
色纺纱关键纺纱器材的选用分析
2016-08-11 01:33李水有
现代纺织技术 2016年2期
关键词:胶辊
李水有,张 毅
(1.常山县明达线业有限公司,浙江常山 324200;2.浙江省常山纺织有限责任公司,浙江常山 324200)
色纺纱关键纺纱器材的选用分析
李水有1,张毅2
(1.常山县明达线业有限公司,浙江常山324200;2.浙江省常山纺织有限责任公司,浙江常山324200)
摘要:探讨色纺纱生产特性,分析胶辊、针布对色纺纱成纱质量的影响,通过对环锭纺细纱胶辊、梳棉机针布选型试纺,根据成纱质量对比结果决定器材的选用。结果表明:聚氨酯胶辊具有极其优良的弹性,较佳的耐磨性和抗粘附功能,满足色纺纱多品种、少批量、高品质的要求,能有效改善色纤维可纺性,提高成纱条干水平;使用基厚较薄和双曲面锡林针布,可提高锡林表面的纤维从锡林到道夫间的转移能力,避免过度梳理和减少梳理对纤维的损伤,有利于提高成纱强力和条干水平,横向齿密加大,可增强对纤维的分梳效果,降低成纱棉结、色结,特别是明显色结。
关键词:色纺纱;纺纱器材;胶辊;针布;条干;棉结
当前,纺织行业产能严重过剩,常规纱线已缺乏市场竞争力,棉纺企业纷纷将目光投向色纺纱领域。目前色纺纱生产还没有专用的设备,需延用传统纺纱设备和器材,器材方面虽然有一些创新点,但针对性不强。因此,色纺企业只在原有的设备上通过生产工艺创新和器材选用来形成具有特色的纺纱工艺。虽说色纺纱的生产工艺来自于本色纺纱工艺,但由于纤维经高温染色,其理性指标发生了变化,不及本色纤维。本文将通过选用合适的纺纱器材和工艺改进,以期使产品质量达到或超过本色纱线水平。
1试验部分
1.1试验条件
a) 纺纱品种:中支、细支纯棉紧密色纺纱和环锭纺纯粘胶色纺纱。
b) 仪器:YG191XH条干毛羽测试仪(上海国纺检测科技有限公司),YG135G条干均匀度仪(陕西长岭纺织机电科技公司)。
c) 试验机型:HFJA506紧密纺细纱机、DTM129细纱机、A186F梳棉机。
1.2试验方案
各种试验方案在相同生产条件下,除质量跟踪和抗绕性试验外,其他试验都在同一粗纱在同一锭上纺纱取样测试对比。
1.3试验内容
本次试验主要针对色纺纱生产,在少批量、多品种、多种纤维混合或纤维染色后,考察色纺过程中可纺性、成纱条干、棉结、色结控制等问题,分析研究胶辊、针布在提高色纺纱质量方面的作用,最终决定器材选型。
2细纱胶辊选择与性能分析
作为纺纱牵伸关键器材的胶辊,近几年有了很大的发展,胶辊结构由过去的单层、双层胶辊结构发展到目前的铝衬、塑衬结构;胶辊的物理性能从过去的涂料处理到目前的免处理胶辊[1]。随着众多新型纺纱纤维原料和合成纤维的研制成功与投纺,氨纶包芯纱,紧密纺无动程纺纱对工艺要求的不同,丁腈胶辊和羧基丁腈胶辊的适纺性、弹性、耐磨性,成纱质量的稳定性和胶辊的使用寿命显得性能不足,新材料聚氨酯胶辊应运而生[2]。
细纱胶辊特别是前胶辊的质量对细纱条干影响很大,选择胶辊时主要从胶辊的材质、硬度、寿命和表面处理等因素考虑。
2.1不同材质胶辊对比
a) 成纱质量对比
在纺制紧密纺08N纯棉米色18.5tex、紧密纺HD416纯棉紫罗蓝29.5tex、紧密纺纯棉深蓝20.7tex和普通环锭纺粘胶WS15-2629 14.7tex时(染色粘胶19.6%;本色粘胶80.4%),选用聚氨酯胶辊和丁腈胶辊对比,为了试验条件的一致性,新胶辊未作表面处理直接上机,试验结果如表1—表4所示。
表1纺制紧密纺08N纯棉米色18.5tex时的成纱质量

