
辊磨轴承座铸造缺陷现场处理方案
2016-07-13 08:20周亚斌
水泥技术 2016年2期
周亚斌
辊磨轴承座铸造缺陷现场处理方案
周亚斌
辊磨集细碎、烘干、粉磨、选粉、输送于一体,具有占地面积小、工艺流程简单、粉磨效率高、能耗低、噪音小、烘干能力大、产品细度易于调节、无粉尘污染和检修方便、运行可靠等特点,被广泛用于冶金、电力、水泥、化工、陶瓷、非金属矿、电厂脱硫、水渣、矿渣、炉渣、煤炭、水泥熟料、玻璃、石英、石灰石等行业的大规模物料粉磨和超细粉磨加工。随着辊磨使用范围的扩大,普及率的提高,辊磨的一些维修问题引起我们的关注。LM辊磨磨机摇臂轴承座采用铸造结构,因铸造缺陷及频繁冲击载荷造成的损坏,现场虽不常见,但因轴承座尺寸较大,现场修理受到场地、工具、精度要求等因素制约而难以实施和控制。本文将结合摩洛哥SATTET项目的实际操作经验介绍磨机轴承座的现场修复(磨机修复至今已有10年时间,经受了时间的检验,目前磨机运转良好)。
摩洛哥SATTET水泥磨磨机采用LM56.3+3磨机。磨机在安装结束后的检查中发现3号轴承座存在铸造缺陷,铸件表面有肉眼可见的裂纹。经与HOLCIM业主及LOESCHE焊接专家讨论,决定在现场实施修补作业。通过12d的修补工作,修复了轴承座的缺陷,并将轴承座的尺寸偏差控制在了正常工作允许的偏差范围内,具体操作步骤见图1。
1修复步骤1——画线
画线是用来确定缺陷存在的区域,根据构件表面的裂纹位置来选取切割点,用切割机对存在缺陷的部位进行切割,将存在缺陷的组织进行彻底清理。
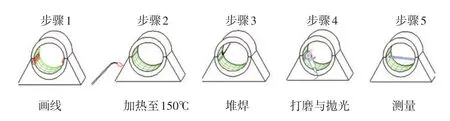
图1 磨机轴承座修复步骤
画线首先应对轴承座进行超声波探伤,根据探伤结果初步确定存在缺陷的位置和深度,再对轴承座表面进行标识;其次根据标识线用切割机对轴承座进行切割,观察内部缺陷的形状、性质以及程度。注意事项:如是横向裂纹,为防止裂纹在切割的过程中受外力而继续扩大,可在裂纹的两端用钻头钻止裂孔,可以很好地控制裂纹的扩大。切割时为确保缺陷全部清理,且防范缺陷向轴承座纵深发展,建议在缺陷存在的上方一定距离并与水平呈30h角的位置开始切割(既可减少切割量又可获得较好的切割效果),切割顺序见图2。根据超声波探伤初步确定的缺陷位置,计算出底部水平切割线距离缺陷的距离H1(取1cm)和缺陷上部的斜切线距离缺陷的距离H2(高出缺陷~1cm)。在实际切割的过程中,注意对切割完成的表面进行着色探伤,如发现缺陷仍存在,则必须选取适当的位置(H2~HX)继续切割直至所有的缺陷完全剔除。为防止轴承座变形过大,缺陷的剔除宜采用手持切割机进行切割,不能使用碳弧气刨。具体步骤见图3~6所示的顺序。
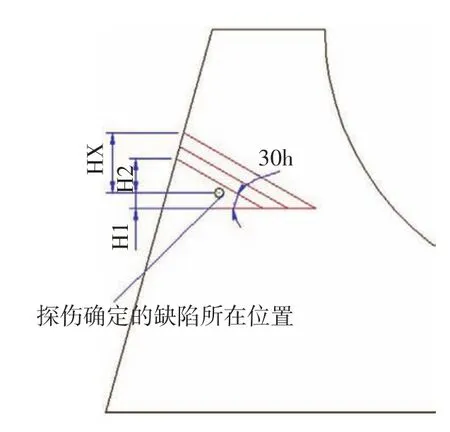
图2 确定缺陷区域画线示意图

