
各类转子锻件重淬时套料孔封堵的研究
2016-01-12 06:33孙世山二重集团德阳重型装备股份有限公司四川618013
大型铸锻件 2015年2期
孙世山(二重集团(德阳)重型装备股份有限公司,四川618013)
各类转子锻件重淬时套料孔封堵的研究
孙世山
(二重集团(德阳)重型装备股份有限公司,四川618013)
摘要:寻找操作简便、消耗成本低的封堵物料并规范操作方式来对各类转子锻件套料孔进行封堵,降低开裂风险以确保产品质量。通过多种可选物料的试验对比,综合比较操作可行性、封堵效果以及经济性,从而确定了最终的封堵物料,并对物料混合的配比实行规范化操作。
关键词:转子;套料孔;顶尖孔;封堵;物料
各类转子锻件重淬前有套料孔、调质前部分有顶尖孔,这些孔洞对热处理工序是一个大的隐患,如果不加以封堵和保护,势必在淬火冷却期间形成应力集中,大大增加开裂的风险。而本公司以前封堵套料孔的操作方式不便于过程控制,也难以形成对淬火高风险件的保护。尤其是大型转子类锻件如果不能有效做好料孔的封堵,在随后淬火过程中就可能出现质量缺陷,增加工件淬火开裂的风险。各种顶尖孔、套料孔形貌见图1、图2。
淬火前孔洞尖角若没有倒钝,在淬火前也不规范封堵,那么发生开裂的风险肯定大大增加。而顶尖孔和套料孔如果全部倒钝,那么冷加工车间的人工成本消耗较大,所以要求倒圆孔底尖角是难以实现的。比较好的方法是在热处理工序时对顶尖孔和套料孔实施堵孔保护,以防止淬火冷却液体进入孔底产生应力集中而造成产品开裂。
1 研究对象和方法
在项目开展前,热处理派专人到炼钢车间向封堵料研究专家请教,摸清封堵料的种类和特性,最终确认可用于热处理料孔封堵的物料有三种:一是高温浇注料;二是镁粉按比例与卤水混合的

