微反应器技术在Fischer-Tropsch合成中的应用进展
2016-03-29 07:12徐润胡志海聂红
化工进展 2016年3期
关键词:催化剂
徐润,胡志海,聂红
(中国石化石油化工科学研究院,北京 100083)
术平台,可以实现高性能费托合成催化剂在等温条件反应,既克服了固定床反应器传热差、不能应用小粒度催化剂的缺点,也解决了浆态床反应器液相传质阻力和催化剂与产品分离的问题,使得微反应器费托合成技术在近些年来颇受关注[14-16]。随着商业化示范装置的投产[17],微反应器费托合成技术的高效、高度集成的优点被广泛认可。目前分别对费托合成或者微通道反应器的综述研究较多,对微反应器费托合成技术的介绍较少[18],本文结合微反应器技术的发展过程,对微反应器费托合成技术研究和应用进展进行介绍和总结。
微反应器技术在Fischer-Tropsch合成中的应用进展
徐润,胡志海,聂红
(中国石化石油化工科学研究院,北京 100083)
摘要:微反应器可以通过改善传质和传热而强化反应过程,为Fischer-Tropsch合成技术的发展提供了新的机遇。本文简要回顾了微反应器的研究及发展过程,从微反应器的本质特点着手,介绍了微反应器技术在Fischer-Tropsch合成中的应用进展。Fischer-Tropsch合成微反应器结构经历了从单通道、多通道、复合通道结构的研究过程,催化剂也开发有填充型和涂覆型两类。根据微反应器的特点,催化剂开发也取得了显著进步,与传统催化剂相比,微通道催化剂的活性可以达到固定床的8~10倍。反应器模型和数值模拟工作可以辅助实验研究,提供温度、浓度、压力等分布参数,有利于反应器设计。最后介绍了目前微反应器Fischer-Tropsch合成技术的中试及工业应用情况。通过对上述内容的总结,对微反应器Fischer-Tropsch合成研究和发展进行了展望。关键词:费托合成;微反应器;微通道;催化剂;过程强化
微化工技术是在可持续发展要求下与高技术发展的前提下而产生的一种新技术,以微反应器系统为核心,具有高效、灵活、易直接放大等优势,使许多反应过程在微反应器中变得更经济和更快速,已成为化工、生物和医学等学科中一个新的发展方向和研究热点[1-10]。费托合成(Fischer-Tropsch)技术是将石油以外的资源如煤、天然气、生物质转化为清洁燃料和化工品的重要过程,虽然历经数十年的发展,传质和传热问题始终是需要解决的关键问题之一[11-14]。反应器技术为费托合成提供了新的技
术平台,可以实现高性能费托合成催化剂在等温条件反应,既克服了固定床反应器传热差、不能应用小粒度催化剂的缺点,也解决了浆态床反应器液相传质阻力和催化剂与产品分离的问题,使得微反应器费托合成技术在近些年来颇受关注[14-16]。随着商业化示范装置的投产[17],微反应器费托合成技术的高效、高度集成的优点被广泛认可。目前分别对费托合成或者微通道反应器的综述研究较多,对微反应器费托合成技术的介绍较少[18],本文结合微反应器技术的发展过程,对微反应器费托合成技术研究和应用进展进行介绍和总结。
1 微反应器技术发展过程
