
浅析吉林市南三道垃圾渗沥液处理场渗沥液处理工艺流程设计
2016-07-25 08:35王海宇李金屏吉林市环境卫生科学研究所吉林吉林132001
环境卫生工程 2016年2期
王海宇,李金屏,李 凯,王 健(吉林市环境卫生科学研究所,吉林 吉林 132001)
浅析吉林市南三道垃圾渗沥液处理场渗沥液处理工艺流程设计
王海宇,李金屏,李凯,王健
(吉林市环境卫生科学研究所,吉林吉林132001)
【摘要】根据吉林市垃圾渗沥液的特点和处理现状,新建了南三道垃圾渗沥液处理场,采用中温厌氧+MBR膜处理+RO反渗透工艺处理渗沥液,经过稳定试运行后,该系统出水水质达到GB 16889-2008生活垃圾填埋场污染控制标准中表2排放标准。
【关键词】生活垃圾;渗沥液;反渗透
1 工程概述
吉林市垃圾渗沥液处理场是吉林市针对环境保护要求而进行的扩建项目,工程设计能力为300t/d,工程质量和环保部门均验收合格,渗沥液及生活、生产所产生的污水经处理达到国标二级排放标准。
2 工程进出水水质
新建设的渗沥液处理系统,设计进出水水质指标见表1。

表1 垃圾渗沥液处理站进出水水质设计指标
3 渗沥液水质水量特点
吉林市地处东北地区,气候寒冷干燥。垃圾渗沥液的水质成分非常复杂,既有高浓度有机污染物,又有金属、无机盐类、细菌等有毒有害物质。渗沥液的水量变化很大。一般情况下,冬季水量较少,污染物浓度较高;夏季雨季水量较多,污染物浓度较低。垃圾渗沥液中营养比例失调,相对COD、BOD含量,其磷含量偏低而氨氮含量偏高。
4 渗沥液处理现状
在建设垃圾渗沥液处理场之前采用场外处理方法。使用污水罐车将渗沥液运到污水处理厂与城市生活污水合并处理,利用生活污水对高浓度的垃圾渗沥液进行稀释、缓冲。但是运输费用高,而且渗沥液所特有的水质特征可能会造成城市生活污水处理站的冲击负荷,甚至破坏城市污水处理站的正常运行。为降低成本,垃圾场新建了1座渗沥液处理场。垃圾渗沥液在场内即可无害化处理。
5 渗沥液处理工艺设计
5.1工艺优点
1) 该工艺系统在-20~43℃的露天环境下和在较大的风、雪、雨等恶劣自然条件下可正常工作。
2) 有高负荷污水处理能力,确保出水达到GB 16889—2008表2限值;能适应水质、水量的波动,确保系统连续、稳定运行。
3) 能保证较高的氨氮去除能力,出水氨氮稳定达标。
4) 工艺达到要求的处理能力和处理效果,处理出水须符合国家标准及环保要求,设计符合国家规定的设计标准和规范。
5) 能够实现污染物减量化、无害化、资源化,彻底地减小、消除污染物对环境的危害。
6) 处理工艺不但能够有效地降解有机污染物,同时还能够处理那些不能为生物所降解的污染物,避免其对环境的再次污染。
7) 生产运行管理方便,操作维护简单,在保证处理效果的前提下,自动化程度较高,可以减轻职工的劳动强度。
8) 具有一定的抗冲击负荷能力,容易进行调整,能够适应水质及水量的变化。
吉林市生活垃圾处理中心垃圾渗沥液处理场渗沥液处理系统采用中温厌氧+MBR膜处理+RO反渗透工艺,见图1。