图1 工件机加后遗留下的顶尖孔形貌图Figure 1 The appearance of center hole after workpiece machining
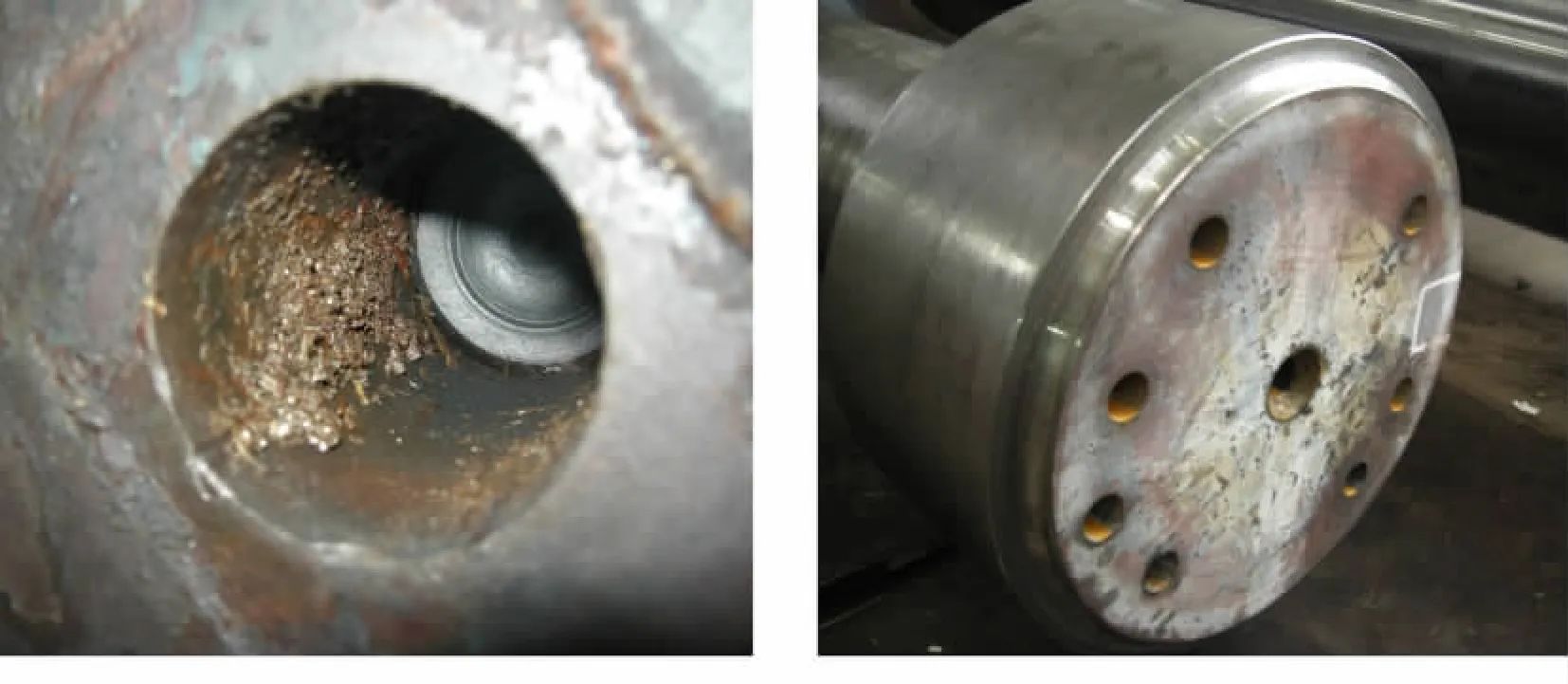
图2 返修件套料孔形貌图Figure 2 The appearance of nesting hole in repaired workpiece
物料;三是耐火泥按比例与水玻璃混合的物料。这三种物料的特性和操作要领各不相同。其中高温浇注料由于粘度低、流动性强,在现场操作时必须将工件封堵孔竖立起来才能实现封堵,而且封堵完必须要等待凝固后才可放平。如果要竖立料孔就必须将工件吊起且料孔端朝上。而吊起工件执行封堵操作时就需要一个升降平台,操作不便利且现场条件不具备,所以排除掉。接下来研究人员通过现场实际堵孔操作试验来对比另外两组物料的实际效果,以此来决定最后的选择。
2 研究试验过程
在同一件需要封堵的料孔的端头做对比试验。镁粉卤水按约5∶1的比例混合成物料,耐火泥水玻璃按约3∶1的比例混合成物料。分别往料孔加注这两种物料,一边加注一边用钢棒捣实。待封堵料干后再进炉执行淬回火工序,执行完后在冷加工现场打开各个料孔,看料孔内部氧化情况。图3、图4分别为镁粉卤水物料堵孔后氧化情况和耐火泥水玻璃物料堵孔后氧化情况。

图3 镁粉卤水物料堵孔后氧化情况Figure 3 The oxidation situation after plugging holes with magnesium brine material

图4 耐火泥水玻璃物料堵孔后氧化情况Figure 4 The oxidation situation after plugging holes with refractory slurry glass material
经对比发现,两种物料封堵孔洞都会出现孔内氧化,且氧化情况基本一致。这证明两种物料的密封效果基本一致。但从掏挖物料的过程来看,耐火泥水玻璃混合物料掏挖难度更大。这表明经过高温后,耐火泥水玻璃混合物料从孔内脱落的可能性就会更小。后经持续试验证明,情况确实如此。只要耐火泥水玻璃混合物料比例控制合适,封堵进孔操作时保证层层砸实,那么基本可以实现高温淬火时物料不会从孔内脱落。如图5所示,转子重淬件经用耐火泥水玻璃物料堵孔后重淬出炉时并未脱落,密封完好。
3 研究结果
3.1通过现场试验得到封堵料孔最佳方案
通过多次对比证明,镁粉卤水物料混合后很干,不易形成整体结块。而且一旦砸不实就会出现松脱,淬火时会脱落从而失去对孔洞的保护。而耐火泥水玻璃混合后粘度很大,不容易脱落。另外,镁粉卤水在热处理中不是常用物料,采购价格较为昂贵,而耐火泥水玻璃却属于常规使用物