胶辊规格导向胶辊前胶辊细纱条干CV/%CVb%细节/(个·km-1)粗节/(个·km-1)棉结/(个·km-1)毛羽指数H/(根·10mm-1)聚氨酯70A°聚氨酯68A°14.942.6213140.51155.03聚氨酯70A°丁腈68A°16.153.4431.5202.5168.55.12
注:气动摇架压力180N/2锭;风压2800Pa。
表2纺制紧密纺纯棉深蓝20.7tex时的成纱质量

胶辊规格导向胶辊前胶辊细纱条干CV/%CVb%细节/(个·km-1)粗节/(个·km-1)棉结/(个·km-1)聚氨酯70A°聚氨酯68A°14.913.1611122200聚氨酯70A°丁腈68A°15.303.0515134198
注:气动摇架压力180N/2锭;风压3000Pa。
表3纺制紧密纺纯棉紫罗蓝29.5tex时的成纱质量

胶辊规格导向胶辊前胶辊细纱条干CV/%CVb%细节/(个·km-1)粗节/(个·km-1)棉结/(个·km-1)聚氨酯70A°聚氨酯68A°12.433.5401436聚氨酯70A°丁腈68A14.312.89108638
注:气动摇架压力180N/2锭;风压3200Pa。
表4纺制粘胶WS15-2629 14.7tex时的成纱质量

胶辊规格细纱条干CV/%CVb%细节/(个·km-1)粗节/(个·km-1)棉结/(个·km-1)丁腈68A°13.134.17320.539.5聚氨酯68A12.342.3801333
注:气动摇架压力160N/2锭;DTM129细纱机。
由表1—表4试验结果看出,聚氨酯胶辊纺制不同原料和线密度纱,成纱质量好于丁腈胶辊,说明聚氨酯胶辊适纺品种广且能保持较好的纺纱质量。
聚氨酯胶辊具有良好的成纱质量,得益于聚氨酯弹性体的分子结构特点,主链是由聚醚或酯和氨基甲酸酯组成,聚醚、聚酯等低聚物多元醇键内聚能较低,键的旋转位垒较小,组成比较软顺的软段,氨基甲酸酯由于内聚能大,分子间形成氢键缔合在一起形成硬段,由于软段和硬段的结构差异以及组成比例的不同,使聚氨酯弹性体在很大的硬度范围内(ShoreA10°~ShoreD75°)都能保持很高的弹性[3-4],丁腈胶辊回复弹性为25%~30%,吸收振动能量一般,聚氨酯胶辊回复弹性在41%以上,吸收振动能量15%~25%,因此具有良好的弹性和吸振性[5]。
胶辊加压变形如图1(a)所示,胶辊受压力P时产生变形,变形量大,表示胶辊弹性好。在细纱机上静态测试65A°丁腈胶辊和聚氨酯胶辊在不同压力下的变形量,利用EXCEL图表分析功能,结果见图1(b),压力对变形后前罗拉形成包围弧长度的曲线见图1(c)。从变化曲线可以看出,相同硬度胶辊在相同压力下,聚氨酯胶辊变形量大,在前罗拉表面形成的包围弧大于丁腈胶辊。包围弧大则与纱条接触面积大,弹性高的胶辊与纱条的接触面积比弹性小的大,纱条单位接触面积上的力分布就均匀,在纺纱过程中纱线粗节、细节少,条干水平高。

图1 压力与胶辊变形的关系
b) 成纱质量跟踪试验
胶辊作为紧密纺系统的关键部件之一,必须保证其良好的表面状态。一旦出现管纱间质量指标差异大,并呈现下降趋势或影响正常生产时,要对胶辊进行回磨,以避免表面出现深槽。试验分2组进行:第1组导向胶辊聚氨酯70A°,前胶辊聚氨酯68A°;第2组导向胶辊丁腈68A°,前胶辊丁腈胶辊68A°。6月4日二组胶辊上机生产紧密纺08N米色18.5tex纱开始,到8月22日纺深蓝20.7tex纱,总生产76天,试验42次。7月25日第33次时,由于丁腈胶辊管纱之间条干CVb%和极差大,因此丁腈胶辊进行回磨。成纱质量跟踪试验以条干CV%值为例,结果见表5和图2。
表5聚酯胶与丁腈胶辊成纱条干跟踪对比

