure delivery system, its reliability will directly affect the safety of the success of the rocket launch and related personnel, equipment, and therefore the quality of the valve seal structure is critical for the safety of launching rockets. Currently, theroll forming process of sealing partiscompleted by lathe tool with customized tools. Because the process is manually feed, and therefore it can not guarantee the tact and productivity.Designed and developed In this paper, the rolling process automation equipment had been completed, and the control system was been designed by PMAC and LabVIEW. Then the PID parameters of control system were set and the sensors were calibrated. Finally, the seal part rolling finished in the equipment, which indicated this equipment can produce the seal part with the constant feeding rate or the constant torque method, and the quality of sealpart satisfied the design.
Key words: LabVIEW software;ring sealing part;rolling process;PMAC control card
0引言
航天阀门是运载火箭压力输送系统的关键零部件,其可靠性的高低将直接影响火箭发射的成败以及相关人员、设备的安全,因此阀门密封结构的品质对于火箭的安全发射极为关键。目前,航天阀门密封结构件的塑性变形滚压成型是在普通车床上通过配备定制滚压刀具的方式进行加工,依靠工人手动调节进行滚压加工,在批量生产中不能保证生产节拍和产品的一致性,因此,需要研制自动化的环状结构件滚压加工专用设备。
由于环状零件滚压加工工艺的特殊性,使其适合以现有加工设备为基础进行数控化改造来达到工艺的要求。文献[1]中以PMAC运动控制卡为基础研制了一套适合柔性制孔的专用设备,通过PMAC来实现对多轴联动的控制,系统人机界面采用VB进行编写,文献[2]中利用PMAC构建NC嵌入到PC中,实现了龙门钻床的多轴控制,文献[3]中详细说明了PID参数在PMAC控制中的作用,并指出通过调整PID参数可以使系统获得良好的稳态性能和动态品质,文献[4]中将PMAC应用于组合机床,使得其得到了极大的扩展性,并且提高了加工质量。上述文献中采用的控制系统设计方法和思路为滚压加工平台的研制提供了指导和参考。
本文针对航天阀门密封结构件滚压加工的特点和工艺要求,基于伺服电机、PMAC运动控制卡以及LabVIEW软件,对普通机床进行数控化改造,并研制开发了一套专用滚压加工数控系统,介绍了其硬件组成和功能特点,阐述了密封结构件滚压平台控制系统的建立方法以及硬件参数标定实验;最后的工艺试验说明了滚压设备能够满足设计要求。
1滚压加工设备组成
1.1滚压加工设备及特点
航天阀门密封结构件的构成如图1所示,通过滚压加工使得密封结构件变形并抱紧塑料环,达到密封的效果。

图1 航天阀门密封件滚压成型示意图
现有加工方式是在普通车床上(如图2a)通过配备特定的滚压刀具(如图2b)进行加工,在加工时依靠操作员手动进给,滚压力大小不均匀,加工质量和生产节拍不能得到保证。为提高零件的生产加工质量,保证其密封的可靠性,有必要研制专用于密封结构件加工的滚压专机。

(a)滚压加工设备

(b)滚压加工刀具
1.2机械结构设计和组成
滚压加工设备是在一台CA6150普通车床上进行的数控化改造,为了满足航天阀门密封件滚压加工的工艺要求,将普通车床的y向进给轴改为数控控制,尽可能的提高滚压加工的精度、刚度,以提高滚压件的加工质量。改装之后加工平台的整体机械结构如图3所示。改造之后滚压加工的进给依靠伺服电机动作,提高了控制精度,扭矩传感器作为扭矩控制环的闭环传感器;并且将原来的滑动丝杠改为两端固定的滚珠丝杠,提高了系统刚度和加工精度。