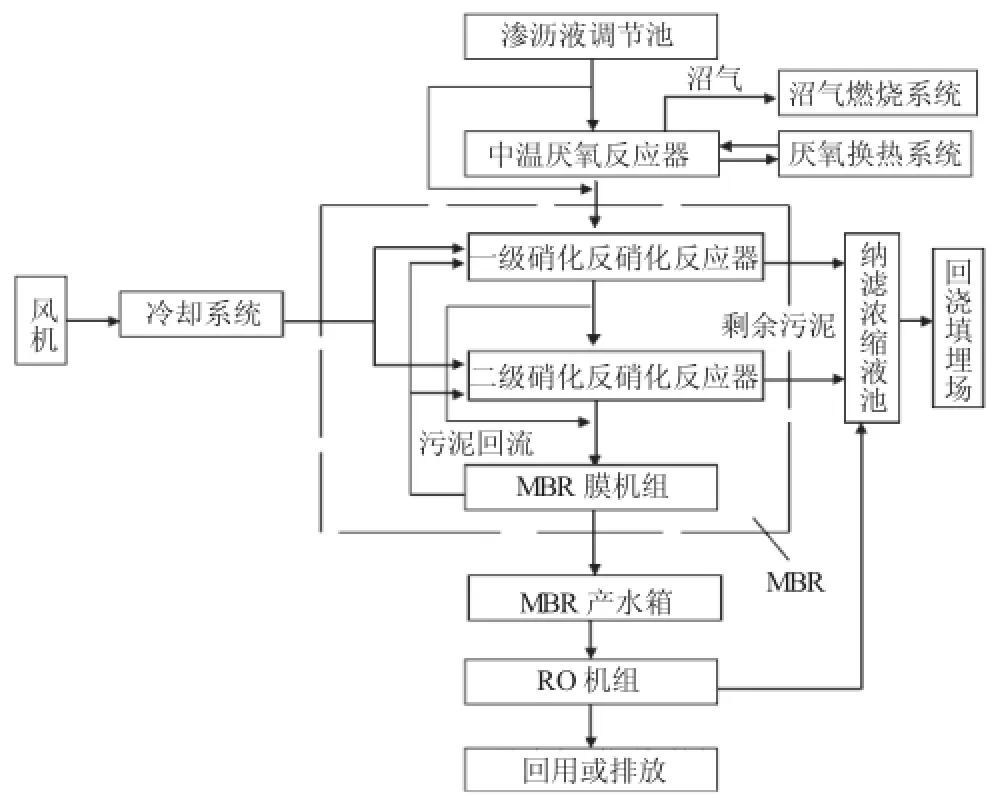
图1 渗沥液处理工艺流程
5.2工艺原理
1) 厌氧反应阶段:厌氧生物反应器在垃圾渗沥液处理中显出较为突出的优势,具有处理效果好、运行费用低等优点,调节池的渗沥液经潜污泵提升至厌氧反应器(UASBF),在厌氧反应器内,利用厌氧微生物群,使溶解性的有机物质经过酸化、产酸、产甲烷等过程,使颗粒性有机污染物质转变成为溶解性的有机污染物质、使大分子物质转变为小分子物质,去除渗沥液中大部分有机物,降低COD,去除水中的污染物。本工程采用了新型厌氧反应器,由罐体、填料及支架、布水器、收水器几部分组成。入水形式采用UASB式的升流式,并设置内循环,反应器内为半混合状态,最上部为集气区,向下依次为集水区、填料区、污泥区,最下部为布水区,厌氧反应器出水自流进入MBR系统,见图2。

图2 厌氧反应原理
该厌氧反应系统的特点是:能耗和运行费用低;无曝气;占地少;容积负荷高,污泥产量少,4~14 kg/(m3·d);对营养物的需求量少,BOD∶N∶P=100∶5∶1,产生的沼气可进行资源化利用;对温度变化较为敏感,初次启动过程缓慢,30 d。
2) 膜生物反应器(MBR)系统:厌氧出水进入MBR(膜生化反应器)系统进行生化反应,去除可生化有机物和氨氮。MBR系统包括反硝化系统、硝化系统、MBR膜机组。MBR膜机组采用浸没式、低能耗膜机组。硝化系统通过硝化菌及兼性菌的作用,在硝化状态下,将NH4+氧化成NO3-,将所剩余的有机物质进行降解。硝化罐中的混合液回流到反硝化罐,在反硝化状态下,反硝化菌将NO3-转化为氮气排放。经过强化脱氮作用,大幅降低出水硝态氮。膜生物反应器中微生物菌体通过高效MBR膜机组从出水中分离,确保大于0.1 μm的颗粒物、微生物和与CODCr相关的悬浮物安全地截留在系统内,从而使水力停留时间和污泥停留时间得到真正意义上的分离。MBR浓水回流至反硝化池。
MBR系统根据水质情况可以选择组合。由于本设计采用双级硝化反硝化系统,可以更好地处理总氮。好氧曝气采用分组可提升管式微孔曝气,曝气装置可分组提升,在清洗或维修时不需要排空池体;能耗低;充氧效率高,不易堵塞,寿命长。
3) 膜深度处理阶段采用RO反渗透技术,其工作原理如图3所示。
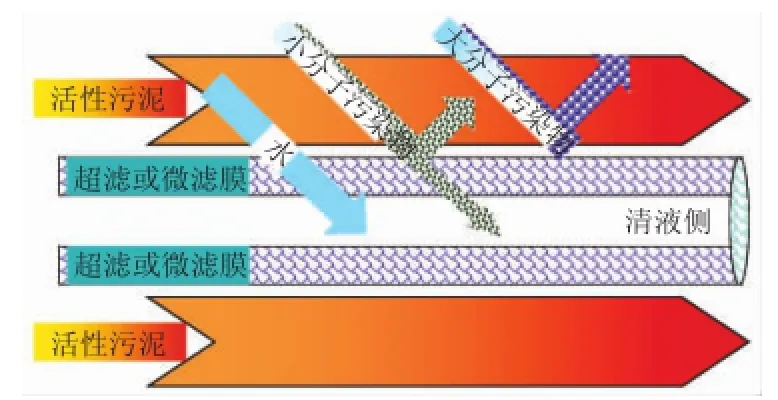
图3 分体浸没式RO反渗透技术其工作原理
6 系统构成
6.1前处理段
6.1.1调节池
建设2个1.0×104m3的调节池,起到调节均化渗沥液水质的作用。调节池内装有提升泵各1台。调节池提升泵控制为两地控制,在池内装有液位器。
6.1.2厌氧处理系统
渗沥液经调节池均化水质水量后,由调节池提升泵提升到厌氧罐,经过厌氧反应器后,通过厌氧微生物的作用使有机污染物依次完成水解、酸化、产气等厌氧过程,使有机污染物绝大部分分解成甲烷、水、氨氮、硫化氢、磷酸盐、无机盐等小分子物质,为MBR系统提供较好的进水条件。由于东北地区一年四季渗沥液水质水量变化很大,设计过程中充分考虑了整个系统的适应范围,具有很强的耐负荷冲击能力。
