
球铁支架的铸造工艺设计及数值模拟
2016-03-03 07:37张荣芳孟维云李姣孟昭兴山东协和学院机电工程学院
大陆桥视野 2016年24期
张荣芳 孟维云 李姣 孟昭兴/山东协和学院机电工程学院
球铁支架的铸造工艺设计及数值模拟
机械手抓手是本次设计主要的执行部件,主要是通过一个夹紧液压缸带动齿条的运动,然后带动与齿条连接配合的齿轮转动,实现手指的抓取与放开运动。
6.结语
此多用途机械手采用机械与液压相结合的观点进行了总体设计,通过对多用途机械手的结构形式、驱动装置、传动方式各组成部分进行的分析,并对实现灵活抓取货物进行详细设计分析,为使抓取物体灵活稳定而采用液压驱动,最后得到总体方案,符合设计要求。生产中应用机械手可以提高生产的自动化水平和劳动生产率,减轻劳动强度、保证产品质量、实现安全生产;尤其在高温、高压、低温、低压、粉尘、易爆、有毒气体和放射性等恶劣的环境中,它代替人进行正常的工作,意义更为重大,所以它在不断变换生产品种的中小批量生产中获得广泛的应用。
[1]读秀知识库.码垛机器人轨迹规划与控制系统研究.
[2]费仁元.机器人机械设计与分析[M].北京,机械工业出版社.1998.9.
[3]许元昌.工业机器人[M].北京,机械工业出版社.1998.9.
[4]师忠秀.机械原理课程设计[M].北京,机械工业出版社.2003.7.
课题项目:
本文为2016年山东协和学院国家级大学生创新创业训练计划项目(项目编号:201613324065)。
首先对右铰链支架进行初步的铸造工艺方案设计,然后运用铸造数值模拟软件AnyCasting对其充型和凝固过程进行模拟,预测可能产生的铸造缺陷及部位,分析缺陷产生的原因,从而改进设计工艺。经多次模拟优化获得最佳工艺,可减少铸造缺陷,保证铸件质量。
铰链支架;铸造工艺;数值模拟
引言
AnyCasting铸造模拟软件系统是专门针对各种铸造工艺过程开发的仿真系统,可以进行铸造的充型、热传导和凝固过程的模拟分析。通过数值模拟可以较准确地预测铸件可能出现的缺陷大小、部位和发生的时间,从而在实际生产前进行工艺改造以保证铸件质量,减少铸件缺陷,降低生产成本[1-2]。
1.铰链支架的原始铸造工艺方案
右铰链支架材质为QT450-10,毛量约为11.676kg,轮廓尺寸为424.5mm×363mm×152.5mm。铸件安装部位表面需精加工且精度较高,其余为毛坯。铸件上下部位各有两条肋,肋与铸件连接部位容易产生热节。支架整体分布在两个平面,平面连接处形成拐角,易产生应力集中。铸件还有许多需要加工的小孔,由于孔径较小,不直接铸出。
该铸件材料选用自硬呋喃树脂砂,相同生产条件下出品率越高效益越好,但多件排布时横浇道太长将会导致铁液氧化、球化衰退严重,支架铸件采用一箱两件生产。为提高出品率浇注系统设置一个直浇道,直浇道设置在中间,然后分流出两个对称的横浇道,在每支横浇道上分出4个内浇道。支架壁较薄,不易安放冒口,支架壁较厚的安装孔部位可利用冷铁加快凝固速度,因此综合参考可采用无冒口铸造方案。
浇注系统设计为封闭—开放式,中注式浇注系统,使用这种浇注系统金属液进入型腔时流速大,充型平稳,另外,为了更好的撇渣,选择带过滤网的漏斗形浇口杯,在浇口杯处安放用油砂制成的厚为15mm的滤渣网,网孔上部直径为Φ6mm,下部为Φ7mm,提高金属液的质量。球墨铸铁浇注系统各组元的截面积虽可计算,但通常采用经验数据更接近实际,此处取
