关于全自动洗衣机外桶模具的结构设计优化
2016-02-08 03:38邢超
信息记录材料 2016年2期
邢 超
(湖北工业大学 湖北 武汉 430068)
关于全自动洗衣机外桶模具的结构设计优化
邢 超
(湖北工业大学 湖北 武汉 430068)
以全自动洗衣机外桶产品为例,分析了外桶的产品特征、模具的浇注系统、成型系统、冷却系统、抽芯系统、顶出系统的结构特点及设计方案,针对此类模具制造和生产中经常出现的问题提出解决方案,有效的保证了外桶的产品质量、缩短了外桶的生产周期,降低了模具的制造成本和产品的生产成本。
洗衣机外桶;设计;结构优化;系统
1.引言
全自动洗衣机以洗涤时间短、用水量少 、洗净度高、噪音小,价格又比较经济,占据了低端经济型洗衣机市场很大的份额。外桶是全自动洗衣机上的一个重要部件,全自动洗衣机外桶(下面简称外桶)由于桶的形体较大,模具造价比较高,注塑的生产周期比较长,对洗衣机的制造成本影响很大。如何优化结构设计,在保证模具能生产出合格制品的前提下,既降低模具加工制造成本又提高模具的生产效率就成为该类模具设计的要点。全自动洗衣机外形如图1所示。

图1 全自动洗衣机外形
下面就外桶模具的设计改进、材料选型和标准优化做具体阐述。
2.产品分析
2.1 产品基本形状:如图2所示,外桶是全自动洗衣机的重要组成部分,属于内部件,桶底有很多深筋和固定电机的螺钉柱;桶底与侧壁相交处有气室孔;侧壁上伸出的长管是溢水管;外桶的周圈有四个吊杆孔和增加吊环孔强度的很多纵横支撑筋;外桶中间是深腔部分。
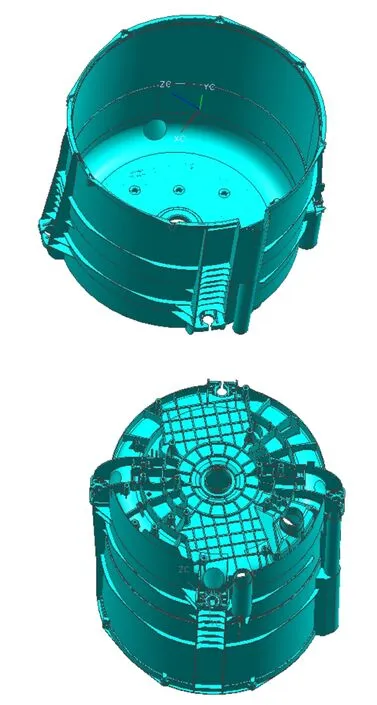
图2 外桶基本形状
2.2 产品装配关系:外桶主要与洗衣机的内桶料片、内桶底、波轮、外桶盖相装配,如图3所示。
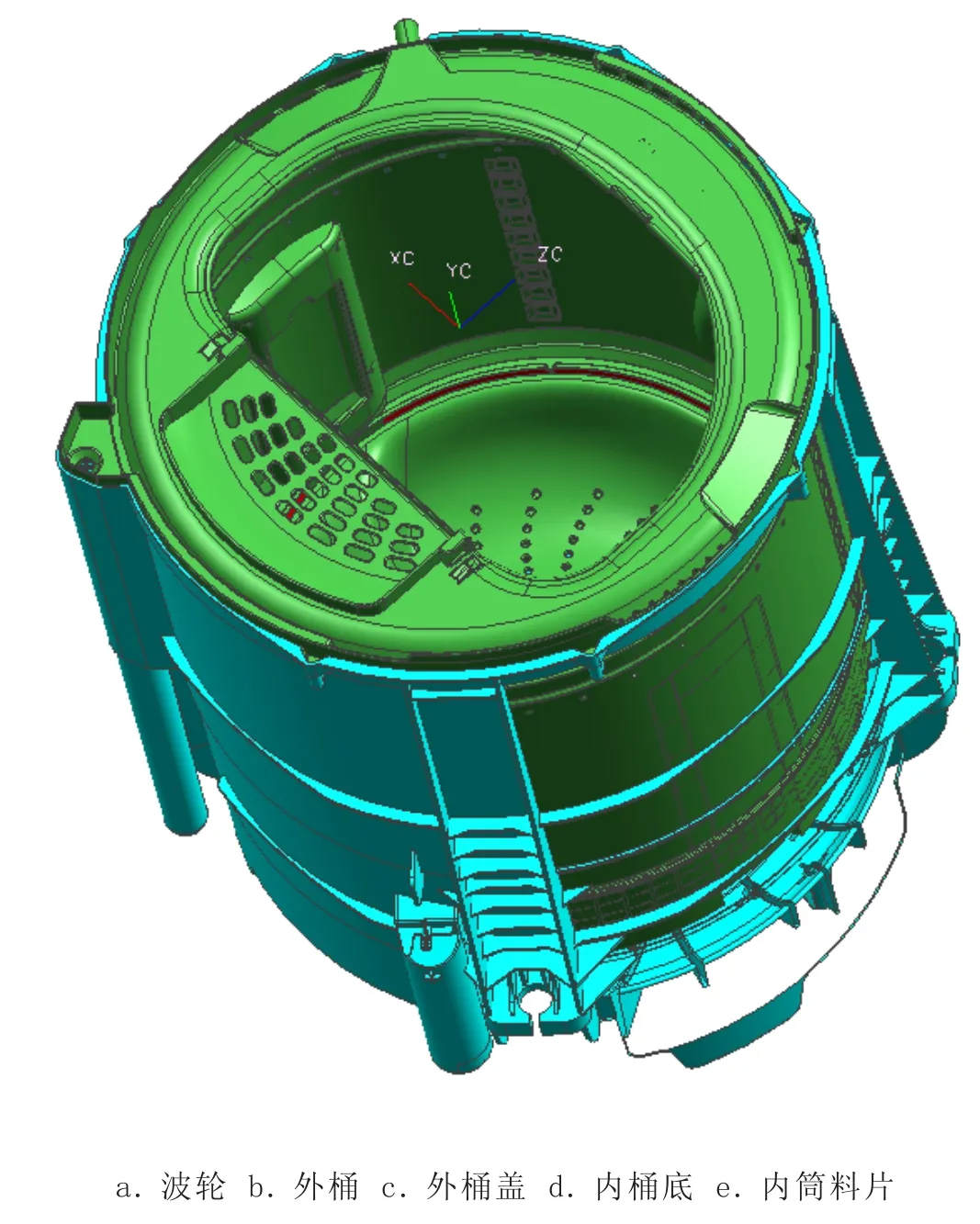
图3 外桶与其他部件装配关系
2.3 产品优化和改进
(1)由于外桶易出现拉白、粘前模、筋位断等问题,为此对桶底筋位的斜度增加到单边2°,所有筋根部导R1圆角,如图4所示。
