优化Q460C控冷工艺提高一次性能合格率
2016-04-05 02:49张随鹏李登寅
山西冶金 2016年6期
张随鹏,李登寅
(太钢集团临汾钢铁有限公司,山西临汾 041000)
生产实践·应用技术
优化Q460C控冷工艺提高一次性能合格率
张随鹏,李登寅
(太钢集团临汾钢铁有限公司,山西临汾 041000)
通过对初验性能不合格项进行分析,找出Q460C一次性能不合格产生的原因,提出Q460C控冷工艺优化措施。通过优化控冷工艺与轧制规程,大幅度提高了Q460C一次性能合格率,由优化前的83.33%提高到97.20%,提高了13.87%。
一次性能 冷却速度 Q460C 断后延伸率
控轧控冷技术是在调整钢板化学成分基础上,通过对轧制过程中的温度、变形以及轧制后冷却速度进行有效控制,改善钢材的微观组织,从而获得综合性能良好的钢材[1-3]。
2014年10至12月份,临钢中板厂Q460C初验性能合格率为67.59%,一次性能合格率只有83.33%并且出现几次性能波动,既造成一定的经济损失,又延误了合同的交付,影响了公司产品形象。将Q460C一次性能合格率稳定控制在95%以上,既有利于性能指标及合同兑现率的完成,又能提高中板厂的经济效益。因此在分析Q460C一次性能不合格产生原因的基础上,通过优化控冷工艺与轧制规程大幅度地提高了Q460C一次性能合格率,得到了用户的认可,又为公司减少了经济损失。
1 初验性能不合格项分析
2014年10至12月份临钢中板厂Q460C初验不合格共计35批,其中33批为断后伸长率不合格,1批为屈服强度低,1批为抗拉强度低。不合格项所占比例见图1。对Q460C不合格项进行分析统计,发现断后延伸率不合格占不合格项的94.28%是初检性能不合格的主要原因。
1.1 金相组织分析
通过金相组织检验(见图2),在延伸率不合格的Q460C中发现上贝氏体组织。上贝氏体的渗碳体是以片状分布在晶界,很大程度上降低了材料的塑性和韧性,而上贝氏体的形成与控冷冷却速度有直接关系。

图12015年10—12月份Q460C初验性能不合格项比例
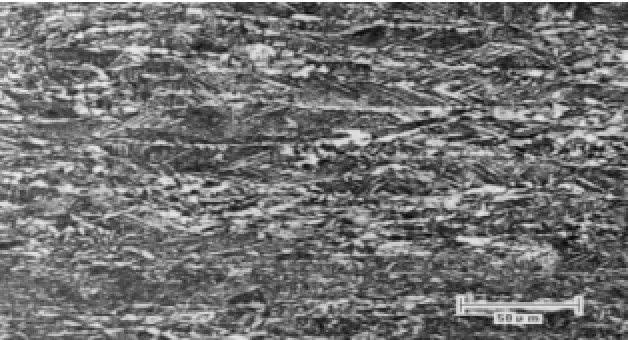
图2 Q460C断后伸长率不合格的金相组织
1.2 控冷冷却速度与性能合格率相关性分析
通过对控冷冷却速度与性能合格率的相关性分析(见下页表1)可知,随着Q460C冷却速度的提高,初验性能与一次性能合格率呈下降趋势;当冷却速度小于13℃/s时,初检性能合格率最高。通过对控冷历史数据的追溯,发现在对Q460C控冷的过程中采取了控冷水组的集中开启或部分集中开启的控冷策略,使得冷却速度较大,或某段时间内的冷却速度过大,从而导致Q460C组织发生贝氏体相变,是延伸率低的根本原因。
2 Q460C控冷工艺优化措施
对控冷工艺进行优化,细化了控冷操作规程,制定了冷却速度简单计算法以及不同成品规格控冷速度的要求,并根据规格对集管集中开启模式进行了限制要求,见下页表2。
控冷冷却速度计算公式:

表12014年10—12月份Q460C冷却速度与初验性能合格率

表2 不同成品规格Q460C的控冷模式与冷却速度要求

式中:v为控冷冷却速度;T3为控冷返红温度;T1为控冷开冷温度;F为所开启第一组控冷集管的序号;L为所开启最后一组控冷集管的序号;vr为控冷辊道速度。
3 Q460C中间坯厚度以及轧制道次的优化
3.1 增加了Q460C轧制道次(4道变为6道)
因4道轧制时多为手动轧制,操作过程会因人而异,班组间存在一定差异,采用6道次基本可自动轧制,稳定性较强,如表3所示。

表3 增加道次前后轧制效果对比
3.2 优化了待轧中间坯厚度
将中间坯厚度从52 mm优化为62 mm后,虽然最大单道次压下量有所减小,但在精轧阶段压下率增加,晶粒得到细化,可在不降低强度的情况下提高延伸率。
4 实施效果
4.1 工艺优化前后Q460C断后延伸率对比
由图3优化前后延伸率的对比可知,工艺优化后断后伸长率均值比优化前提高了0.4%,标准差减小了0.035%。
4.2 工艺优化后Q460C一次性能情况
如图4所示,优化控冷冷却速度后,2015年1至10月份共检验536批Q460C,控轧工序合格521批,一次性能合格率达97.20%,比优化前83.33%提高了13.87%。

图3 Q460C工艺优化前后延伸率的对比直方图

图42015年Q460C一次性能合格率折线图
5 结论
1)断后延伸率不合格是影响Q460一次性能合格率的主要原因。
2)冷却集中、冷却速度过快易造成上贝氏体产生,从而影响延伸性能。
3)通过优化控冷工艺与轧制规程,使得Q460C一次性能合格率显著提高。
[1]刘彦春,朱伏先,任培东,等.新型细品强化Q460级中厚板的研制[J].轧钢,2005,22(4):2-4.
[2]孙本荣,王有铭,陈瑛,中厚钢板生产[M].北京:冶金工艺出版社,1991:86.
[3]杨雄,刘奉家,陈锦,等,通过控冷技术优化Q460C性能的工艺探索[J].新疆钢铁,2013(4):39-42.
(编辑:胡玉香)
Optimization Technology of Q460C Controlled Cooling Process Improve ment of First Pass Rate
ZHANG Suipeng,LI Dengyin
(Plate factory of TISCO Linfen Iron and Steel Co.,Ltd.,Linfen Shanxi 041000)
Based on the analysis of unqualified items in preliminary performance,the reason of Q460C unqualified failure is analyzed.The optimization measures for Q460C controlled cooling process is put forward.By optimizing the control cooling process and rolling procedures,the pass rate of Q460C is greatly improved,which is improved from 83.33%to 97.20%,by 13.87%.
once performance,cooling rate,Q460C,percentage elongation
TG335.11
A
1672-1152(2016)06-0043-02
10.16525/j.cnki.cn14-1167/tf.2016.06.16
2016-10-20
张随鹏(1983—),男,主要从事中厚板工艺研究,助理工程师。
猜你喜欢
山东冶金(2022年2期)2022-08-08
中国金属通报(2021年18期)2021-12-27
湖北农机化(2021年7期)2021-12-07
今日农业(2021年11期)2021-11-27
支部建设(2021年15期)2021-07-13
山西冶金(2019年3期)2019-09-21
城市道桥与防洪(2019年5期)2019-06-26
河北工业大学学报(2016年6期)2016-04-16
山东冶金(2015年5期)2015-12-10
上海金属(2015年6期)2015-11-29