微通道反应器也称微反应器,是利用精密加工技术制造的特征尺寸在10~1000µm之间的三维结构元件,是可用于进行化学反应或包括换热、混合、分离、分析和控制等各种功能的高度集成的微反应系统[19]。微反应器是指工艺流体通道在微米级别,而非微反应器的外形尺寸或产品的产量。与常规反应器相比,微反应器有以下特点。①比表面积大。微通道内的比表面积能达到10000~50000m2/m3,可以缩短反应所需停留时间,在相同产能情况下反应器体积可以减少1~2个数量级[7]。②强化传热过程。首先,比表面积的增大使反应器内能够提供的对流传热的场所增加;其次反应器内部体积减小使温度分布能够在很短的时间内实现均一化,使得化学或化工反应可以几乎在等温的条件下反应,避免了反应过程中的飞温[15]。③强化传质过程。在微通道内,流体以微米级厚度的薄层相互接触,传质过程主要是分子间扩散,传质速率得到强化,缩短反应所需时间,可大幅提高对产物的选择性[8]。④良好的安全性和可控性。通道特征尺度小于火焰传播的临界尺度以及微反应器内的小反应物持有量,使微反应器具有内在安全性[9]。⑤易于放大。由于微反应器结构的模块化,可由数量叠加实现直接放大,推进实验室成果的实用化进程[4]。
20世纪80年代初,TUCKERMAN和PEASE[20]首次提出了“微通道散热器”的概念,成功地解决了集成电路大规模和超大规模化所面临的热障问题。1985年SWIFT等[21]首先研制出用于2种流体热交换的微尺度换热器。1996年LEROUS[22]和EHRFELD[23]等分别系统阐述了微反应器在化学工程领域的应用原理及其独特优势。由此,微反应技术概念就迅速引起发达国家的研究机构和大公司的关注,由于微反应器在传质、传热、恒温等方面表现出的巨大优势,美国、德国、英国、法国、日本等重要的研究机构、高校以及许多大化工公司(如DuPont、Bayer、BASF、UOP等)相继开展了微化学工程与技术的研究。国内开展微反应器技术研究的有中国科学院大连化学物理研究所、清华大学、华东理工大学等。微反应器的研究工作主要集中在化工生产过程、清洁能源、材料合成、药物合成等。表1列出文献中所报道的一些有代表性的实例[24]。
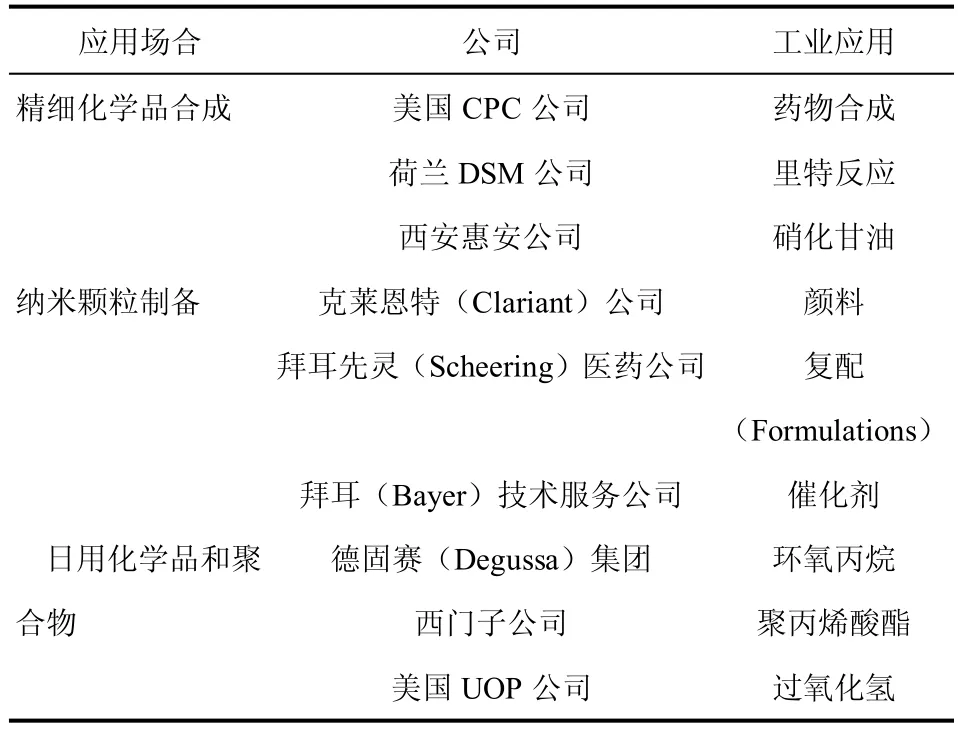
表1 微反应技术应用[24]
2 用于费托合成技术的微反应器
费托合成是指CO和H2在催化剂上转化生成烃类的反应,是1923年由德国科学家FISCHER和TROPSCH发现并因此获得命名。费托合成反应的特点之一是反应放热量大,平均每生成一个亚甲基(—CH2—)可释放出165kJ的热量[25]。反应过程中产生的热量容易引发催化剂局部过热,导致选择性变差和反应恶化,引起催化剂失活,并可能损坏反应器,因此反应过程中床层温度的控制对保持催化剂的活性、选择性及稳定性非常重要[26]。费托合成的另一个特点是反应受到扩散传质的影响,一方面,由于CO和H2在催化剂表面的扩散速率不同,造成实际反应的氢碳比例与理想比例不符,使反应选择性变差;另一方面,生成的重质烃产品会覆盖在催化剂表面,影响原料吸附和产品脱附。所以降低传质阻力是费托合成催化剂设计和工艺研究的重要内容[27]。目前已经实现工业化的反应器形式有3种:固定床反应器、浆态床反应器和流化床反应器[28-29]。固定床反应器采用管壳式结构,催化剂装填在反应管中,反应器壳层流动取热介质。由于反应器的压降限制,只能使用尺寸在毫米级别的催化剂。其缺点是反应受到传热和传质的限制,优点是结构和操作简单,没有催化剂和产品分离问题。