
某车型车门侧密封条常见问题解析
2016-05-30 10:48莫记燕
时代汽车 2016年7期
莫记燕

摘 要:本文分析了上汽通用五菱汽车股份有限公司 -某款车的车门侧密封条在量产过程中遇到的问题,对其分析
并进行改进总结。关键词:车门侧密封条;漏水;压缩负荷;直线度
1 引言
车门侧密封条是汽车整车密封系统的一大重要组成部分,其性能的好坏对整车的密封性、舒适性、美观性等起着重要的作用。本文主要讲述的是上汽通用五菱汽车股份有限公司某款车型车门侧密封条在生产过程中出现的一些问题,对其进行分析、改进并总结。
2 车门侧密封条简介
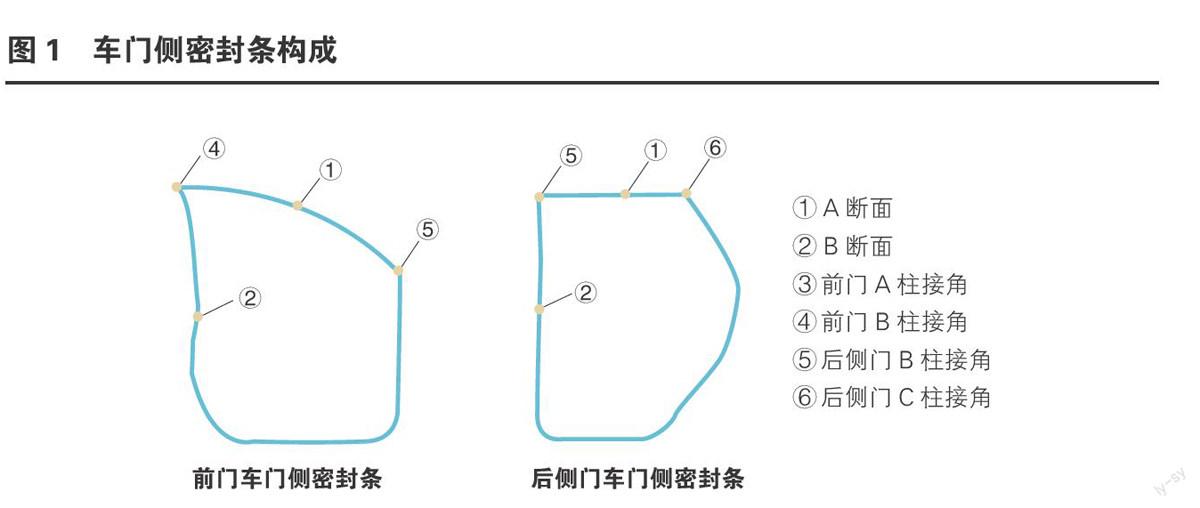
车门侧密封条是安装在门上的一圈胶条,属于动态密封,依靠密封条的压缩变形来填充门和侧围外板间的缝隙,防止外部的风雨、尘土等有害物质侵入车内,减小汽车在行驶中产生的震动,缓和车门关闭时的冲击力。常见的车门侧密封条是由三部分构成,A断面、 B断面和连接 A\B断面的两个接角,见图 1。密封条一般广泛选用性能最优的三元乙丙橡胶(EPDM)。EPDM是乙烯、丙烯以及非共轭烯烃的三元共聚物,有密实胶和海绵胶两种形态。
A、B断面是挤出工艺,接角一般形状较复杂,采用模具注塑成型。 A断面有单纯采用海绵胶的,也有为提高装配速度采用海绵胶与密实胶二复合的。它的安装方式有 3M胶粘贴,卡扣或者导轨配合装配。 B断面通常为海绵胶,通过塑料卡扣安装在门内板上。接角可以是海绵胶,亦可以是密实胶。海绵胶接角硫化的工艺较密实胶难控制,成品上的外观不如密实胶,如较多颗粒、鼓包等,但其弹性形变性能优良。
3 车门侧密封条的常见问题分析
本文结合上汽通用五菱汽车股份有限公司某车型在量产过程中出现的问题进行分析,对一些常见的车门侧密封条问题进行总结。
3.1 侧门关紧力大
关紧力是衡量客户关闭车门操作力是否舒适的一个度量简称,在生产过程中,主要以关门速度来体现。关紧力主要受两个方面的影响:系统阻力和空气阻力。系统阻力主要表现为:① .密封条的压缩永久变形;② .密封间隙的大小及波动;③ .铰链的装配位置;
④ .限位器的装配位置;⑤ .门锁及锁扣的装配配合等。有研究表明,车门系统整体关紧力 30%~50%来自车门密封条的橡胶材料压缩变形阻力。某车型在刚量产时存在四门关门速度不理想的问题,其影响关门速度的密封条有车门侧密封条、车身侧密封条、门槛密
图1 车门侧密封条构成