图3 环状密封结构件滚压加工平台
1.3伺服结构设计
航天阀门密封结构件的滚压加工平台所使用的伺服方案为:将PMAC运动控制卡作为下位机负责对伺服电机的控制,PC机作为控制系统的上位机,伺服电机的驱动器为日本松下公司的MDDKT3530,伺服电机为松下的高扭矩系列MDME102GCUM,能够满足滚压加工中所需要的低转速下的高扭矩要求。
2数控系统的设计与开发
2.1整体设计方案
系统所应用的PMAC运动控制卡为TurboPMAC2 PCI板卡、DTC-28B数模转换卡、DTC-8B轴接口卡,应用这些硬件便可以实现PMAC和伺服控制器的硬件连接。
本文利用LabVIEW2012作为航天阀门密封结构件滚压加工平台控制系统的开发工具,并且应用泰道公司编写的PComm32.dll文件作为上位机和PMAC之间进行软件通讯的桥梁。在滚压加工设备运行时,PMAC卡跟上位机之间的硬件接口是RS232并口转USB串口线。图4为加工平台的控制系统结构图。
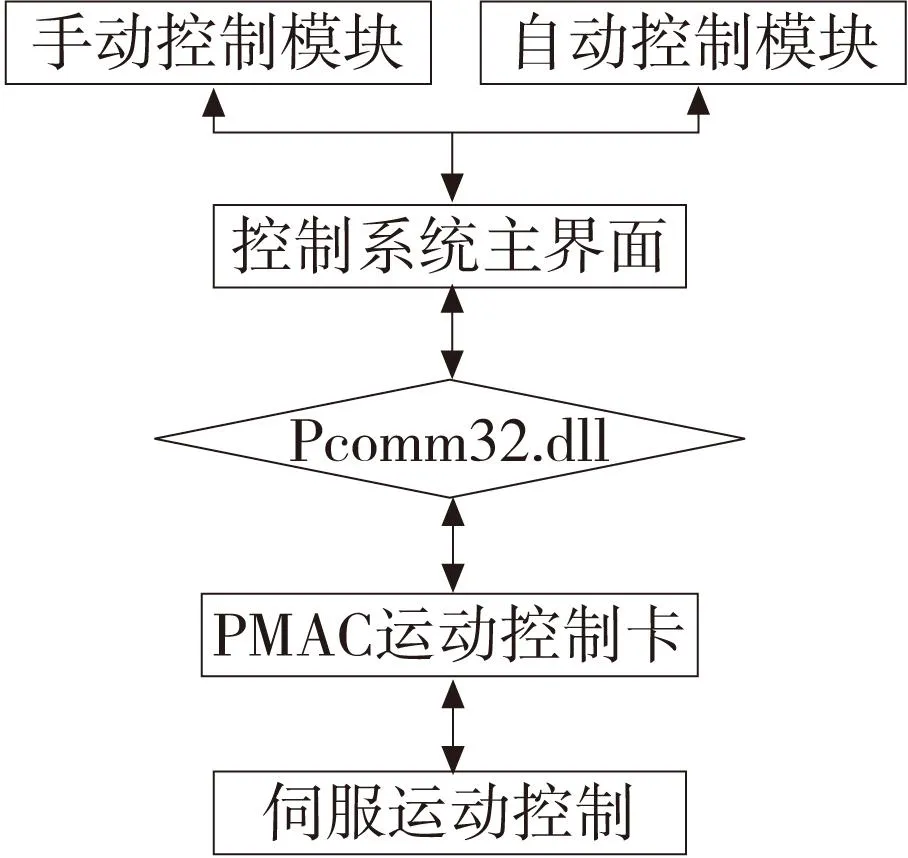
图4 加工平台控制系统结构图
2.2上位机与PMAC的通讯功能实现
控制系统的软件是应用LabVIEW2012作为开发工具,充分利用PMAC的动态链接库的相应函数,实现人机界面的各种操作功能。在LabVIEW中是以“调用函数库结点”来实现的库函数的使用,调用方式如图5所示。模块的左边接线端是函数的输入参数,右边是函数的输出返回值。双击结点模块,便可以配置调用函数的各种属性。