浆态床反应器是将微米级别的催化剂混合在液体介质中,合成气以鼓泡的形式通过反应器,其优点是传热效果好,催化剂可在线更换,缺点是催化剂与重质烃的分离困难。流化床反应器主要用于高温费托合成。微反应器技术的进步为费托合成的发展提供了新的机遇,不仅使微米级高性能费托合成催化剂可以在接近等温的条件下使用,而且解决了传统反应器的弊端,强化反应过程,拥有非常广阔的应用前景。从微通道催化剂的应用形式可以分为填充式和涂覆式,填充式是将粉末状催化剂填充到反应通道中,催化剂制备灵活性高、容易更换,但存在反应器压降大的问题;涂覆式是将催化剂涂覆在微通道内壁上,特点是反应器压降小,但催化剂涂覆和性质较难控制。
美国Battelle Memorial Institute较早开展了微通道费托合成技术的研究,其公开的专利中描述了一种微通道结构,反应通道的尺寸为长度35.6mm,高度1.5mm,宽度8mm,采用Co-Ru/Al2O3催化剂颗粒在微通道反应器中进行评价,反应条件为:264℃、2.3MPa、原料气停留时间为1s,实现CO转化率50%,甲烷选择性22%[30]。他们在随后的改进中采用一种梯形结构的通道,可以更好的改善温度分布,实施例中使用了Co-Ru-La/Al2O3催化剂,粒度为150~180μm[31]。美国太平洋西北国家实验室(PNNL)的CAO等[32]设计了具有“三明治”形式的微通道反应器(如图1所示),可以通过流动的介质加热或者冷却反应通道,反应区域尺寸为长17.8mm,宽12.7mm,高1.27mm,采用多通道的形式可以快速筛选催化剂,他们的Co-Re/Al2O3催化剂在240℃、1.5MPa、空速12200h-1时,CO转化率接近70%,甲烷选择性约10%。
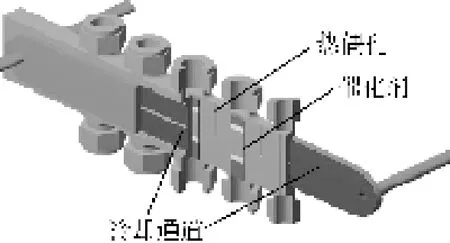
图1 PNNL的微通道反应器[32]

表2 不同粒度催化剂费托合成性能对比[33]
CAO等[33]在优化催化剂后比较了45μm和150μm两种颗粒催化剂的性能(对比结果见表2),采用30%Co-4.5%Re/Al2O3催化剂,在224℃、2.5MPa、空速20000h−1时,45μm颗粒催化剂的CO转化率较150μm颗粒催化剂高12个百分点,而且甲烷选择性低6个百分点,整个微通道温度梯度小于3℃。微通道反应器使用的空速可以达到传统固定床反应器的15倍。
挪威的MYRSTAD等[34]设计了一种带有柱状结构的微通道反应器(图2),由反应通道和导热油通道叠加组成,通道的高度为800μm,柱状体的间距为800μm。他们采用20%Co-5%Ni/Al2O3催化剂,粒度范围53~90μm,在225℃、2.0MPa、空速14400h-1时,CO转化率达到72%,甲烷选择性9%,C5+收率为1.7g/(g·h)。柱状结构的微通道反应器不仅有利于促进传热,还有利于降低反应器压降,即使采用较小的催化剂颗粒,在空速20000h-1、2.0MPa条件下,反应器压降也不超过1.25bar/m。他们在这种结构的微通道反应器上还进行了甲醇合成[35]、二甲醚合成[36]的研究,结果表明微通道反应器具有非常优异的传质、传热效果,可以极大的强化反应过程。
KNOCHEN等[37]在毫米结构反应器上考察了19%Co-1%Re/Al2O3催化剂的费托合成性能,并进行了反应器模型的计算,研究了反应器尺寸与取热效率的关系和催化剂粒度对反应器压降的影响。