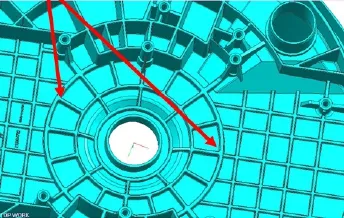
图4 外桶加强筋位
(2)气室孔处强脱结构原来箍高0.5mm,角度不易强脱出模,经常断在模具中;根据实际情况后来改成如图5形式,箍高0.3mm,全部圆角过度,对强脱容易实现,同时还保证了制品装配软管不易脱出,起到和之前一样的效果。
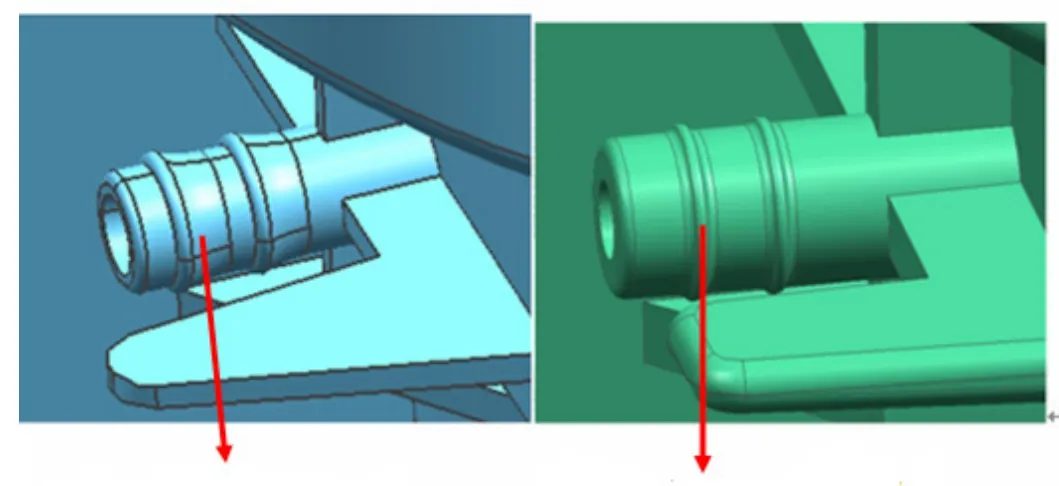
图5 外桶气室孔
(3)降成本项目角度:对外桶本身而言,它不承受旋转载荷,对桶的上部分要求低,对桶底要求高。由于现桶体的壁厚均匀,所以从降桶体的壁厚来降成本,参考先进母本外桶已经采用底部2.5,顶部1.5侧壁渐变壁厚设计,试验证明强度依然合格。
3.模具基本结构简介
3.1 浇注系统:采用整体热流道单点大水口以保证制品成型顺利。此种进胶方式保证了制品的填充均匀,大面无熔接痕,制品强度相对比较高。
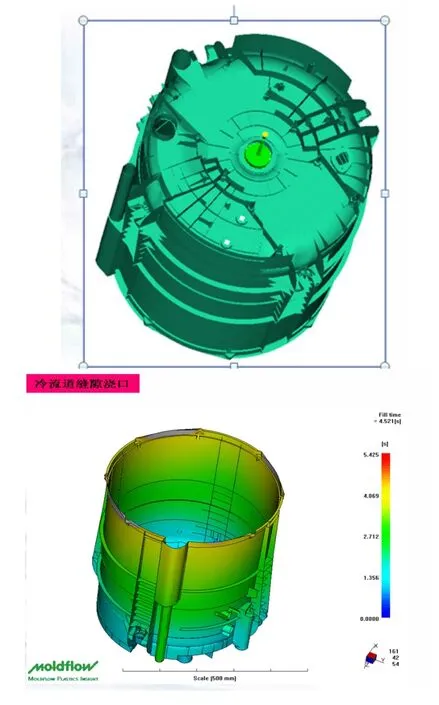
图6 外桶流动分析
3.2 成型系统:此类模具前模镶拼,一般只将桶底比较深的筋位镶出以防止困气,便于加工和抛光,避免后期粘前模筋断。其他增加强度用筋位可不镶拼,由于螺钉柱是用来固定电机的,强度高、壁厚较厚,难冷却易出现粘料,也不方便加工和后期维修更换,故螺钉柱全部镶拼;后模镶拼一般分两块,侧边溢水管单独镶出,一为方便加工,二为此处溢水管属于细长件,防止打件变形或使用不当碰伤后维修更换。此镶块一般压在大桶镶块的下面,这样就增加了细长件镶块的定位,防止打偏致使镶拼处出现飞边,后部用挤紧块挤紧方便拆装。由于中间圆形大镶块比较高,为方便装配采用蘑菇台锁紧定位,为了防止制品吸真空导致制品顶出变形,桶体镶块一般设计8个缝隙吹气镶块,桶体四周四个,桶底四个;制品四周筋位采用油缸驱动哈弗块成型,并参与顶出产品,如图7所示。

图7 外桶成型系统