厌氧反应器为中温厌氧反应器,厌氧处理系统可分为厌氧反应器和加热循环系统。厌氧反应器是垃圾渗沥液实现工艺处理的第1步——渗沥液生物厌氧处理。厌氧出水经自流方式进入下一工序流程——反硝化处理。厌氧控制最佳温度为35℃,温度控制在30~37℃。
厌氧副产物沼气经过燃烧器燃烧,减少对大气造成的二次污染。循环加热系统是由换热器和厌氧循环泵管道阀门等组成。热源由厂区余热蒸汽提供。
6.2膜生物反应器
MBR工艺由生物反应器、膜机组、膜清洗系统3部分组成。本工程生物反应器包括反硝化反应器、硝化反应器、MBR膜机组。膜系统选用耐污染的浸没式MBR膜。
渗沥液经中温厌氧后,出水靠自流的方式进入低能耗膜生物反应器(MBR)段,此阶段,在硝化反硝化系统中,由于反硝化池内搅拌器搅拌作用使厌氧的出水与MBR机组浓水充分混合,在低溶解氧状态下,经过反硝化作用去除总氮,出水自流进入硝化反应器;硝化反应阶段内,在高溶解氧状态下,经过充分的硝化反应,水中氨氮转化为硝态氮,同时有机污染物浓度大幅降低;硝化池的水靠自流进入浸没式MBR机组,MBR清水经自吸泵抽吸作用进入集水池,MBR浓水返回反硝化池。
6.2.1反硝化系统
在反硝化反应器中反硝化菌利用水中有机污染物和回流水中的硝态氮,通过反硝化推流混合器搅拌作用,保证进水与回流液充分反应,使反硝化反应彻底进行,进行生物合成及反硝化作用。把硝态氮转变为气态氮,同时消耗CODCr,使有机污染物转变为微生物体组分和二氧化碳、水。
6.2.2硝化处理系统
主要用于氨氮硝化,在硝化状态下,硝化菌将氨氮转化为硝态氮,同时去除COD。
硝化处理系统是由硝化反应器和曝气系统组成。硝化反应器接受反硝化反应处理后的垃圾渗沥液进行生物硝化处理,其消耗DO为曝气系统所提供。
曝气系统由1#、2#风机和硝化反应池内的曝气元件组成,其控制是根据硝化池DO的高低进行风机的自动运行,其DO应控制在2~5 mg/L;温度显示值应控制在30~36℃;pH控制在6.5~7.5;并且时常检测其NH3—N及碱度。由于生物异常原因,导致硝化系统产生泡沫,需不定期对其进行处理,严格控制消泡剂投加量。
6.2.3MBR膜处理段
针对渗沥液处理要求,为了方便安装、维护管理,把MBR膜组件与硝化的MBR生物池分开,即MBR膜组件单独安装于MBR膜池内,装配以整体设备,池体小、安装于设备间,便于膜的清洗和无渗沥液期的封存维护。
本设计利用膜本身的耐氧化、耐腐蚀的特点,在利用反洗技术、曝气擦洗技术进行污染控制的同时,每日停用后设置低浓度清洗液在线清洗,清洗药量小,全自动控制,不影响生产,停机清洗时间间隔长。MBR机组主要由MBR膜、膜池、MBR回流泵及MBR自吸式产水泵、风机和曝气元件组成。
1) MBR机组:硝化反应器的工艺出水进入MBR膜池后,通过MBR膜组件,产水经自吸泵至MBR产水池,MBR膜池中的部分浓水,通过回流泵回流至反硝化反应器进行再次处理。MBR机组运行时,受MBR膜池液位、产水泵流量和清水池液位控制。
2) MBR加药系统:MBR加药系统由反洗消毒加药、清洗加药(化学清洗)组成。
