基于FANUC数控铣床改造升级的研究
2016-03-18 12:59蔡文伙
环球市场 2016年36期
蔡文伙
佛山职业技术学院
基于FANUC数控铣床改造升级的研究
蔡文伙
佛山职业技术学院
针对机加工产品的加工工序复杂性带来数控铣床手动换刀导致生产效率低的问题,进行对Fanuc 0I-Mate-D系统的数控铣床加装斗笠式刀库改造升级成加工中心,从刀库的机械安装、气动回路连接及调试、换刀动作的PMC宏程序编写,相关参数修改这四个方面进行论述,有助于维护维修及改造这些方面需求的人员。
Fanuc 0I-Mate-D;数控铣床;斗笠式刀库;加工中心;改造升级
引言
本文以南通机床VMC600配备Fanuc 0I-Mate-D系统带伺服主轴的数控铣床作为改造升级的对象为例,加装北钜容量为16把刀具的斗笠式刀库。Fanuc 0I系列系统性价比较高,且在我国占据较大的市场使用率并广泛应用在中小型数控机床;刀库的选择采用的是斗笠式刀库,该刀库属于无机械手的盘式刀库,在动作控制程序编写上较容易;刀库机械结构简单但成本低,拥有16把刀具的容量基本能够满足较复杂工序所需。
1.刀库的机械安装及调试
如图1,刀库安装在固定架的整体结构所示。

图1 整体刀库结构示意图
整体刀库的固定选用6个M16的外圆内六角螺丝,长度则至少要有25mm长度能吃到立柱的螺纹孔内。刀库预紧后,利用加工中心刀库校刀器,通过调整刀库的位置达到对刀库刀具中心线与主轴锥孔中心线的相对位置,要求同轴,保证换刀的精度,偏差越大换刀时动作有异响甚至容易损坏刀库。而刀库位置的调整则通过在刀库固定架的尾端安装调整块可对刀库进行Y向前后调整;X向的位置调整则在X向导向槽的左端安装调整块(调整块由刀库厂家配置)。
2.斗笠式刀库的换刀动作流程和思路
斗笠式刀库换刀动作流程和思路如图2所示。
3.辅助功能指令M06实现自动换刀
3.1 自动换刀需修改的参数
我们在加工程序上使用指令Txx M06,系统将会读取这个M06执行换刀宏程序,而换刀宏程序的调用必须通过修改系统参数6071号(参数含义为调用O9001子程序的M代码),通用性修改为6。
3.2 控制换刀动作的宏程序
(1)宏程序相关
a.系统变量解释
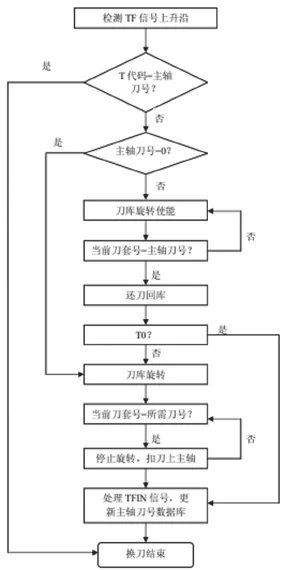
图2 换刀动作流程图
#1000:对应PMC信号G54.0,用于指令T 代码和主轴上的刀号一致性判断,若一致#1000= 1,即G54.0由0变1。
#1001:对应PMC信号G54.1,用于指令T 代码是否为0的判断,若为T0,则#1001=1,即G54.1由0变1。
#1002:对应PMC信号G54.2,用于主轴上是否有刀的判断。若没有刀,则#1002= 1,即G54.2由0变1。
b.M代码定义
M 19:主轴准停 (需调整准停点以方便换刀)
M50:刀库旋转使能 (通知PMC,可以执行换刀动作了)
M51:刀库旋转结束
M52:刀库向右 (靠近主轴)
M53:松刀,吹气
M54:刀盘旋转
M55:刀具夹紧
M56:刀盘向左 (远离主轴)
(2)换刀宏程序
O9001;
N1 IF[#1000EQ 1]GOTO 19; (T CODE=SP TOOL) T代码等于主轴刀号,换刀结束
N2 #199=#4003;(G90/G91 MODLE)
N3 #198=#4006;(G20/21 MODLE) 保留之前的模态信息
N4 IF[#1002EQ 1]GOTO7; ( SP TOOL=0) 如果主轴刀号为0,则直接抓刀
N5 G21G91G30P2Z0M19; 回第二参考点,M19定向,准备还刀
N6 GOTO8;
N7 G21G91G28Z0M19; 回第一参考点,M 19 定向,准备抓刀
N8 M50; 刀库准备好 (使能)
N9 M52; 刀库向右 (靠近主轴)
N10 M53; 松刀吹气
N11 G91G28Z0; 回第一参考点
N12 IF[#1001EQ 1]GOTO 15; (T CODE=0) 如果指令T0,则无需抓刀
N13 M54; 刀盘旋转
N14 G91G30P2Z0; 回第二参考点
N15 M55; 刀具卡紧
N16 M56; 刀盘向左 (远离主轴)
N17 M51; 旋转结束
N18 G#199G#198; 恢复模态
N19 M99; 换刀子程序结束
4.其余相关参数设置
准停角度,参数4077。可根据系统诊断445号诊断的数据输入到4077,先将3117#1修改为1方可诊断主轴的位置数据。
主轴定向功能,参数8135#4。
宏程序保护锁,参数3202#4。
5.结论
调试好刀库的机械、控制程序、并设置完相关参数后,在系统执行M06换刀指令刀库能够正常进行并正确换刀,解决机加工产品的加工工序复杂性带来数控铣床手动换刀导致生产效率低的问题。
[1]黄辉. FANUC 系统刀库典型 PMC 程序[M].北京发那科机电有限公司,2008
[2]FANUC系统参数说明书B-64310CM/01.北京发那科机电有限公司
蔡文伙,专科毕业,主要从事数控设备维修专业课教学及实训室管理工作;无科研经历。
猜你喜欢
智能制造(2021年4期)2021-11-04
湖北农机化(2020年19期)2020-12-14
广东第二课堂·初中(2020年2期)2020-02-26
制造技术与机床(2019年10期)2019-10-26
制造技术与机床(2019年8期)2019-09-03
情感读本·道德篇(2019年2期)2019-05-09
快乐语文(2018年30期)2019-01-22
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2014年4期)2014-04-27
中国科技信息(2010年21期)2010-09-21