图5 调用库函数节点模块
2.3人机交互界面功能介绍
利用LabVIEW可以实现人机界面的各项功能。滚压加工数控程序的人机界面如图6所示,主要包括:手动模式模块、恒速进给模块、恒力进给模块、急停按钮、实时加工扭矩显示、错误信息查询等。下面将详细介绍各个模块的功能。
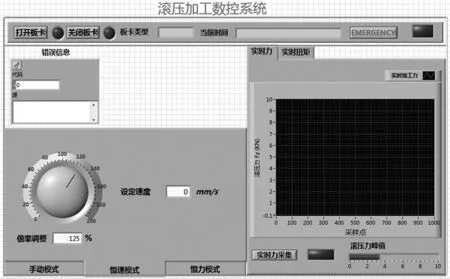
图6 加工平台控制系统人机交互界面
(1)手动操作模块
手动进给模块(如图7所示)主要用于调节滚压加工平台的伺服电机,由选择轴、输入行程组成。加、减按钮用来控制刀具平台的进给和后退,反转行程和正转行程用来控制每次后退和进给的距离,由于只有一个轴是数控轴,因此选择y轴便可以进行控制。HOME键用来实现刀具台的回零动作。
(2)恒速进给模块
应用PMAC运动控制卡的速度闭环控制,可以实现滚压加工的恒速度进给,恒速度进给加工控制模块如图8所示。其中手轮可以实现倍率调节,设定特定的滚压进给速度和刀具的行程,设定完毕之后滚压加工平台便可以在所设定的行程之内按照特定的加工速度和进给倍率进行滚压加工。
(3)恒扭矩加工模块
安装扭矩传感器后,可以实现自动控制加工如图9所示。根据滚压加工工艺的理论指导,可以设定滚压加工时的滚压力大小,以及在滚压加工中所允许的加工力的误差。同时可以设定加工力的上限和下限,当滚压加工力超过所设定的上限或者下限的时候右边的绿灯将会变成红灯警告;同样可以设置加工的伺服周期来调整生产的节拍。

图7 手动操作模块

图8 恒速度进给模块

图9 恒力加工模块

图10 实时扭矩监控模块
(4)实时扭矩/滚压力监控
在滚压加工的时候,需要对滚压时的扭矩和滚压力进行实时监测。PMAC卡可以获取加工的实时扭矩(如图10所示),并且利用LabVIEW可以将加工时的扭矩数值和扭矩峰值显示在人机交互界面上;在连接三向测力仪的时候,实时的滚压力也能通过数控系统进行显示。
候珂等[30]使用IAT的反应时指标得到的内部一致性系数最大为0.8.研究描述性统计部分发现,反应时作为考察指标,可以分析顺序效应、内隐效应,在剔除测量误差起到一定的作用.因此在此后的研究中可以尝试增加反应时指标,用以辅助考察其信度和效度.
3数控系统的参数设定与调整
3.1PID控制参数设定
PMAC运动控制卡有两种调节PID控制参数的方式,即手动调节和自动调节。手动调节是应用试凑法,绘制系统响应曲线,根据先比例、后积分、再微分的方式进行调节。手动调节适合所有的控制系统。对于刚度较大的系统,可以采用自动调节,由PMAC自身动作进行调节,在航天阀门密封件滚压加工平台的调节中,由于系统的刚度能够满足自动调节的要求,因此采用自动调节的方式对系统的控制参数进行了设定。
3.2扭矩传感器灵敏度标定
我们使用的传感器在原来的基础上更换了输出模块,输出电压由原来的0V~+10V改为-5V~+5V,为了传感器的输出精度,必须对传感器再次进行标定,来获得传感器的输出灵敏度。在加载试验中,采取先从0Nm开始对传感器进行加载,每隔2Nm进行电压采集直到10Nm,然后再对传感器进行卸载,扭矩值依次降为0Nm,每隔2Nm采集卸载时的输出电压。反向的加载和卸载也按照上述方法进行。通过实验的测试,我们获得了更改电压输出模块之后的传感器参数如下表1所示。

表1 扭矩传感器标定数据
我们应用表1的数据在Matlab中进行曲线拟合来获得传感器的灵敏度,拟合曲线如图11所示。加载和卸载分别进行拟合求出灵敏度之后求其平均值,得到正向扭矩时的传感器灵敏度。