品种组号08N米色18.5tex12MS7003818.5tex12FE1504B19.7tex12HD416紫罗蓝29.5tex12FC1519天蓝18.5tex12深蓝20.7tex12平均水平12条干CV/%平均值15.1616.5416.0017.5616.0517.5412.5014.2015.5216.9015.0815.2515.0516.33条干CV/%对比-1.38-1.56-1.49-1.7-1.38-0.17-1.28CVb%1.292.192.571.950.841.150.761.482.332.882.152.291.651.99CVb%对比-0.9+0.62-0.31-0.72-0.55-0.14-0.34极差R0.490.940.870.790.270.390.180.341.301.660.941.070.6750.865极差R对比-0.45+0.08-0.12-0.16-0.33-0.13-0.15试验次数73331511生产天数/d771341530

图2 成纱条干CV/%值跟踪对比曲线
从表5试验结果来看,二组胶辊运行76天,经过42次试验,聚氨酯胶辊纺纱条干CV%值、CVb%、极差R的平均水平分别比丁腈胶辊少1.28个百分点、0.34个百分点和0.15百分点,其曲线也比丁腈胶辊的平坦。
至10月9日,在聚氨酯胶辊试验运行120天,丁腈胶辊回磨后运行71天时,纺新批深蓝20.7tex纱,用试验组的聚氨酯胶辊、丁腈胶辊与新聚氨酯胶辊在同锭同粗纱纺纱作质量对比,对比结果见表6。
表6纺制新批紧密纺纯棉深蓝20.7tex时的成纱质量

胶辊规格导向胶辊前胶辊细纱条干CV/%CVb%细节/(个·km-1)粗节/(个·km-1)棉结/(个·km-1)聚氨酯70A°聚氨酯68A°14.343.45391151聚氨酯70A°新聚氨酯68A°14.443.40478141聚氨酯70A°丁腈68A°15.062.9410140190
注:以上胶辊未作涂料处理,气动摇架压力180N/2锭;风压3000Pa。
从表6试验可以说明,聚氨酯胶辊运行4个月后与新聚氨酯胶辊相比,条干CV%值和千米细节不比新聚氨酯胶辊的差,各项指标仍然好于丁腈胶辊。说明聚氨酯胶辊具有良好的耐磨性能,因此胶辊回磨周期长,成纱质量好且稳定。
聚氨酯弹性高、耐磨性好的原因是,大分子主链上含有较多氨基甲酸酯基官能团(—NH—COO—)的弹性体聚合物,由交替的软、硬段组成的多嵌段共聚物,具有高弹性、高耐磨性特性,耐磨性能约为天然橡胶的3~5倍,因此又有“耐磨橡胶”之称。
c) 胶辊抗绕性试验
检测方法:本试验选用新绒辊上机,在同台相邻锭子上正常纺纱72h后称取各锭绒辊花重量,比较各种胶辊抗绕性,表7为各种胶辊绒辊花的检测情况。
表7不同胶辊绒辊花的质量