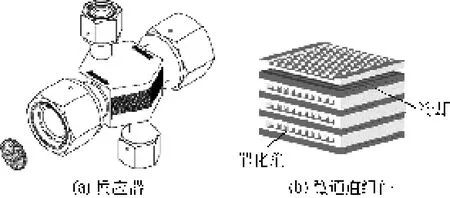
图2 MYRSTAD的微通道反应器[34]

图3 ALMEIDA的金属载体催化剂和微通道反应器[38]
ALMEIDA等[38]对比了不同结构金属载体催化剂的费托反应性能,包括具有40目孔的金属泡沫、每平方英寸350孔的蜂巢型独石结构、每平方英寸1180孔的微独石结构和微通道反应器(如图3所示),催化剂载体结构参数如表3所示。采用了20%Co-0.5%Re/Al2O3催化剂,评价结果显示,不同结构金属载体催化剂和涂覆于微通道的催化剂,均获得了比常规催化剂高的活性和C5+选择性,基于微通道出色的控温能力,涂覆于微通道的催化剂性能最佳。对于ALMEIDA的微通道反应器,催化剂涂层的厚度增加,甲烷选择性也明显增加,C5+选择性和产品烯烷比也与催化剂涂层的厚度有关[39]。
ARZAMENDI等[40]对微反应器展开了计算流体力学(CFD)研究。微反应器模型包含80根错流均布排列的微通道,冷热通道各有四排,每排十根,尺寸均为1×1mm2。其使用的三维模型如图4所示。考虑空速范围为5000~30000h−1,选择沸水做冷却液,结合CO的转化率,可在210~250℃温度范围进行操作。结果表明:降低操作压力有利于提高CO的转化率,但是会影响费托产物的分布,尤其是减少中级馏分的产量。冷却液流速控制在0.25~250 g/min 范围时,温度能得到较好的控制。
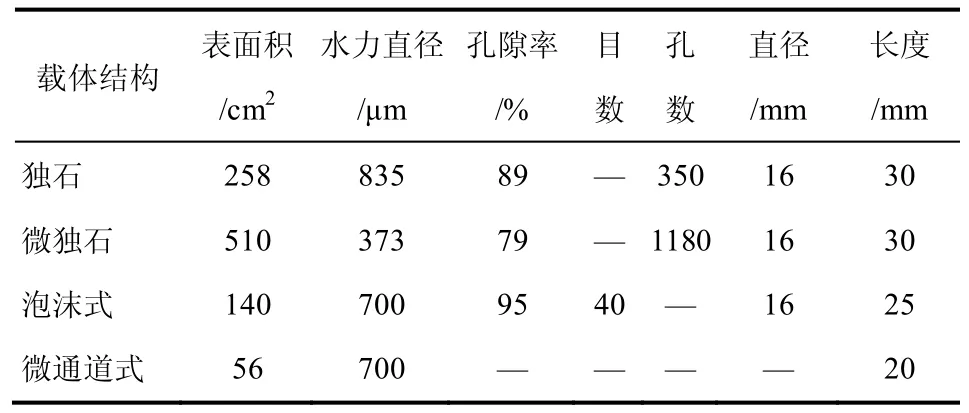
表3 不同结构金属载体催化剂的费托反应性能[38]

图4 ARZAMENDI的微通道反应器模型[40]
DESHMUKH等[17]报道了Velocys公司微通道费托合成研究进展,他们开发了短通道(长70mm,高1mm,宽8mm)、长通道(长616mm,高1mm,宽6mm)、长通道带取热(长616mm,高1mm,宽6mm)以及中试规模反应器(长171mm,高1mm,宽3mm,276条反应通道,132条冷却通道)。中试规模微通道反应器如图5所示,可以达到每天3.8L C5+产品的规模,可装填150g催化剂。采用相同的催化剂在4种尺寸反应器的评价结果相近,表明微通道反应器放大效应很小。在210℃、2.4MPa、停留时间0.29s,CO转化率达到72%,甲烷选择性不大于9%,C5+选择性85%。催化剂运转了4000h,并可通过再生恢复活性。
LEVINESS等[41]报道Velocys的微通道费托合成反应器可以在高负荷下运转2年,催化剂经历10次氧化再生仍然保持较好的活性,见图6。
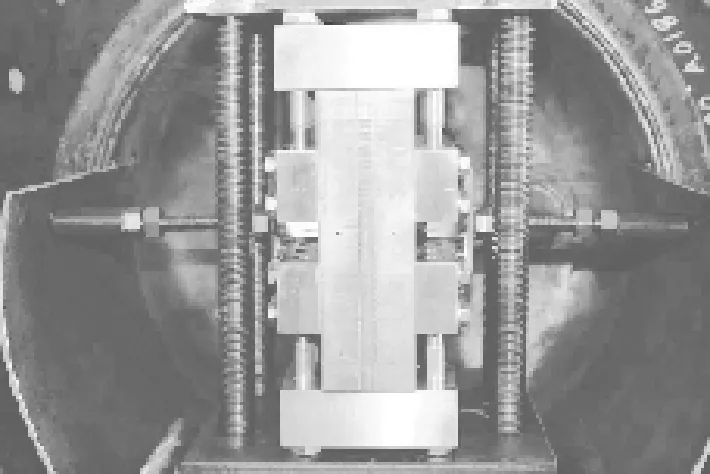
图5 Velocys的微通道中试反应器[17]
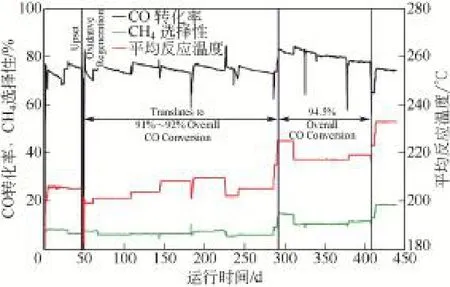
图6 Velocys的高负荷下催化剂费托合成性能[41]
除了实验研究外,对于微通道费托合成数值模拟的研究也广泛开展,可以弥补实验中微通道反应器参数测量困难的问题,了解反应过程中流体变化、温度分布、浓度分布等信息,有助于反应器设计。DEREVICH等[42]对微通道费托合成反应器流体力学模型进行研究,结果表明粗糙的微通道内表面更有利于气液两相的传质,空速对于液膜厚度影响较小,通道尺寸减小,反应器的压降增加很快。