图3 确定存在缺陷的区域

图4 对确定存在缺陷的区域进行切割

图5 着色检查

图6 直至所有缺陷清除完毕,画线工作结束
2修复步骤2——预热
轴承座铸件使用的材料是焊接性能较好的铸钢:G20Mn5+N(N代表正火处理),材料特性如表1和表2所示。
因为轴承座部件体积较大,焊接是在极狭小的范围内,易造成急热,而冷却速度又像油淬作业一样迅速,焊接热影响区比母材硬度高得多,这会助长焊道下裂缝或焊趾裂缝的发生。为了防止淬硬,可采取预热母材的办法。预热能减缓焊后的冷却速度,有利于焊缝金属中扩散氢的逸出,避免产生氢致裂纹。同时也可减少焊缝及热影响区的淬硬程度,提高焊接接头的抗裂性。预热还可降低焊接应力,减少焊接区域与被焊工件之间的温度差(也称为温度梯度)。这样,一方面可降低焊接应力,另一方面,可降低焊接应变速率,有利于避免产生焊接裂纹。预热到多少度才有效果?这主要应根据材料的成分来决定,通常以含碳量或碳当量来规定预热的温度。采用Seferain法的预热温度计算公式如下:
这种方法考虑了碳当量及板厚两个因素,碳当量的计算公式[1]为:
[C]c=C+40(Mn+Cr)/360+20Ni/ 360+28Mo/360(1)
另外引入了一个板厚碳当量[C]t
[C]t=0.005t[C]c(2)式中:t——板厚,mm
总的碳当量
[C]=[C]c+[C]t=[C]c+(1+0.005t)(3)设预热温度为Tp
预热温度可由式(4)得出,结合表1、2中数据,通过计算预热温度应控制在200℃左右。

表1 化学成分,%

表2 热处理及力学性能
加热工具可以使用电加热(采用高温伴热带可以加热到190℃,具有升温效果好、温度恒温控制、操作简单等优点,推荐使用),也可以使用烘枪加热(禁忌使用气割枪进行加热),具体视现场条件决定。本次修复工作因受当地条件限制,采用的是烘枪加热。
注意事项:为了防止轴承座在加热过程中产生形变,在加热之前应将轴承座上下盖用螺栓拧紧,端部用端盖拧紧(见图7)。加热宜缓慢加热,温升速度不能过快,烘枪应围绕着焊接处四周进行均匀加热,禁忌烘枪在一处长时间加热,以防局部温度过高。加热过程中用红外线测温枪,时时检测加热温度,防止轴承座过热变形。

图7 轴承座端部用端盖进行固定
3修复步骤3——堆焊
轴承座的施焊预热温度<300℃,故属于冷焊范畴,宜采用焊条电弧焊对轴承座进行施焊。焊条的选择,打底焊接选用直径较小的ϕ 2.5mm焊条,焊接电流设置为~110A,这样焊条可以深入根部,很好地控制电弧长度,从而避免焊接不透的缺陷。堆焊焊条的直径也应选用小直径的焊条(ϕ3.2mm焊条),这样可以减少输入焊件的热量。在保证焊条与轴承座金属基本融合的前提下,焊接电流也尽量采用小电流进行施焊,以免焊接温度过高产生应力。焊条型号的选择最基本的设想,应当是选用焊接金属与母材成分相同的焊条。但是现在生产的焊条中很难找到焊接金属成分与中碳、高碳钢、低合金钢成分相同的焊条,最好选用由同样热处理后、在抗拉强度或硬度大体上差不多的焊条。可以选用国内的Z116低氢焊条,本案使用的是摩洛哥当地采购的欧洲牌号的焊条。补焊前,应首先检查焊条是否预热,一般焊条应经150~250℃烘干1h。预热后的焊条应置保温箱中,做到随用随取。焊条反复预热3次,若焊条表面药皮有脱落、开裂和生锈,应不予使用。为减少残余应力,可采用水平叠置法进行焊接。每层焊层之间应完全清除焊渣,注意不要出现气孔、熔深不良等缺陷。为防止焊接处胀大,出现难于矫正的变形,或者由于熔敷金属的收缩,产生大的应力,以致在焊接中产生裂缝,应在每层焊道上进行锤击(见图8),务必使熔敷金属得到延伸。锤击时的温度通常在100~200℃为宜,在这个温度内能有效防止氢脆。锤击的方式可使用手锤或风铲等方法。但应注意:如果锤击过重过激,反而容易形成塑性变形,会在变形处引起裂缝,因此应很好掌握锤击的程度。

