
镍基带极堆焊在焦炭塔制造中的应用
2016-01-09 05:35郭太平
中国重型装备 2015年3期
关键词:复合板
镍基带极堆焊在焦炭塔制造中的应用
郭太平
(二重集团(德阳)重型装备股份有限公司,四川618000)
摘要:通过选用恰当的焊材、焊接参数和坡口形式,实现焦炭塔纵环焊缝的镍基带极单层单道堆焊,提高生产效率和堆焊层表面质量。
关键词:焦炭塔;复合板;镍基;带极堆焊
中图分类号:TG455文献标志码:B
收稿日期:2014—12—30
Application of Nickle-based Strip Overlay Welding on
Coke Chamber Manufacture
Guo Taiping
Abstract:By selection of applicable weld material, welding parameters and groove shape, nickle-based strip single layer and single pass overlay welding has been applied to longitudinal and circular welding of coke chamber, which upgraded production efficiency and overlay welding quality.
Key words:coke chamber; composite plate; nickle base; strip overlay welding
我集团公司承制的镇海炼化重油加工结构调整改造项目210万吨/年延迟焦化装置焦炭塔,是中石化首次引进美国康菲公司专利技术,焦炭塔的规格为∅9 800 mm,高40.8 m,单重587 t,主体材料为SA387 12 CL2+TP410S复合钢板,壁厚为(56+3)mm,技术条件要求复合层的补堆焊采用ENi6182型或与之相当的镍基焊材进行。
1焊材的选用
对于内壁有耐蚀要求的设备,目前国内常用的耐蚀层堆焊方法有焊条电弧焊、带极堆焊、药芯焊丝气体保护焊和钨极氩弧焊。通过对各种堆焊方法、焊材价格及生产效率的比较,确定焦炭塔筒体纵、环焊缝采用带极堆焊。根据焦炭塔分段情况,两台焦炭塔共有80条纵缝,22条环缝,其中可实现带极堆焊的焊缝总长度约770 m。采用带极堆焊,可大幅度提高补堆的生产效率,且带极堆焊表面质量高于其余焊接方法的堆焊质量,可更好地控制堆焊层的表面不平度,减少堆焊后的打磨工作量。
镍基带极堆焊在我公司属于首次使用,经过分析论证,选取国内知名厂家的镍基焊带H600(规格30 mm×0.5 mm),配合该公司焊剂SJ85B。该焊材组合符合AWS A5.14中 EQNiCr-3的规定,化学成分要求见表1。


表1 镍基焊带H600化学成分(质量分数,%)
2工艺评定
严格按照NB/T 47014—2011《承压设备焊接工艺评定》中耐蚀堆焊工艺评定的要求,结合现有板材情况,选用厚度40 mm的15CrMoR试板进行评定。
(1)检查试板材卡、待堆焊面的MT检测报告等资料,并将待堆焊表面清理干净。
(2)预热≥100℃后,采用单层带极电渣堆焊,焊接参数见表2。
(3)对堆焊层按标准JB 4730.5—2005 I级进行PT检测;按标准JB 4730.3—2005 I级进行UT检测。
(4)试板模拟焊后热处理,温度(675±14)℃×20 h。
(5)进行试板各项性能检测,结果见表3。
3 产品焊接
为保证纵环焊缝带极补堆的堆焊质量,实现单道补堆,必须控制好坡口的宽度。经实验研究,纵环焊缝焊接完成后的坡口宽度控制在20 mm左右时,单道补堆焊的效果最佳,补堆后不需局部补焊。优化后的坡口见图1。

