
宽铅带连冲板栅的制造过程及特点
2016-05-12 07:45刘小锋徐建刚孟刚陈顺宏湖北骆驼蓄电池研究院有限公司湖北襄阳441000
蓄电池 2016年2期
刘小锋,徐建刚,孟刚,陈顺宏(湖北骆驼蓄电池研究院有限公司,湖北 襄阳 441000)
宽铅带连冲板栅的制造过程及特点
刘小锋,徐建刚,孟刚,陈顺宏
(湖北骆驼蓄电池研究院有限公司,湖北 襄阳 441000)
摘要:本文介绍了铅酸蓄电池宽铅带连冲板栅的应用现状,对宽铅带连冲正极板栅的微观结构、金相组织及耐腐蚀性能等特点进行了评述,并简要概括了宽铅带连冲板栅的优势和缺点。
关键词:铅酸蓄电池;宽铅带;连冲板栅;耐腐蚀性;毛化处理;重力浇铸;拉网板栅;连铸连轧
0 引言
国内铅酸蓄电池行业目前正处于淘汰落后生产能力,加快推行清洁生产和技术进步的关键时期。传统重力浇铸板栅生产的过程中,产生大量的铅烟和铅渣严重影响工人的身体健康,劳动环境较差,且生产效率较低,工人劳动强度大,所以这种生产方式已不能满足清洁、高效生产的要求。目前重力浇铸板栅正逐渐被其它板栅所替代,代表板栅先进制造方向的连铸连轧板栅、铸带拉网板栅和宽铅带连冲板栅(也称铸带连冲板栅)应用得越来越多,既实现了清洁生产,也大幅提高了生产效率[1]。尤其是宽铅带连冲板栅,综合性能表现优异,是目前起停蓄电池正极板栅的首选。本文重点对宽铅带连冲板栅的微观结构、金相组织及耐腐蚀性能等方面进行了介绍,并与连铸连轧板栅、窄铅带拉网板栅进行了对比。
1 宽铅带连冲板栅的制造过程
宽铅带连冲板栅的制造过程主要分为合金配制、铸坯、铅带轧制、板栅冲制等步骤。首先,将配制合格的熔融铅合金液连续注入成型机内(成型机由两个通水冷却的铸轮及左右挡板构成),经成型铸轮冷却后,铸造成一定厚度和宽度的铅坯;接着,把铅坯放入轧机,在室温条件下进行连续轧制,制备成厚度符合要求的宽铅带;然后,宽铅带再经过连续冲孔,制备成有完整边框且筋条和中空规则的板栅。冲下的铅带余料经收集后,通过传送带返回合金锅,再次融化后循环使用。
宽铅带能够连续不间断生产,但板栅冲制过程在换卷时会有所间断。宽铅带可用于制备连冲板栅,也可经分切后用于制备拉网板栅(目前国内绝大部分拉网板栅使用的是窄铅带)。宽铅带生产速度可达 40~50 m/min,板栅冲孔速度与宽铅带生产速度大致相当,连冲板栅的涂填速度可达 35 m/min。
宽铅带的宽度可以根据实际的需求进行控制(设计铸轮宽度或对宽铅带进行切边),一般在250~350 mm。宽铅带轧制分为粗轧和精轧,通过精轧来实现对宽铅带厚度的准确控制,使厚度偏差控制在 ±0.01 mm 以内。宽铅带连冲板栅的厚度可低至 0.4~0.6 mm,满足不同形状、型号极板的需求。冲制后,可通过特殊措施对板栅表面进行清洗,尽量清除板栅表面残留的皂化液或其他油污。为了增加连冲板栅的表面粗糙度,一般在冲孔时对板栅表面进行毛化处理,以增强板栅与铅膏的结合强度。
2 宽铅带连冲板栅的特点
2.1 微观结构
宽铅带连冲板栅的内部结构比较致密,显微观察时很少发现明显的结构缺陷,但在未经毛化处理的宽铅带连冲板栅的表面层可观察到轧制碾压痕迹(见图 1 及图 2a),即表面层被碾压破碎,出现微裂纹。因为表面层与轧辊直接接触,所以受碾压变形及机械力的破坏最为严重;而板栅内部的微观结构则相对完好,无裂纹出现。部分情况下,未经毛化处理的宽铅带连冲板栅表面会出现少量微小气泡(表层与基体分离现象,见图 1),该现象可以通过合理的生产控制进行消除。表面层的轧制碾压痕迹及少量的微小气泡在板栅毛化处理(或称为压花处理)后,已基本观察不到。毛化处理增加了板栅表面的粗糙度(见图 2b),有助于增强板栅与铅膏的结合强度。
相比之下,重力浇铸板栅及连铸连轧板栅的微观缺陷较多,内部结构也不如连冲板栅的致密。图 3 为连铸连轧正极板栅的微观缺陷图片。显微观察时可发现明显的气泡、缩孔、疏松、铸造裂纹等微观缺陷。这些微观缺陷在腐蚀时容易形成腐蚀源,导致板栅腐蚀加速。

图 1 宽铅带连冲板栅截面微区探针图
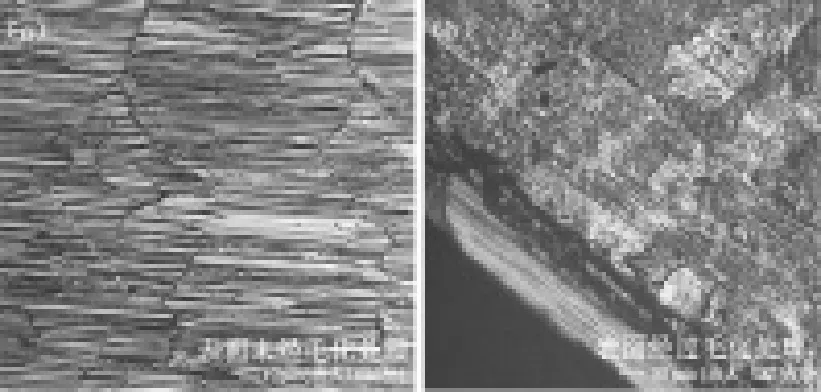