封条。它们对应的压缩负荷和密封力设计值见表 1。关门速度的初步目标设定为前门 1.0m/ s,后侧门为 1.2m/s。通过企业内部车型横向对比分析,某车型比另一车型多了门槛密封条,单门的密封力在设计上高了约 10%。在分析故障车中发现的另一问题是,车门和侧围的密封间隙波动很大。这也是造成关门速度大的另一主要因素。密封间隙小,密封条压缩负荷相对增大,关门阻力就大。通过实测间隙值,得知间隙小的区域普遍集中在前后侧门密封条两接角的 A断面和靠近窗框的门锁段。针对上述问题,我们要在稳定密封间隙的基础上适当降低密封条的压缩负荷。调整密封条压缩负荷需考虑以下因素:① .在确保长期稳定的生产情况下,负荷值有降低的空间;② .压缩负荷降低,密封性能会有一定程度影响,更改的基本前提必须确保不漏水、不漏灰、无风噪等密封性问题;③ .调整
侧门漏水是功能性问题。通过分析故障车,我们得知车门漏水主要有两个漏水点。第一个漏水点是四门车门侧密封条上部接角部位有滴水现象。其漏水原因主要有下面三个,( 1)侧围外板与前后侧门上部 U/D间隙、 C/C密封间隙超差,不满足设计要求是主要因素之一。 U/D间隙设计要求为 4.25±1.0mm,实际测量值为 5~7mm。C/C密封间隙设计要求为 13±1.0mm,实测值为 15~18mm,直接导致车身侧第二道密封失去作用。( 2)车门侧密封条顶部接角部位与衮压窗框配合不良,导致接角底部进水是另一主要因素。车门密封条顶部 A断面的小唇边在设计上与衮压窗框有 0.5mm的过盈量。此过盈量可确保在车门关闭状态下,车外的雨水不能从窗框和密封条之间进入车内。在分析的故障车中发现,前后侧门 A/B柱接角部位密封条唇边与窗框配合不良,存在 0.5mm~1mm的间隙。( 3)因前后侧门关紧力大问题,调整车门侧密封条和车身侧密封条压缩负荷后导致漏水。其压缩负荷值分别下调了 40%、30%,调整范围偏大导致密封性能下降。侧门关紧力和密封性能都与密封条的压缩负荷息息相关。密封条压缩负荷越大,密封性能相对越好,但是门的关紧力也越大。压缩负荷的取值,需要在密封性能和关紧力之间找到良好的平衡点。
根据上述三个漏水原因,攻关小组分别制定以下更改措施:( 1)制定车身密封间隙关键控制项,加强车身钣金制造,从钣金单件抓起,到总成件的焊接、装配,尽量使关键钣金间隙控制在设计偏差内并稳定车身状态;(2)密封条接角适当实配。接角模具设计时考虑胶料收缩率,对接头部位进行整体或局部型腔加大 0.5mm~1.5mm。将接角底部与衮压窗框导轨过盈量由原来的 1mm改为
0.5mm;接角底部两侧边各增加 0.5mm高的凸台;根据稳定的车身状态,调整接角卡扣间距,使密封条更加贴合车门钣金;对于窗框需要涂胶部位,进行刮胶处理或者密封条配合避空,使密封条容易装配到位,小唇边与钣金贴合紧密。
车门密封条第二个漏水点是车辆在颠簸时门槛处的积水反灌进车内。门槛处积水原因有( 1)车门内板上开有升降器、锁等附件的安装孔和工艺孔,通常情况下,为防止这类孔进水会在内板上贴一层防水薄膜。在故障车中发现,局部有的粘胶面偏小或不平整,粘胶后容易出现缝隙,导致门肚子内的水从缝隙处流入车内,水积到门槛。( 2)雨水沿着车门侧密封条往下流,虽然没有马上进入车内,但是却在门两侧边靠近门槛处慢慢渗入,然后积到门槛。针对以上漏水情况,我们需要增大 3M胶粘胶面且确保其平整,让胶发挥其密封效果以及在门槛部位的车门侧密封条干湿侧上增加排水孔,使门槛处的积水尽快排到车外。