第1组锭号质量/mg第2组锭号质量/mg第3组锭号质量/mg第4组锭号质量/mg第5组锭号质量/mg第6组锭号质量/mg361144371147381983911754016411873621793721403829539218040215412112363130373210383483931274032241385364120374143384753941394043541412936542375210385120395854058041522136640376118386833961524069141632436790377104387843971914073241715036814437818238811639818940857418150369107379164389185399894095541910537018738010039011740013741084420153平均118.3平均151.8平均102.1平均146.4平均47.7平均151.6CV%42.5CV%26.2CV%35.8CV%26.3CV%63.4CV%47.9
注:第1组:国产甲厂胶辊(表面未处理)锭号361~370;第2组:国产乙厂胶辊(1∶9表面涂料处理)锭号371~380;第3组:国产乙厂胶辊(1∶7表面涂料处理)锭号381~390;第4组:进口胶辊(表面未处理)锭号391~400,第5组:聚氨酯胶辊(表面未处理)锭号401~410;第6组:国产乙厂胶辊回磨(表面未处理)锭号411~420。
从表7试验结果表明,涂料配比影响绒辊花量,以国产乙厂为例,1∶7涂料处理比1∶9涂料处理绒辊花低,配比低其抗挠性好。聚氨酯胶辊绒辊花最少,比丁腈胶辊最高组分的151.8mg低68.6%;比最低组分的102.1mg低53.3%,显示其具有良好而稳定的抗缠绕性能。由于丁腈橡胶为了提高耐磨性、抗静电性能,在配方中加入大量的高能表面无机化合物,由于化学的组成成分不同或物理状况相异,当两者相互接触时就会产生电荷的重新分配,在分离的过程中就会产生静电作用和产生电位差。根据电荷扩散理论中的“霍尔姆兹”效应分析:当胶辊胶圈在牵伸运行中受到挤压、拉伸及摩擦时,就会产生静电效应和电位差。若电位差不为零时,就必然产生纤维缠绕胶辊的现象[6]。由于聚氨酯胶辊具有硬度范围宽、优良的弹性、理想的耐磨性,因此不需要填充料的帮助,聚氨酯胶辊添加抗静电剂或导电成分后,抗静电性能和抗纤维缠绕性能优于丁腈胶辊。
d) 抗粘附试验
纤维表面含有果胶质、油脂、蜡和染料,它们在一定稳度下,与胶辊表面接触熔触形成覆盖膜状污垢,化学纤维的表面活性剂在胶辊表面形成覆盖物污垢、色纤维在高速运动和摩擦作用下掉色,造成沾污胶辊。图3为上机一星期后胶辊污垢情况。从图3可以看出,聚氨酯胶辊沾污最少,说明抗污染自洁性强。长期以来,由于色纤维在纺纱牵伸过程中掉色,颜色覆盖了胶辊表面,使胶辊抗静电性能降低,造成纤维缠胶辊,增加了生产的难度,胶辊损伤严重,影响色纺纱质量和产量的提高。因此,聚氨酯胶辊用于色纺纱,对提高色纺纱可纺性和产质量有明显的优势。

图3 胶辊表面覆盖膜状污垢
2.2不同硬度胶辊对比分析
细纱胶辊硬度与弹性对纺纱质量影响较大,硬度高、弹性小对纤维的控制减弱、握持力小,纱条在牵伸钳口处产生滑溜,造成条干不匀。不同硬度胶辊纺制成纱的质量对比见表8。
表8不同硬度胶辊纺制紧密纺纯棉深蓝20.7tex时的成纱质量对比

胶辊规格导向胶辊前胶辊细纱条干CV/%CVb/%细节/(个·km-1)粗节/(个·km-1)棉结/(个·km-1)聚氨酯70A°聚氨酯68A°14.913.1611122200聚氨酯70A°聚氨酯65A°15.153.1812.5116194聚氨酯70A°丁腈68A°14.783.38594176聚氨酯70A°丁腈65A°15.022.8914130200聚氨酯70A°丁腈70A°15.112.8016130193
注:以上胶辊未作涂料处理,气动摇架压力180N/2锭;风压-3000Pa。
分析表8试验结果可见,丁腈70A°胶辊与68A°胶辊相比,条干CV%值高出0.33个百分点,千米细节多了220%,千米粗节增加38.3%,千米棉结多出9.7%,胶辊硬度低、弹性增强,则握持力增大,增强了对纤维的控制。在受力作用下,胶辊硬度低则与罗拉、纤维的接触面扩大,缩小了浮游区长度,有利于成纱质量。但胶辊硬度过低时,胶辊受压后,其弹性变形量大,在胶辊与罗拉钳口处接触的曲面大,此时如须条粗,则实际加于纱条的压力变小,握持力反而降低。如表8中65A°丁腈胶辊和聚氨酯胶辊纺纱多项指标不如68A°的胶辊。
2.3胶辊表面处理对比分析
纺制紧密纺纯棉深蓝20.7tex时,丁腈新胶辊68A°,胶辊磨砺后,五种涂料配比方案试验:第一方案不处理,第二方案A∶B=1∶3配比;第三方案A∶B=1∶7配比,第四方案A∶B=1∶8配比,第五方案A∶B=1∶9配比,同锭同粗纱连续试验,过8h作第二次试验,试验结果见9。
表9前胶辊不同比例涂料处理后成纱质量