GUMUSLU等[43]采用数值计算的方法研究了微通道费托合成反应器反应器材质、通道壁厚、冷却通道边长、冷却介质流速等参数对反应温度的影响。结果表明,采用大的壁厚更有利于导热,冷却通道边长影响较小,冷却介质流速对温度分布影响很大,改变通道表面的形态也可以强化冷却效果。
SHIN等[44]则建立了48mm×48mm×180mm 大小的三维微反应器模型,依据实验结果,计算出以C8H18来代表整个模型里的费托反应的产物,重点研究了操作条件对反应器的影响,以及如何更好地实现温度控制,来进一步优化实验。
罗青等[45]开展了微通道费托合成催化剂涂覆厚度的数值模拟研究,考察催化剂涂层厚度、冷却介质流速对传热和产物分布的影响。结果表明,沿反应通道轴向方向,催化剂涂层温度呈先升高后降低的趋势;随催化剂涂层厚度的增加,温度峰值出现的位置逐渐远离出口,CO转化率提高,CH4选择性增大,C5+选择性减小。
表4将文献中所报道的微通道费托合成催化剂性能进行了对比。可以看出,目前催化剂主要分为涂覆式和微球两个发展方向。涂覆式催化剂具有床层压降小、传热性能好的优点,但存在反应通道利用率低、涂覆强度控制难度大的缺点。微球催化剂采用填充式装填,催化剂装填和更换灵活,催化剂活性高,但颗粒直径对床层压降和反应性能影响较大。因此采用何种形式的催化剂与微通道反应器的设计关系十分密切。
3 用于费托合成技术微反应器的工业化
基于微反应器的显著特点和费托合成在清洁能源领域的巨大潜力,该项技术走出实验室实现工业化的速度逐步加快。在微通道费托合成工业应用方面,美国Velocys公司和英国Compact GTL公司一直走在领先位置。
美国Velocys公司起源于Battelle Memorial Institute,后被牛津催化剂集团公司(Oxford Catalysts Group)收购,主要进行微通道技术的开发和技术应用,取得了很多开创性的成果,其产品也在世界范围内得到广泛认可。
2010年,Velocys公司与葡萄牙SGC能源公司(SGCE)合作,开发了生物质制油的验证装置,采用生物质气化、微通道费托合成反应器,验证装置由Velocys与SGCE共同操作,组合采用了由900多个全长的微通道组成的费托合成微通道反应器,C5+收率超过0.75g/(L·h)。牛津催化剂集团随后宣布从其合作伙伴SGCE获得生物质制油项目第一个大规模商业化费托合成微通道反应器合同,该微通道反应器由数十万个全长的微通道组成,其产能可达50桶/天。该中型装置设计通过费托合成反应用于小规模分布式生产生物燃料,由SGCE和Oxford Catalysts Group的美国成员Velocys公司共同运营。
2010年,巴西国家石油公司(PetroBras)、Velocys公司、Toyo Engineering Corporation 和MODEC公司签署合作协议,共同开展微通道费托反应器技术验证装置建设,并计划建立一座以生物质为原料的液体运输燃料生产厂。俄罗斯罗斯石油公司(Russneft)于2012年5月13日宣布,选用Velocys公司技术,应用于小规模天然气制合成油(GTL)装置,设计将使伴生天然气(即与石油生产联产的天然气)转化成合成原油或高品质的下游产品,包括合成柴油、石蜡和石脑油(重要的化工原料)。罗斯石油公司与技术商业化公司Gazohim Techno合作,使用Velocys公司的微通道费托反应器技术,设计和建造GTL验证装置。这套装置将拥有处理天然气能力约1×107m3/a,相当于约每天100桶合成原油。该验证装置将设在罗斯石油公司位于俄罗斯伊尔库茨克(Irkutsk Oblast)的安加尔斯克石化联合装置内。