图 2 宽铅带连冲板栅筋条显微图
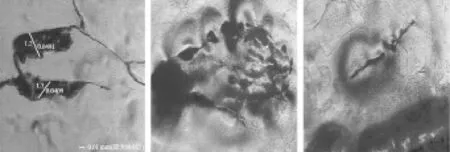
图 3 连铸连轧正极板栅微观缺陷图
2.2 金相组织
宽铅带连冲板栅的金相组织比较细碎,晶粒界限较难分辨,产生了大量的亚晶结构和被轧制拉长的纤维状组织,晶粒尺寸长度约 20~500 μm,宽度一般不超过 100 μm,如图 4 所示。

图 4 宽铅带连冲正极板栅金相结构
窄铅带拉网板栅的晶粒界限还勉强可以区分,晶粒被拉长后的长度约为 200~4000 μm,宽度约20~200 μm,如图 5 所示。窄铅带拉网板栅与宽铅带连冲板栅金相组织的区别主要是由于铅坯成型方式及轧制比的差异所导致的。

图 5 窄铅带拉网正极板栅金相结构
对于连铸连轧正极板栅,通常板栅表面层的晶粒尺寸较小(见图 6a),约 20~200 μm;而板栅内部晶粒尺寸较大(见图 6b),约 50~500 μm,且晶间间隙较大。大的晶粒结构及大的晶间间隙容易导致沿晶界快速腐蚀[2]。当形成晶间腐蚀穿透时,晶粒之间的结合较差,晶粒相互脱离。
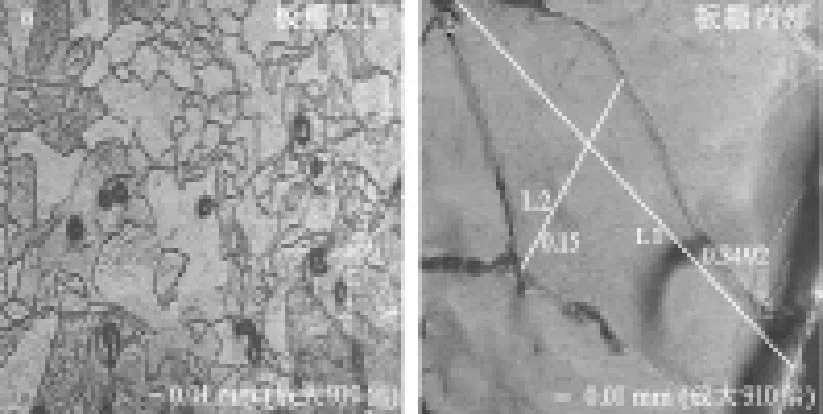
图 6 连铸连轧正极板栅金相结构
由正极板栅的金相组织比较可发现:连铸连轧正极板栅的晶粒尺寸比较粗大,而拉网正极板栅和宽铅带连冲正极板栅的晶粒结构更加细化,尤其是宽铅带连冲正极板栅,可观察到大量细碎的金相组织。因为铅坯经轧制后,原有的铅坯晶粒结构发生较大程度改变,得到大量细碎的亚晶结构和被轧制拉长的纤维状结构。晶粒细化有助于减缓板栅的晶间穿透腐蚀,有利于增强板栅与铅膏的结合强度。连铸连轧正极板栅的晶粒尺寸不够均匀,板栅内部的晶粒尺寸较大,且板栅内部结构也不如宽铅带连冲板栅致密,在电化学腐蚀过程中,更容易导致晶间穿透。重力浇铸板栅直接浇铸成型,未经过轧制变形,其金相组织与连铸连轧板栅较为接近,或者晶粒更加粗大[3]。
2.3 耐腐性能
在正极合金成分及板栅厚度相同的情况下,连冲板栅的耐腐性能要优于重力浇铸板栅和连铸连轧板栅[4]。这与板栅的微观晶粒结构、致密度、微观缺陷(如气泡、缩孔、疏松、铸造裂纹等)有关。
拉网正极板栅及连冲正极板栅在实际应用中均有较好的耐腐蚀性能。图 7 中 A、B、C、D 为 4 种不同工艺条件下制得宽铅带连冲正极板栅的腐蚀速率,E 为较佳工艺条件下拉网正极板栅的腐蚀速率。腐蚀条件:75 ℃ 水浴,硫酸密度为 1.30 g/mL(33 ℃),2.6 V 恒压腐蚀 4 周。由图 7 数据可见,宽铅带连冲正极板栅的耐腐蚀性能与宽铅带生产工艺条件关联较大。经过试验验证,选择合适的宽铅带生产工艺条件,可大幅优化连冲正极板栅的耐腐蚀性能,获得比拉网正极板栅更佳的耐腐蚀效果。

图 7 连冲正极板栅与拉网正极板栅的耐腐数据
3 宽铅带连冲板栅的优势及缺点
宽铅带连冲板栅的优势主要体现为:
(1)生产过程中减少了铅烟和铅渣的产生,减少环境污染,改善劳动环境,实现清洁生产。
(2)能够快速连续生产,降低劳动强度,提高生产效率。
(3)更容易制备薄板栅,可在不影响板栅性能的基础上(如保证铸焊时板耳不熔化,保证板栅的导电性能在可接受范围内)降低成本。
(4)板栅的微观结构得到一定的改善:板栅表面及内部的气泡、缩孔、疏松、铸造裂纹等缺陷减少;板栅内部结构更加致密;且晶粒更加细化、均匀,板栅更耐腐蚀穿透。
(5)板栅的抗拉强度和硬度提高。在合金成分相同的情况下,宽铅带连冲板栅的抗拉强度及硬度比重力浇铸板栅、连铸连轧板栅要高。宽铅带连冲板栅因经大变形量轧制(变形量一般在 80 % 以上),产生较大幅度的形变强化,所以轧制后的宽铅带或连冲板栅本身具有较高的抗拉强度和硬度,经过短暂的时效或者不经过时效,其强度和硬度均能达到生产的需要,缩短了板栅时效周期。而重力浇铸板栅、连铸连轧板栅必须经过一定的时效时间或特殊时效手段(如特定温度或湿度条件下加速时效),其强度和硬度才能达到要求。连冲板栅与拉网扩展板栅相比,具有完整的边框,且筋条未经过拉网扩展,机械强度更佳。