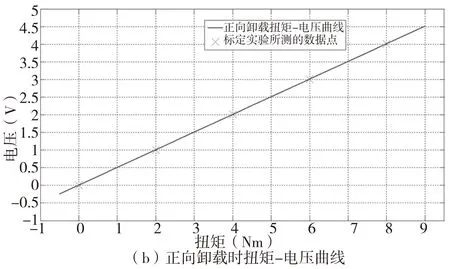
图11 扭矩传感器扭矩—电压曲线
通过图11可以看到拟合曲线的斜率就是扭矩传感器的灵敏度,经过计算得算得出正向加载和卸载的输出特性曲线的斜率均为0.5006,故扭矩传感器的灵敏度0.5006V/(Nm)。
在航天阀门密封结构件的滚压加工中,滚压力是影响滚压加工质量的最重要的因素,以一定规律连续变化的滚压力能够使得滚压加工质量得到改善,故控制系统要能够实现按照某种滚压力进给的闭环控制,这就不可避免的用到三向测力仪作为反馈环节,但是三向测力仪并不适合作为反馈环节应用于工业现场,故应用扭矩传感器完成反馈环节。
要想应用扭矩传感器完成力传感器的工作,必须知道滚压力和扭矩之间的变换关系。为此,我们通过实验找到了他们之间的变换系数。
对于PMAC来说,能接受的信号为-10V~10V的电压信号,因此需要得到扭矩传感器的输出电压和滚压力之间的对应关系,即:mV/N。
滚压加工时的进给速度为0.1mm/s~0.4mm/s,加速度最大为1mm/s2,刀塔、拖板的重量最大为50kg,由加速而产生的额外轴向力为0.5N,可以忽略不计,故在标定三向测力仪和扭矩传感器之间的系数的时候采用静止加载的方法。将三向测力仪连接好,保证其可以顶到一个固定的装置上,改变扭矩,同时记录测力仪的数值和扭曲传感器输出电压值,实验中共获得10个点如表2所示。

表2 扭矩传感器输出电压与滚压力系数标定实验数据

图12 扭矩传感器输出电压和滚压力关系曲线
得到了扭矩传感器输出电压和滚压力之间的系数,便可以方便的应用扭矩传感器来实现航天阀门密封结构件滚压加工平台控制系统的力闭环控制。
4功能试验验证
应用搭建的滚压加工平台如图13所示进行加工实验,加工时应用恒速度进给模式,进给速度设为0.1mm/s,进给行程为1.8mm,加工得到的滚压加工零件经过密封性检测之后能够满足要求,零件的剖面如图14所示,可以看到经过滚压加工之后零件能够达到设计的要求。工艺试验也证明滚压加工平台的有效性。