3.3 冷却系统:外桶模具由于桶底筋位比较多而且又深、又有很多螺钉柱,壁厚比较厚,热量相对集中,需要有较好的冷却才能保证制品成型的工艺条件。同时,模具的快速冷却也是该类模具提高生产效率的一个重要突破点。一般情况下前模都采用冷却效果较好的直通水路,但是很多不规则的螺钉柱限制了直通水运水方式,为加强冷却桶底深筋也可采用点冷冷却,保证冷却均匀;螺钉柱是此模具冷却的难点,为此所有螺钉柱全部采用铍铜镶芯单独走水增强冷却;后模主镶块用于成型深腔部分,桶体的冷却采用直通水形式冷却比较充分;产品四周侧壁在哈弗块上直通水冷却;由于溢水管处镶块比较细长,冷却须充分,否则会出现过热变形,此处下点冷冷却;另外,模具的热流道浇口部位也要进行单独冷却,以便于试模调整注塑工艺,如图8所示。

图8 外桶冷却系统
3.4 抽芯系统:此类模具气室孔有一个强脱倒扣位置,应注意气室孔处要插水管需要倒扣固定,因此会出现此结构,倒扣要控制在0.3mm左右,太大脱断柱子,太小无法起到固定水管作用。柱子需要两块镶块镶拼便于加工、生产过程中柱子断了方便取出和后期维修,此处采用油缸抽芯,油缸先把镶芯抽出,有变形空间后强脱柱子,如图9所示。
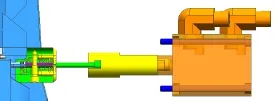
图9 外桶抽芯系统
3.5 顶出系统:由于外桶产品中间部分为深腔,四周均匀分布筋位,桶底处很多深筋还有螺钉柱结构,为了保证顶出平衡而且桶底深筋能很好的脱出。现采用哈弗块带动周围筋位一边脱哈弗块方向的倒扣,一边参与顶出。其结构为4个哈弗块固定在前模板上参与成型和顶出,8根斜导柱导向2个油缸驱动和两个传动块传动。其顶出过程如下:1)模具开模前模部分和后模部分分开,产品留在前模;2)油缸驱动2个哈弗块在斜导柱的导向下运动,由于相邻的传动块固定在有油缸驱动的哈弗块上,所以哈弗块上的传动块运动带动另外2个哈弗块一起同步运动。3)在行程开关还有限位块的作用下油缸带动哈弗块顶出停止运动脱出倒扣并完成顶出。如图10所示。
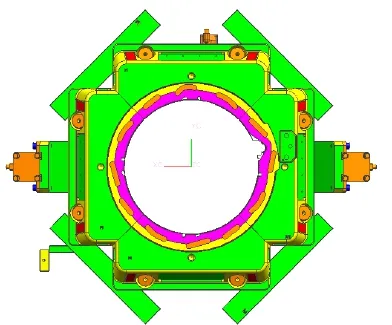