2.充型及凝固过程数值模拟
右铰链支架在此工艺方案的色温填充模拟结果如图1所示,以色温方式显示浇注过程中液流充型流动和温度变化,表现了流动与换热的实时耦合效果[3],由此模拟结果可以看出金属液充型过程中的温度变化,铸件在整个充型过程中的温度分布基本上是纵向下部温度低,上部温度高,横向则是中心温度高,边缘温度低。初始浇注温度为1300°C,充型刚结束时的最低温度约为1210°C,说明充型过程中温度变化较小,充型完成时温度分布较为均匀。
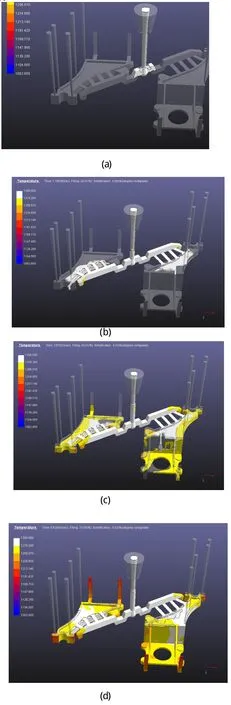
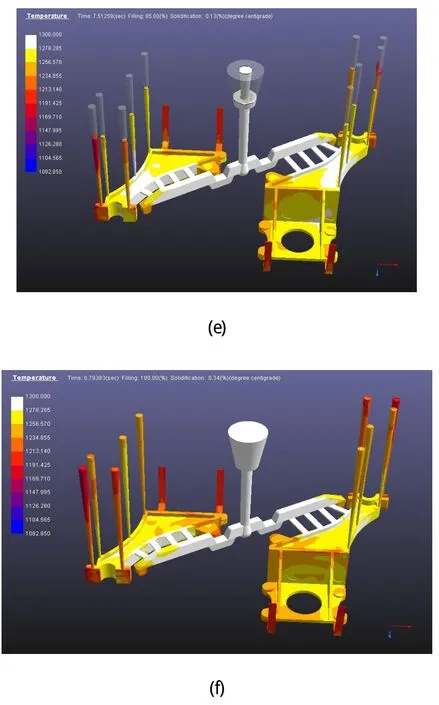
图4-1 充型顺序及温度场分布(a)充型10 % (b)充型25% (c)充型45% (d)充型 70% (e)充型85% (f)充型100%
从充型过程温度分布来看,铸件在整个充型过程中的温度分布基本上是纵向下部温度低,上部温度高,横向则是中心温度高,边缘温度低。初始浇注温度为1300°C,充型刚结束时的最低温度约为1210°C,说明充型过程中温度变化较小,充型完成时温度分布较为均匀。
3.结论
Anycasting软件中的高级铸件分析,可以准确的预测铸件在实际浇注过程中容易出现缺陷的部位和类型。支架铸件关键部位有上部安装孔要求组织致密;下部直径100mm孔与周围四个孔有较高的位置度要求;侧耳、四根肋与支架本体连接部位容易形成热节,产生热裂,这些部位是模拟结果分析的重点。根据概率缺陷分析,支架铸件整体出现缺陷概率很小,尤其重要部分几乎不出现缺陷。
参考文献:
[1]柳百城.铸件凝固过程的宏观及微观模拟仿真研究进展[J].中国工程科学, 2000,2(9): 29-37.
[2]熊守美,许庆彦,康进武.铸造过程模拟仿真技术[M].北京:机械工业出版社,2004.[3]陈立亮,刘瑞祥.华铸CAE/InteCAST集成系统使用手册[M].武汉:华中科技大学华铸软件中心,2006.
课题项目:
本文为国家级大学生创新训练项目“靶上腔体铸造过程模拟仿真及工艺优化”(201613324077)。
作者简介:
张荣芳 (1985-),女,山东济南,汉,研究生,助教,主要从事金属的铸造成型研究。
朱英(1986-),女,汉,硕士研究生,主要研究方向:数字化设计与制造。
张荣芳 孟维云 李姣 孟昭兴/山东协和学院机电工程学院
猜你喜欢
中国金属通报(2022年7期)2022-11-22
工友(2022年7期)2022-07-23
煤气与热力(2022年2期)2022-03-09
中学生数理化·高一版(2021年11期)2021-09-05
铸造设备与工艺(2021年1期)2021-04-21
舰船科学技术(2021年12期)2021-03-29
舰船科学技术(2021年12期)2021-03-29
科技视界(2020年26期)2020-09-24
民用飞机设计与研究(2019年2期)2019-08-05
北京汽车(2019年6期)2019-02-12
