
深扁孔热冲模设计
2015-12-31 12:11梁建平
机械工程与自动化 2015年3期
梁建平
(中国北车集团 太原轨道交通装备有限责任公司,山西 太原 030009)
1 问题的提出
扁孔圆销是铁路货车指定用的一种连接销子,可有效防止制动件的脱落,属铁道部运输局要求在铁路新制货车和既有货车改造中强制使用的一种系列产品。按照铁道部部颁标准Q/Q56—125《铁路货车制动扁孔圆销和圆销技术条件》要求,扁孔圆销的结构如图1所示,它是一种一端带头、另一端有孔的圆柱销,材质为40Cr。

图1 扁孔圆销结构示意图
自2013年起,本公司针对公司现有设备的加工能力,开展扁孔圆销的制造工艺研发,现已实现批量生产。本文以最大直径D=36mm、扁孔a×b=8mm×22mm的扁孔圆销为例,分析圆销的制造工艺,重点介绍扁孔的成形工艺及其工装设计。
2 扁孔的热冲成形
圆销上横穿8mm×22mm长方形的通孔,无法使用标准刀具通过钻削、铣削等切削方法加工[1],只能采用电火花成型、线切割或热冲孔等非切削方法成形,考虑生产效率和成本,热冲孔成形为佳。由于孔深比(孔深/孔径)≥1,属于深孔冲裁范畴,采用小间隙冲裁,可保证孔形尺寸精度[2]。在实施热冲孔工艺中,还采取了如下措施:
(1)圆销圆柱部位的加工余量取2mm[3],以柱部直径D+4mm选定坯料直径,直径为Dk的头部冲孔后顶镦锻成形。冲孔过程中,圆柱表面会产生少量变形,经无偏心装夹车削外圆后,冲孔变形被有效消除。
(2)扁孔边缘距销端部距离L2=13mm,孔边距小,冲孔时易引起工件材料轴向涨出,又会造成冲头受力不均匀而挠曲折断,对冲头不利。孔边距应有不小于50mm留量[4],由此,设计为毛坯下料和冲孔按如图2所示的双圆销排样,完成冲孔后,再进行分离切断工序和头部温镦工序。
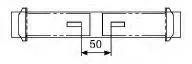
图2 双坯料冲孔示意图
3 模具结构、工作原理及特点
3.1 模具结构及工作原理
图3为扁孔圆销热冲孔模具结构。冲头5、冲头固定板7、斜楔8、导套等零件安装在上模座6;下模座1上安装有夹紧滑块9、滑块导向块3、滑块复位机构2、下模4、挡块10、导柱等零件。考虑到扁孔圆销是系列产品,故模具中冲头、下模、夹紧滑块也应设计成系列零件,即其工作尺寸根据不同的圆销和扁孔尺寸来设计,以冲制不同尺寸的圆销扁孔。
其工作原理是:上模座下行,斜锲与夹紧滑块的斜面接触,夹紧滑块在滑块导向块的约束下水平移动,直至夹紧工件,并形成冲头导向孔;斜锲继续沿夹紧滑块侧立面下滑约15mm后,冲头下端与工件接触。图3所示即为夹紧滑块压紧工件、冲头下端刚接触工件,即将开始冲孔的工作状态。此时,冲头固定板下表面与下模上表面距离约为70mm,斜楔下端与下模座的洞底面距离约为75mm,冲头下行55mm,冲孔完成。
3.2 此套模具的特点
(1)冲头通过冲头固定板固定在上模座上,冲头与冲头固定板安装孔采用过渡配合;调试完成后,用定位销和螺钉将冲头固定板固定在上模座上,确保冲头的位置精度,以满足冲孔精度要求。夹紧滑块还设有冲头引导槽,一方面起到引导冲头对正下模口的作用,另一方面在冲头受到冲裁力时,对冲头起到保护作用,防止冲头易折断或损坏模具。
(2)通过安装在上模座两侧的斜楔下移,推动两夹紧滑块的水平相向移动,夹紧工件,解决了圆柱销冲孔的定位问题,同时也解决了圆柱销冲孔的圆柱外表面变形问题,还为冲孔形成了导向通道,提高了冲头的抗挠曲变形能力。使用过程中发现:下模及夹紧滑块的夹紧圆弧面尺寸应略小于坯料直径。
(3)滑块复位机构由压缩弹簧、拉杆和调节螺母等组成,穿过挡块的通孔安装在滑块上。斜楔斜面沿夹紧滑块斜面下滑时,两夹紧滑块水平相向移动而合拢,直至夹住工件;当斜楔侧面沿夹紧滑块侧面下滑时,两滑块不动而持续夹紧工件,此时,弹簧被压缩。斜楔上移,滑块复位机构使两夹紧滑块分离,便于取出工件。
(4)夹紧滑块前、后两侧的滑块导向块固定在下模座上,保证夹紧滑块左右水平移动;另外,由于滑块导向块对夹紧滑块的约束作用,在冲孔工序完成后,夹紧滑块压紧工件,实现了冲头卸料。
(5)在夹紧滑块与下模座之间设置材质为20钢的导板,以便于与夹紧滑块接触面的精加工,同时对下模座起保护作用。
(6)模具主要零件的材料选择:冲头、下模块采用4Cr5MoSiV1(H13),夹紧滑块、斜楔、挡块等采用5CrNiMo,经过淬火、回火等热处理到达适宜的硬度,导板采用20钢,导向块采用45钢,其他采用Q235A。
4 模具的设计难点
(1)斜楔和滑块配对应用,变垂直运动为水平运动。滑块的长度尺寸应保证当斜楔开始推动滑块时,推力的合力作用线处于滑块长度之内。
(2)冲头尺寸较小,冲孔时受热,温度过高会降低冲头强度和刚度,需定时冷却,防止冲头受热变形,出现开裂或折断。
(3)在滑块复位机构中,两夹紧滑块的靠近和分离动作实现坯料的夹紧和松开。当两夹紧滑块的分离运动出现不对称或不协调时,工件的回弹变形产生不均匀的横向力,会使凸模弯曲甚至断裂。

图3 扁孔圆销热冲孔模具结构图
5 结束语
该模具实现了圆销扁孔热冲孔工序,为扁孔圆销的低成本制造奠定了基础。目前,正在进一步优化扁孔圆销的制坯工艺,合理设计模具结构,为此类零件的低成本制造提供理论指导与技术资料。
[1]陈宝华.非标小锥孔的加工[J].机械工人冷加工,1999(12):10.
[2]付森林.非圆形深孔的光洁加工[J].锻压技术,1990(4):40-42.
[3]夏巨谌,丁永祥,胡国安.闭式模锻[M].北京:机械工业出版社,1993.
[4]王孝培.冲压手册[M].北京:机械工业出版社,2004.
猜你喜欢
建材发展导向(2022年18期)2022-09-22
中国钼业(2022年5期)2022-03-24
橡塑技术与装备(2021年15期)2021-08-12
汽车工艺师(2021年7期)2021-07-30
辽宁师专学报(自然科学版)(2021年1期)2021-07-21
机械设计与制造(2021年2期)2021-03-05
经济技术协作信息(2018年18期)2019-01-23
橡塑技术与装备(2018年21期)2018-11-13
山东工业技术(2016年15期)2016-12-01
湖北工业职业技术学院学报(2015年2期)2015-12-25