2.3 密封条直线度
车门侧密封条外露密封唇边 B/C柱接角部位塌陷,即直线度不良属于静态感知质量问题。其主要影响车辆的外观,使顾客对车辆的满意度降低,甚至产生抱怨情绪。分析密封条密封唇边塌陷的原因有以下几点: 1、密封条在 B/C柱接角处用扣钉安装; 2、窗框钣金衮压件和冲压件在焊接时有偏差导致扣钉孔位有偏差; 3、密封条注塑接角完成硫化后悬挂过程中或装箱运输过程中发生变形,特别是在密封条接角欠硫条件下更容易出现; 4、密封条密封唇边挺性不足,
在密封条接角上设计卡槽,完善密封条 X向
限位,防止其拉伸; 2、提高钣金焊接工装精度,稳定焊接偏差,并进行弥补性设计,将接角扣钉实配,Z向适当下移,确保扣钉和孔位匹配; 3、根据密封条接角材料特性,通过试制产品调整并稳定硫化参数并采用合适的专用悬挂料架,选用合适的料箱尺寸并规范装箱数量,防止密封条变形; 4、密封条密封唇边形状、长度、厚度等可通过收集对标车型、结合以往车型经验持续改进。另外,密封条接角内部使用塑料镶件,可以提高密封唇边的强度,增加一定的挺性。镶件的长度、宽度、厚度可在试制、装车过程中不断调整到最佳匹配状态。
3 结束语
车门侧密封条从设计到正式工装样件出来的周期大约要 3个月时间,在汽车零部件中不属于长周期零件。但因其附属特性,除了关注自身的质量之外,最重要的是与其钣金载体的匹配。而钣金状态在不同时期会有一定量的波动,若此波动调整涉及到钣金模具、工装等的变更,且费用大的话,通常会优先考虑调整模具费用较低的密封条。因此,密封条持续改进将会贯穿于整个汽车的生命周期中。为尽可能减少密封条的整改,提高钣金与密封条相互匹配能力,我们需要不断总结相关 DFMEA、lesson learnd等,逐步完善密封系统的设计。
参考文献:
[1]滕淑红,袁鑫 .影响汽车车门密封条设计的因素 [J].科技致富向导. 2014(36).
[2]刘亮,刘莉,冀晨超 .汽车车门关闭力评价方法及影响因素 [J].企业科技与发展 .2012(19).
猜你喜欢
计量学报(2022年7期)2022-08-23
人民调解(2019年2期)2019-03-15
作文周刊·小学一年级版(2019年44期)2019-01-08
制造技术与机床(2017年6期)2018-01-19
中国建筑防水·悦居(2017年7期)2017-09-07
小学生导刊(2017年16期)2017-06-15
学苑创造·A版(2017年4期)2017-05-13
重型机械(2016年1期)2016-03-01
时代农机(2015年3期)2015-11-14
太空探索(2014年4期)2014-07-19