图8 焊后锤击释放焊接应力
注意事项:焊接过程中应注意观测焊接区域的温度变化,不可高强度连续施焊,避免局部温度过高。焊接的过程中要保持轴承座的整体温度≮150℃,需要持续对轴承座进行加热(见图9),全部焊接完成后,为避免热影响区域对金属淬硬,减慢冷却速度,防止冷裂纹产生,要对轴承座进行保温处理,以使轴承座缓冷(见图10),焊后不需对轴承座进行热处理。轴承座冷却后对焊接部位进行探伤检查,确保焊接质量(见图11)。

图9 焊前预热

图10 焊后保温

图11 焊接质量检查
4修复步骤4——打磨与抛光
轴承座在堆焊修复处理前后,虽然在焊接的整个过程中从轴承座本体加固到焊接工艺上采取了减少形变的措施,但仍不可避免地会产生形变。如何在有限的现场条件下,消除形变带来的不利影响,从而使轴承座的圆柱度和粗糙度要求达到图纸值、满足使用要求,是修复的关键所在。
德国专家推荐的方案是使用专用的镗孔机在现场对轴承座进行镗孔处理,这种方法的优点是可以很好地保证加工精度,其缺点是,专用设备的使用成本高,现场操作时间长。与德国专家协商后决定先采用形变抵消法进行处理,此方法是CBMI项目总监鲁凤鸣同志结合自己多年的经验所提出的方法。其核心思想是利用金属的热变形抵消堆焊阶段所产生的焊接形变。此方法的操作关键在于以下几点:
(1)准确测量出轴承座的形变量和形变方向,从而确定出施加热变形的区域和程度,注意要在轴承座完全冷却的状态下进行测量。
(2)热变形施加区域大小及位置的确定以及内部温度的控制完全需要依靠丰富的焊接经验来确定,没有准确的计算公式可用。具体实施中注意不要追求一次成功,通过几次校正来使轴承座的各项指标满足使用要求。矫正的次数也不易过多,控制在3次左右为宜。图12~15是一次完整的矫正过程,每次矫正完后进行测量检查校正的结果。

图12 选择校正点进行切割

图13 对校正区域进行焊接

图14 轴承座内部打磨

图15 轴承座内部抛光
轴承座的内部打磨先用ϕ150的磨光片,角度与接触点和圆心的连线垂直,沿水平方向横向打磨。待打磨区域的高度接近轴承内表面时改用抛光机进行细磨,细磨的方向先横向再纵向,直至打磨区域完全和内表面一致时结束,注意打磨的力度和方向,磨光片与轴承座内表面的夹角应尽可能的小。
5修复步骤5——测量
测量是检测轴承座的形变和各项尺寸的手段。测量工作与步骤4是交叉进行的,为轴承座的修复提供数据支持。测量工具可以使用内径千分尺,测量前需要画出测量辅助线,先在轴承内部沿圆周方向将轴承座进行12等分(也可更多,越多越准确)画线,再沿轴方向将轴承座表面进行6等分(也可更多)画线,以保证测量在同一平面的直径方向上进行,减小测量误差(图13中可以看到所画的测量辅助线)。当轴承座的所有指标达到图纸要求时测量工作结束,轴承座的修复工作也宣告成功完成。
[1]副岛一雄,仁熊贤次.焊接技术丛书--铸钢焊接[M].黑龙江:黑龙江人民出版社,1980. [2]陈伯蠡.金属焊接性基础[M].北京:机械工业出版社,1982.
[3]陈祝年.焊接工程师手册[M].北京:机械工业出版社,2002.
[4]王黎明,王晓,左秀珍,刘广伟,杨秀英.钢零件焊接预热温度的确定[A].黑龙江八一农垦大学学报.2002,14(3).
Field Treatment Scheme of Casting Defects of Roller Mill Machine Bearing Seat
TQ172.632.5文献标识码:A文章编号:1001-6171(2016)02-0073-04
通讯地址:中材建设有限公司,北京100176;2015-06-02;编辑:赵莲
猜你喜欢
防爆电机(2021年3期)2021-07-21
建材发展导向(2021年6期)2021-06-09
趣味(数学)(2020年12期)2020-06-09
金属加工(热加工)(2020年12期)2020-02-06
上海建材(2019年3期)2019-09-18
水泥技术(2019年4期)2019-08-17
山东工业技术(2016年3期)2016-04-21
小学生导刊(低年级)(2016年2期)2016-02-24
水泥技术(2015年1期)2015-08-26
水泥技术(2014年1期)2014-10-23