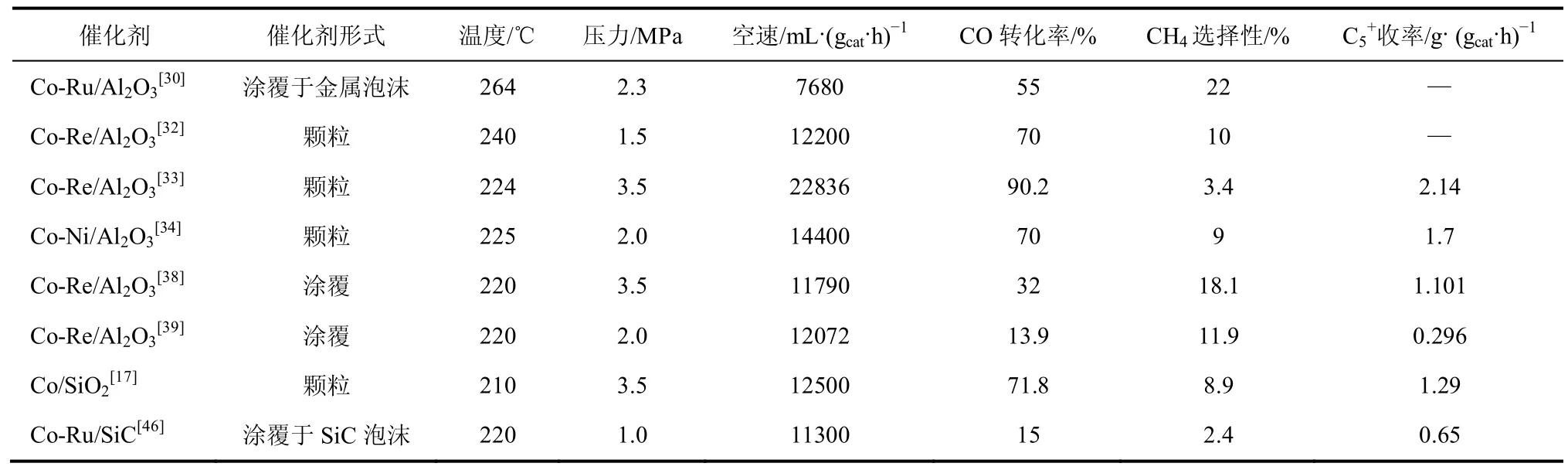
表4 微通道费托合成催化剂性能对比
2012年7月总部设在美国的Solena燃料公司宣布,在英国开发生物质制油(BTL)项目,将选用Velocys公司的微通道费托合成技术。2014年美国红岩生物燃料公司(Red Rock Biofuels)也计划采用Velocys公司的微通道费托合成技术将170kt/a生物质转化为液体运输燃料,项目已经进入工程设计阶段。
英国Compact GTL公司的微通道技术起始于2000年的英国原子能机构研发计划,2006年开始寻求微通道GTL中试或商业化合作,整个工艺包括微通道甲烷重整和两段式微通道费托合成。2008年7月在英国威尔顿建成首套中试装置,规模为每周产1桶合成油。随后Compact GTL公司与巴西PetroBras公司合作开展集约型GTL技术的工业示范,2010年在巴西的Aracaju投资4500万美金建设用气量为每天200000立方英尺的GTL装置,于2011年底建成达到开工要求(图7、图8)。2014 年7月,Compact GTL公司及其合作伙伴宣布,将斥资5000万美元在哈萨克斯坦打造“全球首个商业化”小型GTL工厂,将每天加工820000m3伴生气来生产3000桶合成柴油。
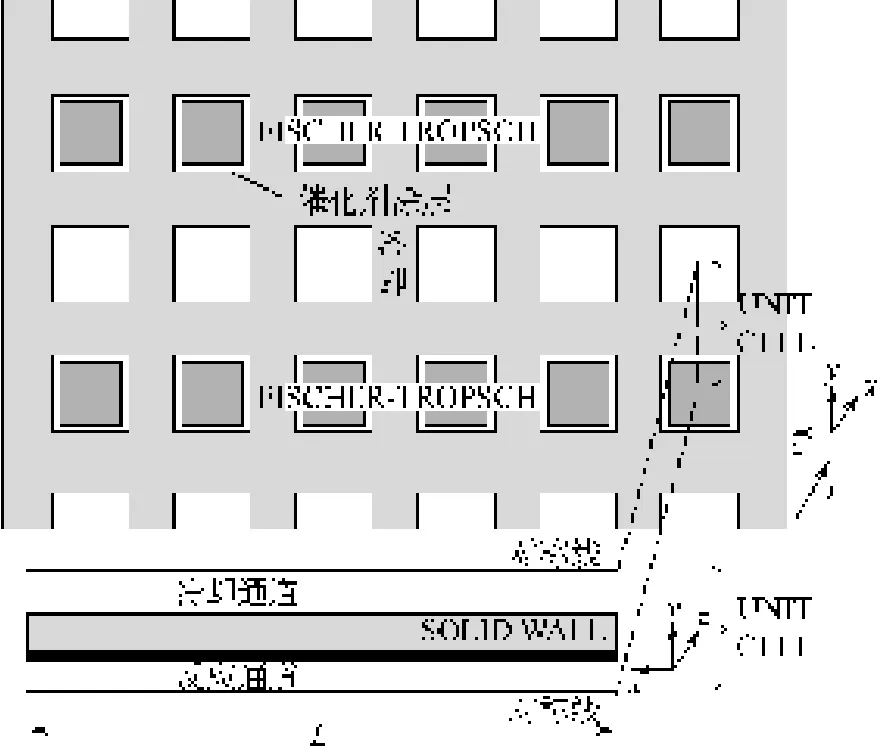
图7 GUMUSLU的微通道反应器模型[43]
图8 Compact GTL公司在巴西的微通道费托合成装置
4 总结与展望
近十年来,国内外学术界对微反应器费托合成技术进行了深入的研究,已经在反应器设计、催化剂开发、反应器模型和数值模拟等方面取得了显著的进步。特别是首先开展商业化运作的Velocys公司和Compact GTL公司,在微反应器的设计、制造、集成和放大等关键问题取得了突破。微通道费托合成技术不仅可以使小型天然气田、煤层气、焦炉气以及来源分散的生物质资源被非常方便和高效的利用,也展现了对常规固定床和浆态床反应器在效率和安全性方面强大的竞争力。然而,微通道费托合成技术的大规模应用仍需一系列难题,例如微反应器结构优化与过程强化设计、反应器制造、反应单元的组装、催化剂的壁面负载技术、催化剂装填技术、催化剂再生技术、参数测量技术、系统自动控制技术、防腐技术等。因此,一方面需要加强微化学工程技术基础研究,开展包括微尺度化工系统中的表面界面现象,微反应系统中的流动、传热、混合和传质特征,微尺度下的催化剂技术;另一方面,需要加强微反应器技术的工程化研究,包括微化工设备的结构优化和标准化设计,微化工设备接口标准化设计,微化工设备的先进制造与封装技术等。可以预见,随着微反应器技术的进步和费托合成效率的提高,利用微反应器费托合成技术将含碳资源转化利用的途径必将引起越来越多的关注。
参 考 文 献
[] JENSEN K F. Microreaction engineering is small better?[J]. Chem. Eng. Sci.,2001,56(2):293-303.