图13 自动化滚压加工平台
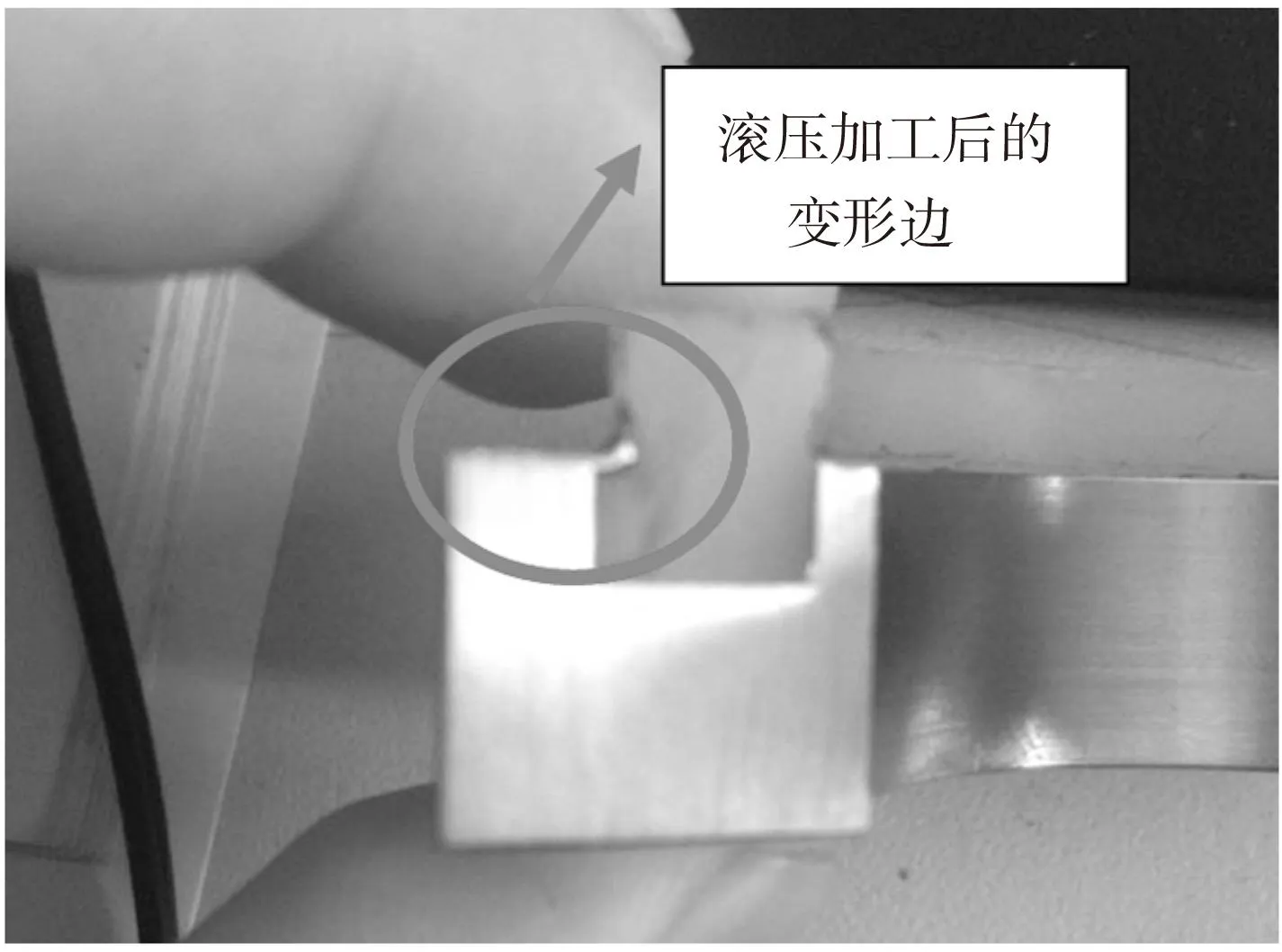
图14 自动滚压加工平台加工的零件剖面
5结束语
本文研制了一套针对航天阀门密封结构件滚压加工的自动化设备。该设备以PMAC为运动控制器的核心,结合上位机、伺服电机等构件。同时开发了控制系统的人机交互平台,方便设备的操作。并对控制系统中所用到的不同传感器进行了标定,使其能够满足控制系统的要求。最后应用设备零件进行了试加工,加工平台能够应用恒速和恒扭矩方式对零件进行滚压,所加工的零件的密封性能达到了设计要求,并且在加工中提高了效率和质量稳定性,因此滚压加工平台能够满足现有的加工需求。
[参考文献]
[1] 冰峰,胡永祥,姚振强.基于PMAC的柔性导轨制孔设备控制系统研制[J].航空制造技术,2013(5):78-83.
[2] 马磊.基于PMAC的空门钻床数控系统界面的研究和开发[D].兰州:兰州理工大学,2007.
[3] 朱立达,朱春霞,蔡光起.PID调节在PMAC运动控制器中的应用[J].组合机床与自动化加工技术, 2007(2):50-53.
[4] 孟璇,邢玉生,王春.基于PMAC的并行双CPU开放式数控系统的研究与开发[J].组合机床与自动化加工技术, 2000(10):28-30.
[5] 阮奇祯.我和LabVIEW—一个NI工程师的十年编程经验[M]. 2版.北京:北京航空航天大学出版社, 2012.
[6] 高飞.微细旋转超声加工机理及相关技术研究[D]. 上海:上海交通大学,2013.
(编辑李秀敏)