图5 转子重淬件堵孔后重淬出炉时的实景图Figure 5 The drawing of newly quenched rotor which is plugged hole when discharging from furnace
料,采购价格实惠。所以综合起来,最终确定采用耐火泥与水玻璃作为堵孔的物料。
3.2为规范堵孔操作编制操作规程
根据研究的结果,结合现场操作实践,依照各种材质不同的热处理特性和焊接性能,最终编制出《热处理工序封堵套料规程》,统一下发到操作工段开始正式实施。
此规程对封堵料孔的操作进行了详细说明。
( 1)料孔填塞砂浆的混合及操作
在工件进炉调质前有套料孔或顶尖孔的都必须进行封堵,且均采用耐火泥与水玻璃的混合砂浆封堵(工件一般在调质前不允许有顶尖孔出现)。
1)本规程规定填充孔洞原料为耐火泥与粘结剂水玻璃的混合物。其中耐火泥为粘土质NN-42(牌号LNA-1)耐火泥,呈现水泥外形的青灰色粉末。其Al2O3含量≥42%,耐火度≥1 690℃,粘结时间为1 min~2 min。水玻璃为一种水溶性硅酸盐(偏硅酸钠),呈碱性,为淡黄色或青灰色的粘稠液体,俗称泡花碱,是无机粘结剂。如果出现耐火泥的型号及水玻璃的成分不同于以上的,以下所指定的混合比例仅作为参考,不作为硬指标规定。
2)经过现场多次混合试验得出结论,耐火泥与水玻璃的体积混合比在2.0∶1~4∶1之间时是最佳的混合比,能较好的实现堵孔的目的。
3)按规定比例将混合好的砂浆往套料孔或顶尖孔内填塞时,务必保证砂浆在孔内处于塞实抵紧的状态。操作时一边将砂浆塞进孔一边用榔头之类的工装敲击压实砂浆(压实工装可根据操作习惯自行制作),直至孔内完全塞紧填满砂浆且无法再填充即可。
( 2)料孔外挡板的焊接
1)本规程中涉及的挡板点焊均以普通电焊机手工电弧焊点焊为准。挡板材料以一般的低碳钢20#或低碳锰钢16Mn为准。
2)所有工件在点焊后如果不进行热处理入炉回火消应,那么都必须尽快入炉执行调质工序,不允许在外放置超过10 h。如无法做到则不能进行挡板点焊操作。
3)为减少焊接挡板时的热影响区,挡板焊接采用在工件表面不开坡口点焊的方式进行。点焊可根据需要采取“十”字、“米”字等方式,不可满焊。留出的未点焊区即为工艺透气孔,为冷热空气在孔洞内流通所用。
4)由于不同材料的焊接性能不同,其点焊后在热影响区产生残余应力,焊后硬化以及冷、热裂纹的敏感性倾向均有不同。不过采用焊前预热的方式均能有效地降低这种倾向,所以点焊挡板时必须进行预热相关操作。
( 3)封堵料孔操作注意事项
1)混合耐火泥水玻璃砂浆时,部分操作人员向其中加少许热水。加水不影响砂浆性状只改变密度,为此本规程对于“加水与否”不做硬性规定。另外,混合砂浆还受到水玻璃的模数影响(浓度)。鉴于所采购的水玻璃存在模数不同的可能,操作人员在执行本规程所规定的混合比例时可根据模数变化情况进行比例上下浮动。但务必保证耐火泥与水玻璃的体积混合比在2.0∶1~4.0∶1范围内。
2)本规程中点焊的环境温度要求见表1。
如环境温度低于上述规定,原则上不允许点焊,具体如何操作不在本规程范围内。

表1 点焊环境温度要求Table 1 Requirements of environmental temperatures for spot welding
4 结论
将试验对比,最终确认采用耐火泥+水玻璃混合物料作为转子锻件套料孔、顶尖孔的封堵料。耐火泥与水玻璃按2.0∶1~4.0∶1之间的体积比(根据水玻璃浓度不同)混合。该方案是操作最简便、最经济,也最具成效的方案,且能大大降低带料孔转子锻件及其他件的调质开裂风险。
编辑李韦萤
Research on Nesting Hole Plugging of All Kinds of Rotor Forgings During Newly Quenching
Sun Shishan
Abstract:The nesting holes of all kinds of rotor forgings are plugged by the plugging materials which is possessed the characteristics of simple operation and low cost,and are specified the operation methods to reduce cracking risk and ensure the quality of products.The final plugging material is confirmed by the contrast tests of a variety of optional materials which compare operational feasibility,plugging effect and economy.And the material mixing is performed a standardized operation.
Key words:rotor; nesting hole; center hole; plugging; material
收稿日期:2014—10—21
文献标志码:B
中图分类号:TG15