6.3反渗透段
RO供水泵抽取MBR中间水箱的水利用高压泵增压后进入卷式反渗透膜组,清水进清水储池,检测达标后一部分清水场区自用,其余排放。浓水进浓缩液池回灌填埋区。
7 运行结果
从每天检测该渗沥液处理工程的进出水水质指标看,渗沥液经过厌氧系统、MBR膜系统和RO膜处理系统的处理后出水的主要指标如:pH、SS、CODCr、BOD、NH3—N、大肠菌值、色度等均能达到设计的出水水质标准。而且该系统对总氮的去除率高达80%以上,达到出水要求。实际运行中监测到的出水指标见表2。

表2 垃圾渗沥液处理系统出水水质
8 结论
根据该垃圾处理场的渗沥液浓度高、水质水量变化大的特点,采用中温厌氧系统+MBR膜系统+ RO反渗透系统的组合工艺,经过调试运行并稳定后,可以确保不同季节、不同水质条件下处理后的出水水质达到设计要求,完全符合国家排放标准。
E-mail:652563522@qq.com。
中图分类号:X703
文献标识码:B
文章编号:1005-8206(2016)02-0009-04
作者简介:王海宇(1964—),工程师,主要从事环卫工程研究管理工作。
收稿日期:2015-10-27
Process Design of Nansandao Leachate Treatment Plant in Jilin
Wang Haiyu,Li Jinping,Li Kai,Wang Jian
(Environmental Sanitary and Scientific Research Institute of Jilin,JilinJilin132001)
【Abstract】According to the characteristicsand treatment statusof leachate in Jilin,Nansandao Leachate Treatment Plant was built,which treatment process was mid-temperature anaerobic system+MBR+RO.After trial running stable,the water quality can reach the requirementsofGB 16889—2008:table 2.
【Key words】domestic waste;leachate;RO
猜你喜欢
能源工程(2021年3期)2021-08-05
水泵技术(2021年6期)2021-02-16
资源节约与环保(2018年1期)2018-02-08
环球人文地理·评论版(2016年8期)2017-01-19
安徽农学通报(2016年24期)2017-01-12
绿色科技(2016年20期)2016-12-27
安徽农学通报(2016年21期)2016-12-22
海峡科技与产业(2016年3期)2016-05-17
海军航空大学学报(2015年4期)2015-02-27
江西理工大学学报(2013年1期)2013-03-20