[2] Mills P L,Quiram D J,Ryley J F. Microreactor technology and process miniaturization for catalytic reactions:a perspective on recent developments and emerging technologies[J]. Chem. Eng. Sci.,2007,62:6992-7010.
[3] 陈光文,袁权. 微化工技术[J]. 化工学报,2003,54(4):427- 439.
[4] 郑亚峰,赵阳,辛峰. 微反应器研究及展望[J]. 化工进展,2004,23(5):461-467.
[5] 李斌. 微反应器技术在精细化工中的应用[J]. 精细化工,2006,23 (1):1-7.
[6] 陈文光. 微化工技术研究进展[J]. 现代化工,2007,27(10):8-13.
[7] 骆广生,王凯,吕杨成,等. 微反应器研究最新进展[J]. 现代化工,2009,29(5):27-35.
[8] 刘冠颖,方玉成,郭辉进,等. 微反应器发展概况[J]. 当代化工,2010,39(3):315-318.
[9] 张纪领,赵罗生. 微反应器技术及其应用[J]. 舰船防化,2010,6:9-12.
[0] 于娜娜,乔钰,马俊红. 微反应技术及发展现状[J]. 化工中间体,2011,7:11-13.
[11] ANDERSON R B. The Fischer-Trospch Synthesis[M]. New York:Academic Press,1984.
[12] 张碧江. 煤基合成液体燃料[M]. 太原:山西科学技术出版社,1993.
[13] FLEISCH T H,SILLS R A,BRESCOE M D. 2002-Emergence of the gas-to-liquid industry:a review of global GTL development[J]. Journal of Natural Gas Chemistry,2002,11:1-4.
[14] 候朝鹏,夏国富,李明丰,等. FT合成反应器的研究进展[J]. 化工进展,2011,30(2):251-257.
[15] 陈恒志,郭正奎. 天然气制氢反应器的研究进展[J]. 化工进展,2012,31(1):10-18.
[16] 周立进,王磊,黄慧慧,等. 费托合成工艺研究进展[J]. 石油化工,2012,41(12):1429-1436.
[17] DESHMUKH S R,TONKOVICH A L,JAROSCH K T,et al. Scale-up of microchannel reactors for Fischer-Tropsch synthesis[J]. Ind. Eng. Chem. Res.,2010,49:10883-10888.
[18] MAZANEC T,PERRY S,TONKOVICH L,et al. Microchannel gas-to-liquids conversion-thinking big by thinking small[J]. Studies in Surface Science and Catalysis,2004,147:169-174.
[19] KOLB G. Review:microstructured reactors for distributed and renewable production of fuels and electrical energy[J]. Chemical Engineering and Processing,2013,65:1-44.
[20] TUCKERMAN D B,PEASE R F W. High-performance heat sinking for VISI[J]. IEEE Electron Device Letters,1981,2(5):126-129.
[21] SWIFT G,MIGLIORI A,WHEATLEY J. Micro channel cross flow fluid heat exchanger and method for its fabrication:US 4516632[P]. 1985.
[22] LEROUS J J,HAROLD M P,RYLEY J,et al. Microfabricated minichemical systems:technical feasibility. [M]//EHRFELD W. Microsystem technology for chemical and biological microreactors. Weinheim:Verlag Chemie. 1996,51-59.
[23] EHRFELD W,HESSEL V,MO K H,et al. Potential and realization of microreactors. [M]//EHRFELD W. Microsystem technology for chemical and biological microreactors. Weinheim:Verlag Chemie. 1996,1-28.
[24] 刘涛. 欧洲微反应器技术的发展与应用现状[J]. 现代化工,2007,27(10):6-68.
[25] IGLESIA E. Design,synthesis and use of cobalt-based Fischer-Tropsch synthesis catalysts[J]. Appl. Catal. A,1997,161:59-78.
[26] JAGER B,DRY M E,SHINGLES T,et al. Experience with a new type of reactor for Fischer-Tropsch synthesis[J]. Catal. Lett.,1990,7:293-302.
[27] STEYNBERG A P,DRY M E,DAVIS B H,et al. Fischer-Tropsch reactors,Fischer-Tropsch technology[J]. Studies in Surface Science and Catalysis,2004,152:64-195.
[28] 石勇. 费托合成反应器的进展[J]. 化工技术与开发,2008,37(5):31-38.
[29] 申文杰,周敬来,张碧江. FT合成反应器概述[J]. 化学工程,1995,23(6):7-12.
[30] WANG Y,VANDERWIEL D P,TONKOVICH A L Y,et al. Catalyst structure and method of Fischer-Tropsch synthesis:US 6451864[P]. 2002-09-17.
[31] WANG Y,CAO C S,KIMBLE J B,et al. Reactors having varying cross-section,methods of making same,and methods of conducting reactions with varying local contact time:US 8206666[P]. 2002-05-21.
[32] CAO C S,PALO D R,TONKOVICH A L Y,et al. Catalyst screening and kinetic studies using microchannel reactors[J]. Catal. Today,2007,125:29-33.
[33] CAO C S,HU J L,LI S R,et al. Intensified Fischer-Tropsch synthesis process with microchannel catalytic reactors[J]. Catal. Today,2009,140:149-156.
