
通过材料变更提高汽车用CNG管路密封性能的研究
2016-05-30 10:48张宽宇王洪磊
企业科技与发展 2016年10期
关键词:风险
张宽宇 王洪磊
【摘 要】我国城市大气污染较为严重,国内油气价差将长期维持,政府对天然气产业发展给予政策支持,天然气供应安全保障度高,产业技术创新体系基本建成,加上市场需求拉动,这六大动力因素将促使CNG汽车用户群成为我国具有很大发展潜力的天然气利用市场之一。但是目前压缩天然气(CNG)汽车在整车厂流水线生产存在很大的困难,其主要困难在于整车厂质量体系对车辆一次性下线合格率要求非常高,而CNG车型的高压管路连接往往一次性合格率较低。文章主要介绍某车型尝试流水线生产时遇到的问题,以及通过材料变更实现提升高压管路连接密封性能的措施。
【关键词】CNG系统;高压管路设计;天然气泄漏;风险
【中图分类号】U473 【文献标识码】A 【文章编号】1674-0688(2016)10-0033-03
燃气汽车使用的燃气尤其是天然气,是良好的车用燃料,也是全球汽车行业面临的能源环保问题的重要解决方案。随着全球能源短缺和大气污染问题的日益严峻,大规模推广燃气汽车,对于我国的能源安全和能源多样化及改善大气环境具有重要意义。
虽然天然气不属于新能源,但是属于清洁能源,而且天然气的费用相比其他能源要低很多。以加装80 L压缩天然气罐体为例,可以装标准大气压下16 m3的天然气。1 m3天然气的热值相当于1.17 L汽油的热值,80 L压缩天然气相当于18.72 L汽油。汽车可行驶200 km以上路程,费用节省高达60%。
目前,在用的燃气汽车主要包括如下2类。
第一类是机动车整车企业生产的燃气汽车,这类车由整车厂设计和生产,通过工业和信息化部公告认证,可有效地保证气瓶及整个燃气系统的安全技术状况。其中,第一类还包括流水线生产与厂内线下加装2种。流水线方式不必多说,厂内线下改装的方式类似改装厂,即在成品汽油机车辆的基础上,加装燃气系统。
第二类主要是将在用燃油机动车改装成为燃油燃气两用燃料机动车,即“油改气”车辆,主要是由一些汽车维修等单位对燃油车按照《燃气汽车改装技术要求》(GB/T18437.1.2—2009)等标准进行改装。
整车企业比改装厂更加重视汽车的研发和生产,特别是在整车动力性、发动机寿命等方面有严格的相关实验;而改装厂的改装天然气车型,往往有发动机寿命短、动力性不足等问题。
整车企业在生产方面有一致性质量体系,有专门的零件质量管理、装配工艺、检测工艺等程序,确保整车质量;而改装车往往面对多种多样的车型,存在零件质量参差不齐、改装过程不规范、检验不完善等缺陷。
此外,在售后的配套设施方面,改装厂也不如整车企业。因此,目前国家已逐步取消CNG改装厂改装资质的审批,只接受整车厂的改装申请,以整车出厂天然气车型为生产趋势。但是,因为整车企业较高的研发成本和质量管理要求,导致整车企业燃气汽车生产成本相比改装厂的成本处于劣势。
下面结合某微车CNG(压缩天然气)车型,谈一下整车厂生产相比改装厂的困难点。
1 CNG系统简述
该系统主要由3个部分构成。
1.1 电器部分
电器部分主要由CNG ECU及汽油ECU、各传感器及开关组成,主要作用为控制行车电脑、监测车辆状况等。
1.2 高压供气部分
高压供气部分主要由气瓶、高压钢管、充气阀及压力调节器组成,主要作用为存储及供给高压燃气,并经由压力调节器将高压气体转化为低压气体。
1.3 低压供气部分
低压供气部分主要由燃气胶管、燃气过滤器、进气接头及燃气喷嘴组成,主要作用为直接向发动机燃烧室供给低压燃气。
2 整车厂生产CNG车型的困难
CNG系统对整车厂流水线制造系统的要求与汽油动力车型相比有很大的不同。
2.1 电器部分
CNG电器部分与汽油系统的电器部分差别不大,重点在于相关零部件的质量及整车检测。对于第一次做CNG车型的整车厂来说,难点在于如何把CNG系统的工作原理完整地转化为质量体系的检测工艺。