表2 带极堆焊工艺参数
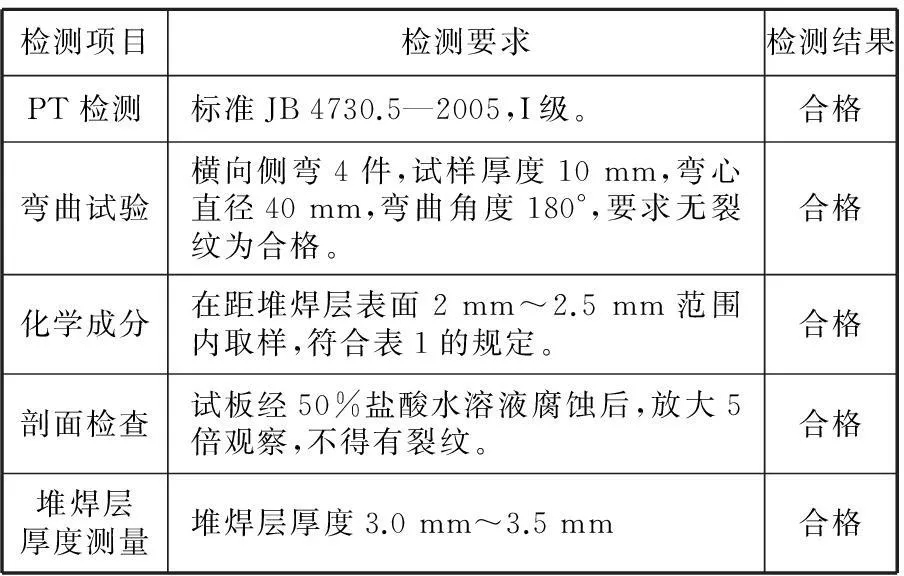
表3 镍基焊带H600+SJ85B性能检测
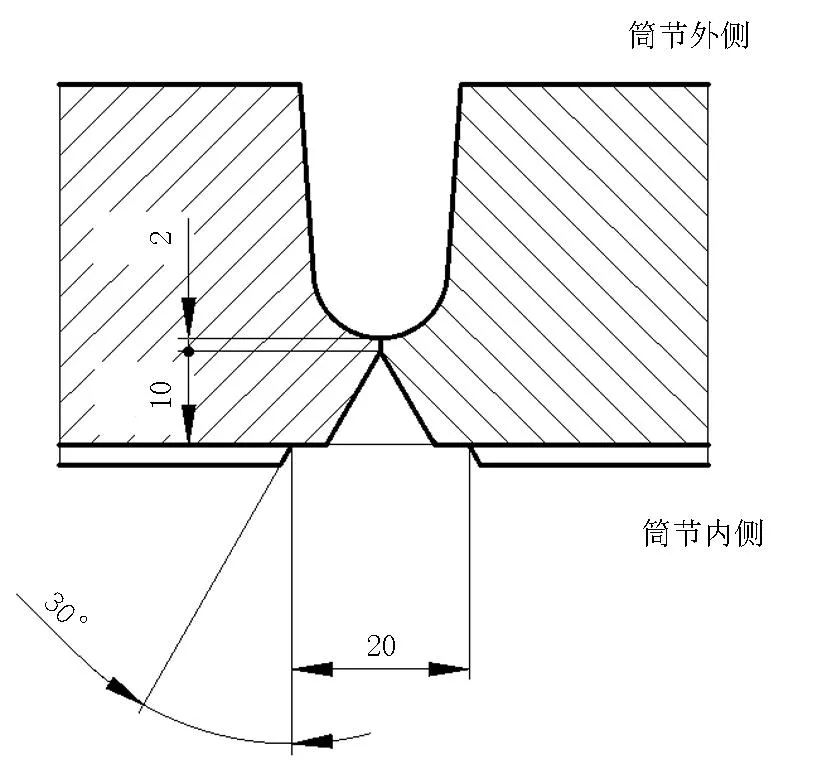
图1 优化后的纵、环焊缝坡口形式
(1)焊接产品纵环焊缝基材焊缝,并经MT、UT、RT检测合格。
(2)将待补堆焊的工件平稳放于滚轮架上。
(3)准备带极堆焊设备。
(4)焊剂SJ85B使用前需进行(300~350)℃×1 h烘焙。
(5)用天然气对待堆焊部位预热≥100℃。
(6)采用经过评定的工艺参数(表2)进行堆焊,堆焊过程中严格控制层间温度。
(7)堆焊完成后缓冷。
(8)检查堆焊层的表面质量,要求堆焊层与两侧复合层之间表面圆滑过渡。
(9)按技术条件要求对堆焊层进行PT检测,标准JB/T 4730.5—2005,Ⅰ级;进行UT检测,标准JB/T 4730.3—2005,Ⅰ级。
4主要控制措施
为保证纵环焊缝采用带极堆焊一次合格,焊接过程中需要注意以下事项:
(1)补堆焊之前确认焊缝经MT、UT、RT检测合格。
(2)补堆焊之前严格按照焊剂说明书的要求对焊剂进行烘干。
(3)清理待补堆焊及其附近的油锈杂质。
(4)焊接前预热并严格控制层间温度。
5结论
在大直径复合板焦炭塔设备制造过程中,选用合格的镍基焊带、经过评定的焊接参数和坡口形式,严格执行工艺要求并加强过程控制,成功实现纵环焊缝的镍基带极单层单道堆焊,提高焦炭塔的生产效率和堆焊层表面质量。
参考文献
[1]陈晓玲,段滋华,李多民.国内外焦炭塔的研究现状及其进展.化工机械,2009,36(1):56-59.
[2]梁文彬.∅9 800 mm焦炭塔的设计与制造要点.压力容器,2010,27(3):34-39.
[3]顾一天,龙秀兰,贾桂茹.大型焦炭塔的设计.石油化工设备技术,2001,22(1):4-8.
编辑傅冬梅

猜你喜欢
石油和化工设备(2022年4期)2022-07-13
林产工业(2021年12期)2022-01-07
中国金属通报(2020年7期)2020-11-04
装备制造技术(2020年12期)2020-05-22
中国特种设备安全(2019年3期)2019-04-22
兵器装备工程学报(2018年9期)2018-10-11
兵器装备工程学报(2017年6期)2017-07-03
山东工业技术(2016年15期)2016-12-01
中国石油大学学报(自然科学版)(2015年2期)2015-11-10
中国建材科技(2013年6期)2013-01-26