图10 外桶顶出系统
4.模具设计改进
4.1 加工工艺:如图11所示,蓝色筋位之前都是火花加工,加工时间长成本高,现采用雕刻。前模多处深筋不方便加工抛光的做镶拼处理。
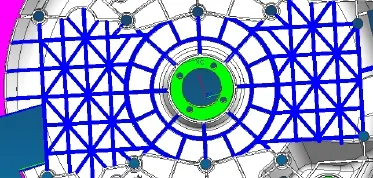
图11 外桶雕刻筋位置
4.2 浇注系统:原外桶的浇注系统为4点热流道大水口进胶,现优化为单点热流道缝隙进胶,优点一,由于产品的造型四周相对均匀,中间缝隙进胶使填充更加均匀,制品的缺陷减少;优点二,热流道成本减少;优点三,前模的热流道减少后镶块的空间更大,水路的冷却更加充分,成型周期减少,如图12所示。
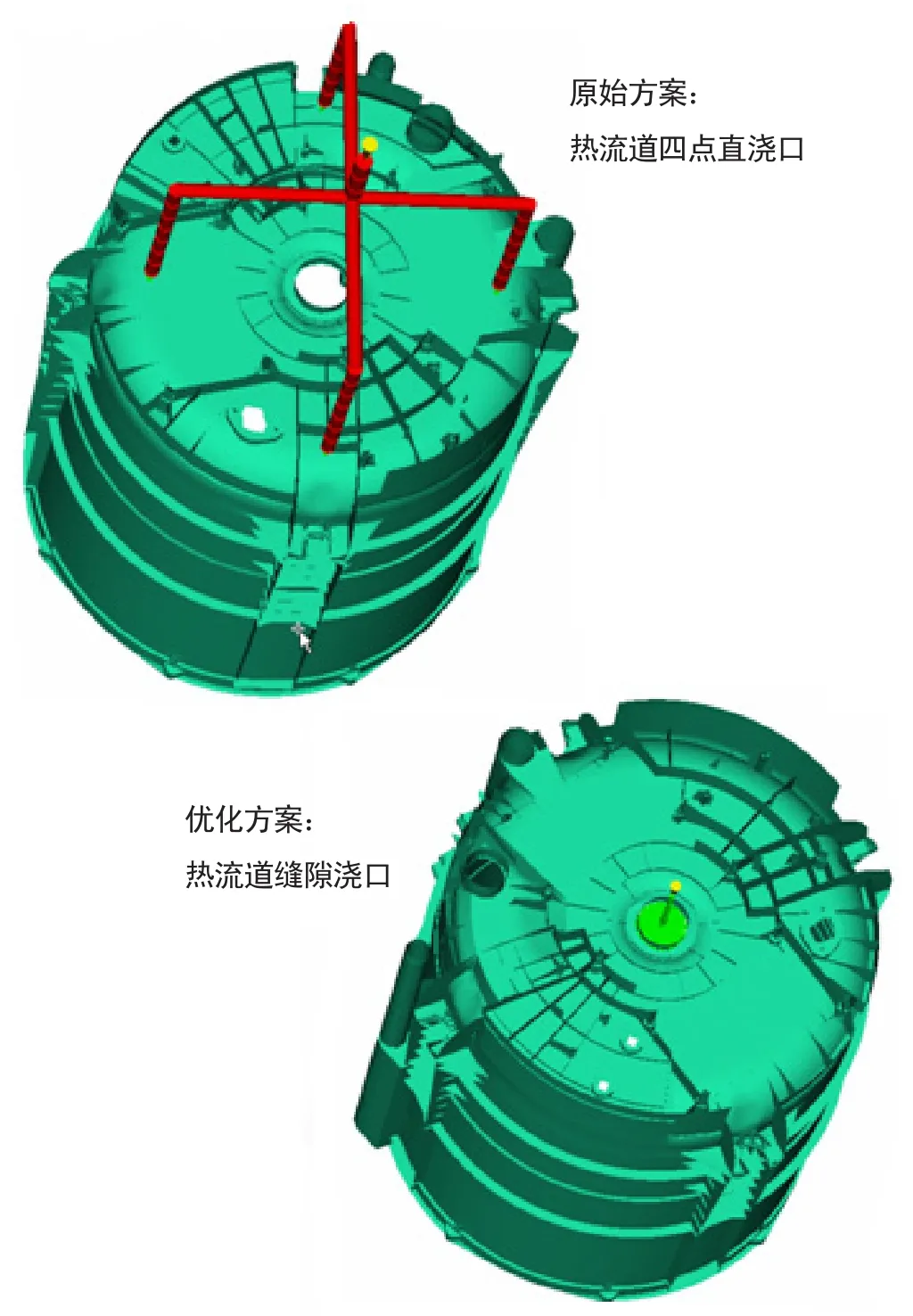
图12 外桶浇注系统
4.3 冷却系统:外桶的产品体积大,冷却时间长,对生产周期影响大,如何保证模具均匀冷却就成为缩短冷却时间的关键。外桶主要是桶底难冷却,为了提高效率进行如下2点改进:1)浇注系统原为4点大水口形式,现更改为单点大水口缝隙浇口形式。减少3 个热流道炮筒有更多空间运水提高冷却效率。2)固定电机的螺钉柱子采用铍铜单独冷却,如图13所示。
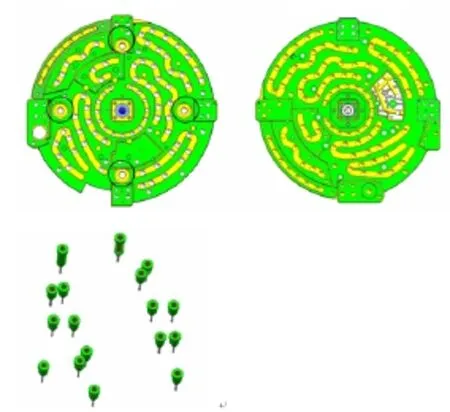
图13 外桶改进后冷却系统
4.4 镶拼方案:原来后模镶块是由两块镶拼组成,如图14所示,原来此方案是为了增加一圈吹气,后模桶体为两路气;后来经过改进,现后模整体大镶块如前面提到的图7,只在桶体中间偏上的部位加一路气就能避免吸真空,避免了很多加工,装配也比之前方便很多。
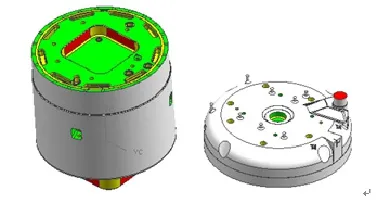
图14 外桶镶拼方案
5.选材及标准模架、钢料优化
5.1 针对筋位冷却选择铍铜进行冷却,确保成型时间缩短及冷却效果,选材以MM40、AMPCOLOY 83 为优,热传导系数106W/m*K以上,如考虑环保,可选择不含Be的铜合金,如AMPCOLOY 940等。