宽铅带连冲板栅的缺点主要体现为:连冲板栅的余料占比较大(70 %~80 %),合金一次利用率较低;目前宽铅带连冲设备一般从国外进口,初期投入成本较高。
4 结束语
宽铅带连冲板栅因为微观结构缺陷少,晶粒更加细化、均匀,所以在耐电化学腐蚀及机械性能方面有明显的优势,同时适于清洁、高效生产。宽铅带连冲板栅优异的性能使其成为目前起停蓄电池正极板栅的首选。近年来,随着起停蓄电池的需求提升,国内部分企业从国外引进了宽铅带连冲生产线,但基本处于调试、试用和吸收消化阶段,对宽铅带连冲技术的深入研究还比较有限。而宽铅带连冲板栅的性能与生产工艺密切相关,生产工艺条件有所不同则板栅性能可能出现较大差异。
参考文献:
[1] 杨占亮, 段力江. 蓄电池技术改造研究[J]. 电源技术, 2013, 137(5): 795-796.
[2] Douglas C. Clark, Kenneth Henning Runo Gustavsson, Derek William Russell, et al. Continuous extruded lead alloy strip for battery electrodes: US6797403B2[P]. 2004-9-28.
[3] 赵瑞瑞, 李核, 陈红雨, 等. 连铸和浇铸铅钙板栅合金性能初探[J]. 蓄电池, 2010(1): 3-6.
[4] 邱广涛, 潘继先, 黄伟昌, 等. 铅蓄电池极板清洁生产的研究[J]. 蓄电池, 2011(5): 195-199.
The usage and specifi cs of continuously punched grids for lead-acid batteries
LIU Xiaofeng, XU Jiangang, MENG Gang, CHEN Shunhong
(Hubei Camel Stroage Battery Research Institute Co., Ltd., Xiangyang Hubei 441000, China)
Abstract:The status quo in use of continuously punched grids with wide lead alloy strips for lead-acid batteries is presented in this paper. The microstructure, metallography and anti-corrosion performances of this kind of positive grids are estimated. Moreover, the merits and demerits of this type of grids are also summarized in this paper.
Key words:lead-acid battery; wide lead alloy strip; continuous punching grid; anti-corrosion; texturing treatment; gravity casting; expanded grid; continuous casting and rolling
收稿日期:2015-11-16
中图分类号:TM 912.9
文献标识码:B
文章编号:1006-0847(2016)02-92-04
猜你喜欢
科学养鱼(2022年6期)2022-11-25
山东冶金(2022年4期)2022-09-14
科技视界(2021年4期)2021-04-14
石油管材与仪器(2020年5期)2020-11-05
山东冶金(2019年6期)2020-01-06
山东冶金(2019年5期)2019-11-16
歌海(2019年4期)2019-11-04
无机盐工业(2019年5期)2019-05-24
渔业致富指南(2018年19期)2018-01-17
中学生数理化·高二版(2016年10期)2016-12-24