2.2 高压与低压供气部分
高压与低压供气部分难点在于管路的有效装配,以及如何将储气、供气系统的工作原理转化为可实现的质量检测工艺,特别是高压管路在20 MPa的工作压力下实施的气体密封性检测,在整车工厂对一次性合格率要求非常严苛的背景下,如何更有效地装配,能使一次性气密性检测合格率达到要求,绝对是一个巨大的挑战。
3 某微车CNG车型
3.1 高压端的检测方法
零部件装配完毕后,确认气瓶瓶阀处于关闭状态,从充气阀处充入20 MPa空气并保压,用泡沫水检测高压部分所有可能的泄漏点。按照国家标准的要求,用泡沫水检漏,若1 min内没有气泡产生,即合格。
3.2 高压管路结构及密封原理
3.2.1 优化管路接头结构
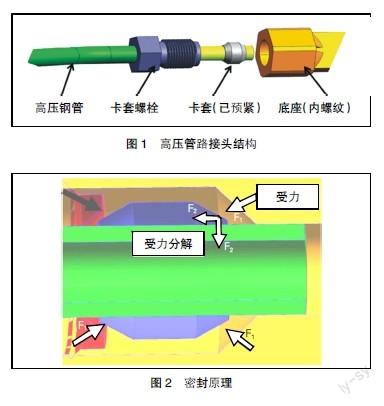
图1所示为高压管路接头的结构。
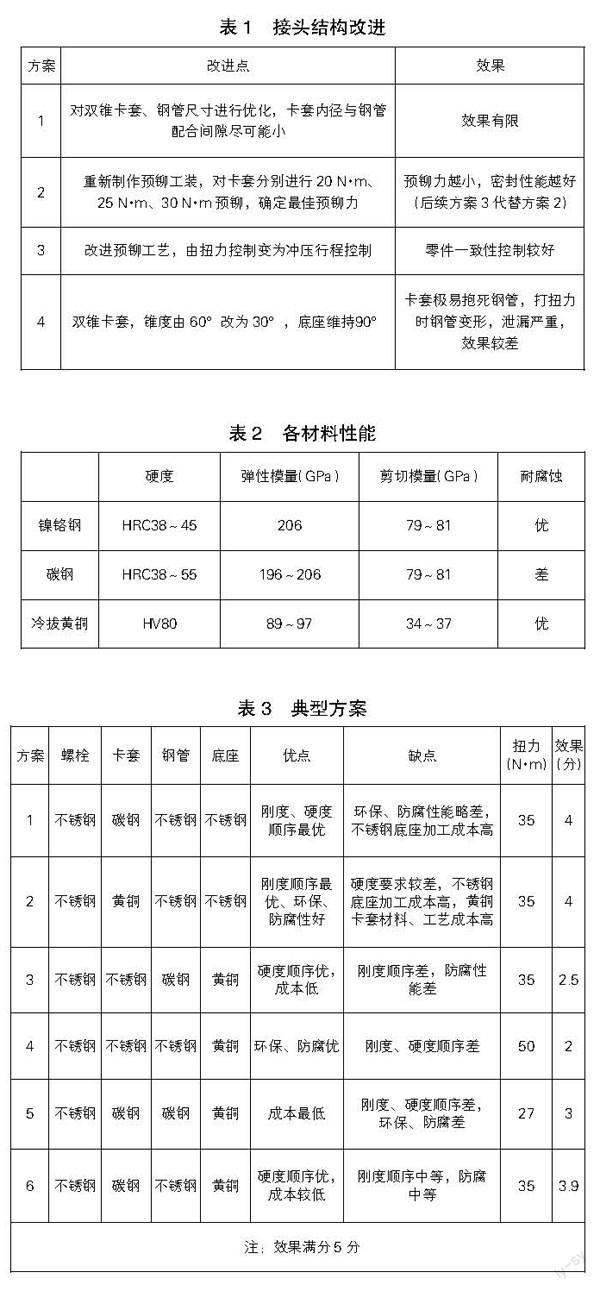
3.2.2 密封基本原理
图2为密封基本原理图,卡套螺栓(简称螺栓)与底座压缩卡套,由于卡套的锥度小于底座(底座与螺栓角度相同)的锥度,卡套受如图2所示方向的力(F1),使卡套一方面轴向收缩,一方面径向嵌入钢管(F2),达到密封目的。
3.3 CNG車型设计方面的整改优化
为提高下线车辆一次性合格率,主要在结构尺寸与材料搭配方面做相应的改进。
3.3.1 结构尺寸方面
该密封结构在高压管路的连接中比较常见,属于比较精密的配合。因为涉及安全,所以对相关零件的质量要求比较高。
为提高一次性合格率,在接头结构方面做了以下改进,见表1。
3.3.2 材料搭配方面
由于不同材料具有不同的力学性能,所以不同材料的卡套,搭配不同材料的钢管、卡套螺栓、底座,有不同的装配扭力和不同的密封效果。
理论设计上,由于密封原理为卡套压缩变形,抱紧钢管密封,所以最佳的刚度顺序为底座(卡套螺栓)刚度≥钢管刚度>卡套刚度。由于卡套需要嵌入钢管,所以在硬度方面,要求卡套的硬度大于钢管硬度。在选用不同材料搭配的时候,还要考虑到不同材料的其他使用性能,如环保性能、耐腐蚀性、部件的加工成本等。
做为备选的各材料性能见表2。结合表2的材料性能及使用需求,下面列几个比较典型的零件可选方案及其优缺点,见表3。
通过对比,密封效果最好的是方案1、2和6,但是方案1、2材料成本、工艺成本均较高,方案6成本低、密封性能优良。综合理论分析、使用性能、成本控制及实验结果,最终选择方案6。
4 结论
本文分析了该CNG车型高压部分多层次、多方面的改进与优化,一次性下线合格率达到80%以上,但是依然没有达到汽油机车型的合格率。
在石油资源逐渐枯竭的今天,新能源汽车在市场上的增长速度越来越快。CNG车型做为新能源汽车中的一种,未来市场同样会更加广阔。在研发、质量管理、售后等成本没有优势的情况下,如何通过流水线生产的方式大幅降低生产成本,对整车厂来说,是重中之重。整车一次合格率达不到95%以上,对整车厂批量化生产有着非常巨大的阻碍。为了进一步推进CNG车型批量化生产,在此分享一下我们对于流水线生产CNG车型的经验,以提供借鉴。
参 考 文 献
[1]刘道信.中国天然气市场研究[J].中国市场,2009(1).
[2]马艳艳.浅谈CNG汽车发展趋势[J].无锡职业技术学院学报,2010(8).
[3]周怡沛.中国CNG汽车市场发展现状、趋势与策略[J].国际石油经济,2009(10).
[责任编辑:钟声贤]
猜你喜欢
中国市场(2016年33期)2016-10-18
中国市场(2016年33期)2016-10-18
中国市场(2016年33期)2016-10-18
商(2016年27期)2016-10-17
商(2016年27期)2016-10-17
商(2016年27期)2016-10-17
大众理财顾问(2016年9期)2016-10-11
大众理财顾问(2016年8期)2016-09-28