[34] MYRSTAD R,ERI S,PFEIFER P,et al. Fischer-Tropsch synthesis in a microstructured reactor[J]. Catalysis Today,2009,147S:S301-S304.
[35] BAKHTIARY-DAVIJANY H,HAYER F,PHAN X K,et al. Characteristics of an integrated micro packed bed reactor-heat exchanger for methanol synthesis from syngas[J]. Chemical Engineering Journal,2011,167:496-503.
[36] HAYER F,BAKHTIARY-DAVIJANY H,MYRSTAD R,et al. Synthesis of dimethyl ether from syngas in a microchannel reactor-Simulation and experimental study[J]. Chemical Engineering Journal,2011,167:610-615.
[37] KNOCHEN J,GUETTEL R,KNOBLOCH C,et al. Fischer-Tropsch synthesis in milli-structured fixed-bed reactors:experimental study and scale-up consideration[J]. Chemical Engineering and Processing,2010,49:958-964.
[38] ALMEIDA L C,ECHAV F J,MONTES M,et al. Fischer-Tropsch synthesis in microchannels[J]. Chemical Engineering Journal,2011,167:536-544.
[39] ALMEIDA L C,SANZ O,D’OLHABERRIAGUE J,et al. Microchannel reactor for Fischer-Tropsch synthesis:adaptation of a commercial unit for testing microchannel blocks[J]. Fuel,2013,110:171-177.
[40] ARZAMENDI G,DIÉGUEZ P M,MONTES M,et al. Computational fluid dynamics study of heat transfer in a microchannel reactor for low-temperature Fischer-Tropsch synthesis[J]. Chemical Engineering Journal,2010,160(3):915-922.
[41] LEVINESS S,DESHMUKH S R,RICHARD L A,et al. Velocys Fischer-Tropsch synthesis technology:new advanceson state-of-the-art[J]. Top. Catal.,2014,57:518-525.
[42] DEREVICH I V,ERMOLAEV V S,MORDKOVICH V Z,et al. Modeling of hydrodynamics in microchannel reactor for Fischer-Tropsch synthesis[J]. International Journal of Heat and Mass Transfer,2012,55:1695-1708.
[43] GUMUSLU G,AVCI A K. Parametric analysis of Fischer-Tropsch synthesis in a catalytic microchannel reactor[J]. AIChE Journal,2012,58(1):227-235.
[44] SHIN M S,PARK N,PARK M J,et al. Computational fluid dynamics model of a modular multichannel reactor for Fischer-Tropsch synthesis:maximum utilization of catalytic bed by microchannel heat exchangers[J]. Chemical Engineering Journal,2013,234:23-32.
[45] 罗青,张丽,曹军,等. 微通道下费托合成催化剂层涂覆厚度的数值研究[J]. 化工进展,2015,34(3):652-658.
[46] LIU Y,EDOUARD D,NGUYEN L D,et al. High performance structured platelet milli-reactor filled with supported cobalt open cell SiC foam catalyst for the Fischer-Trospch synthesis[J]. Chemical Engineering Journal,2013,222:265-273.
研究开发
Recent advances on Fischer-Tropsch synthesis in micro-reactor
XU Run,HU Zhihai,NIE Hong
(Research Institute of Petroleum Processing,SINOPEC,Beijing 100083,China)
Abstract:The mass transfer and heat transfer of the chemical reaction can be improved by micro-reactor technology,which provides a new platform for Fischer-Tropsch synthesis. This paper reviews the researches and development of micro-reactor technology in the recent year and the Fischer-Tropsch synthesis in micro-reactor. The structure researches of micro-reaction devices have gone through the developments of single channel,multi channel and complex channel. The catalysts can be divided into two categories of micro particle and wall coating. Along with developments of micro reactor,the catalysts studies have also made significant progress. The activity of catalysts in micro-reaction device is 8 to 10 times higher than that in fixed-bed reactor. The studies of numerical analysis are summarized. This paper also introduces the status of pilot test and commercialization of Fischer-Tropsch synthesis in micro-reactor. It is expected the Fischer-Tropsch synthesis in micro-reactor will have a deeper development in future.
Key words:Fischer-Tropsch synthesis;micro-reactor;microchannel;catalyst;process intensification
基金项目:中国石油化工股份有限公司项目(S112088)。
收稿日期:2015-08-12;修改稿日期:2015-09-15。
DOI:10.16085/j.issn.1000-6613.2016.03.005
中图分类号:TQ 053.2
文献标志码:A
文章编号:1000–6613(2016)03–0685–07
第一作者及联系人:徐润(1976—),男,博士,高级工程师,主要研究方向为替代能源技术。E-mail xurun.ripp@sinopec.com。
猜你喜欢
分子催化(2022年1期)2022-11-02
建材发展导向(2021年16期)2021-10-12
石油石化绿色低碳(2019年6期)2019-02-13
石油石化绿色低碳(2019年6期)2019-01-14
智富时代(2018年3期)2018-06-11
智富时代(2018年3期)2018-06-11
浙江大学学报(工学版)(2016年11期)2016-06-05
Coco薇(2016年2期)2016-03-22
中国资源综合利用(2016年4期)2016-01-22
橡塑技术与装备(2015年4期)2015-02-25