5.2 因一般模具为非标定制,但对于此类模具针对模架、模具钢按照产用洗衣机型号,标准模架、标准钢料采用寄售备货模式,可以缩短模具制造周期7天以上。
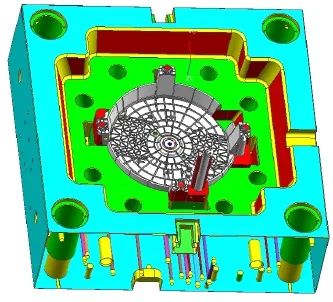
图15 外桶选材及结构优化
6.结束语
综上所述,通过对产品造型、模具结构、加工工艺、模具选材、标准化等方面优化,不仅提高模具生产制造的效率而且大大降低了模具成本。现此类外桶模具标准合格周期为75S,国内先进母本周期61S,经改进后试模周期缩短为60S,已达到国内先进母本标准。单件周期降低20%。原外桶的浇注系统为4点热流道大水口进胶,现优化为单点热流道缝隙进胶,使制品的填充更加均匀,制品的缺陷减少;也使热流道成本每套减少约1万元。同时,对产品壁厚的部分位置减薄处理大大节省了产品克重,降低了材料成本。
模具设计的目的就是生产出满足客户需求的产品,模具的加工周期、制造成本、使用寿命,注塑的产品质量、生产周期等成为衡量模具是否有竞争力的重要因素,本文章从技术改进、模具结构方案优化进行详细阐述,对同类产品的模具设计有很好的借鉴意义。
[1] 贾润礼,程志远主编.实用注塑模设计手册[M]. 中国轻工业出版社, 2000.
[2] 王燕. 多腔多个方向抽芯的注塑模设计[J]. 塑料. 2000(04).
[3] 刘波,冯少华,李荣勋,李艳霞,杨智明,刘光烨.洗衣机双连桶注塑模的结构设计与CAE辅助分析[J]. 橡塑技术与装备. 2001(09).
[4] 张六玲. 洗衣机脱水桶注射模设计[J]. 模具制造. 2002(03).
Optimization of Structural Design on the Outer Tub Mold of Automatic Washing Machine
XING Chao
(Hubei University of Technology, Hubei Province, Wuhan 430068, China)
Taking the automatic washing machine outer tub products as an example, the article analyzes the product characteristics and design scheme of the outer tub, mold casting system, forming system, cooling system, side action system, and ejecting system. And then provides solutions to solve the problems that often appear during mold manufacturing, which can guarantee the quality of the outer tub, shorten the production cycle time, and reducing the production cost of both mold and tub product.
washing machine outer tub; design, structure optimization; system
TB472
A
1009-5624-(2016)02-0037-05
猜你喜欢
汽车观察(2022年12期)2023-01-17
车主之友(2022年6期)2022-02-09
小天使·一年级语数英综合(2019年4期)2019-10-06
故事大王(2019年4期)2019-05-14
汽车观察(2019年2期)2019-03-15
汽车观察(2018年10期)2018-11-06
小学生导刊(2018年4期)2018-04-18
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年5期)2018-01-19
中国塑料(2017年2期)2017-05-17