试验方案涂料配比(A∶B)试验次数细纱条干CV/%CVb%细节/(个·km-1)粗节/(个·km-1)棉结/(个·km-1)1∶3116.674.4229.5310.5232.5216.763.3428.5325.0224.5平均16.723.8829.0317.8228.51∶7115.331.806.0150.0176.0215.422.7911.0147.0180.0平均15.382.308.5148.5178.01∶8115.313.568.0134.0165.0215.302.788.0149.0174.0平均15.313.178.0141.5169.51∶9115.242.786.0138.0182.0215.292.715.0134.0170.0平均15.272.755.5136.0176.0未处理115.202.7711.5127.5198.0215.352.6412.5140.0209.5平均15.282.7112.0133.8203.8
注:导向聚氨酯70A°胶辊,气动摇架压力180N/2锭;风压3000Pa。
胶辊磨砺后的表面粗糙度是引起绕纤的主要原因之一,现在大多用表面处理来解决绕纤问题,通过胶辊表面改性,达到滑、爽、燥的要求。目前,应用较广的是双组分涂料,涂料配比中A组份主要作用是提高抗绕性、耐磨性,A组份配比高,涂层较厚,胶辊抗静电性能良好,耐磨性强,但对成纱质量不利。表9是反映不同配比涂料试验结果。表9显示,随着A组份配比增高,成纱条干CV%值、千米细节和千米粗节数值呈上升趋势,到A∶B=1∶3时,各项指标已恶化,如图4所示。

图4 涂料配比对成纱条干CV/%值变化曲线
3针布选择与成纱质量
由于对色纺纱的色结和棉结要求特别高,一般都通过增强分梳或多次分梳才能达到成纱品质要求,而纤维经强分梳和多次分梳后,产生较多的短绒,因此在梳理过程中既要减少纤维损伤,又要达到理想的梳理效果。针布选用在采用“矮、尖、薄、密、小”原则的同时,兼顾梳理度的适中尤为重要。
3.1色纺纱针布使用现状
目前生产色纺纱的企业主要使用针布的型号为:
a)AC2525×01550P,AD4030×02090P,MCH42;
b)AC2025×01550P,AD4030×01880P,MCH45P;
c)AC2030×01550P,AD4030×01880P,MCH45P。
3.2质量水平
色结棉结应在22~48粒/g范围内,一般色纺梳棉色结棉结总数应控制在40粒/g以内。
3.3新选型针布
3.3.1基厚较薄的锡林针布
基厚为0.40mm,基厚比同型号减少0.1mm,横向齿密增加215齿/(25.4mm)2,横向齿密增大,更有利于把纤维分梳成单纤维状态,利于小棉结的排出、纤维伸直度的提高。
根据资料介绍:在A186F梳棉机上作了对比试验,所用原料:新疆棉3.5级30%,内地棉3级55%,色棉15%。锡林速度360r/min,剌辊860r/min,道夫26r/min,生条定量18.7g/5m。
针布配置:
a) 方案一AC2030×02040,AD4030×1890,TPT42,AT5610×5611;
b) 方案二AC2030×01550,AD4030×1880,TPT52,AT5610×5611。
在同一工艺隔距条件下,配置方案一和配置方案二试验结果见表10和表11。
表10方案一AFIS试验结果

次数棉结/(粒·g-1)棉结/μm杂质/(粒·g-1)杂质/μm长度/mm长度变异系数/%短纤维率<12.7mm/%上四分位长度/mm122584467527.834.06.434.1224533262527.833.36.134.13256400027.534.06.334.1平均23585265027.733.86.234.1
表11方案二AFIS试验结果

次数棉结/(粒·g-1)棉结/μm杂质/(粒·g-1)杂质/μm长度/mm长度变异系数/%短纤维率<12.7mm/%上四分位长度/mm130668492527.532.45.234.1228604262527.434.86.734.13185530027.134.56.734.1433675862527.632.45.734.1平均27625372527.432.46.134.1
通过表10、表11数据来看,两种方案平均棉结分别为23粒/g和27粒/g,在同一工艺隔距条件下,配置方案一生条棉结、杂质的数量及大小控制都好于方案二,纤维主体长度较长,表明针布在梳理过程中对纤维的保护作用较好,有利于成纱质量各项指标。方案一针布选配主要体现在:金属针布基部为0.40mm,加大了横向齿密,增强对纤维的分梳效果;纵向齿距偏大,齿距2.0mm,齿密减少269齿/(25.4mm)2,避免过度梳理和减少梳理对纤维的损伤;总齿密806齿/(25.4mm)2,盖板针布针密偏中掌握,选用渐密型的MCH42型,逐渐加强分梳的同时加大对盖板对棉结、杂质的排除作用[7]。
3.3.2双曲面锡林针布
a) 试验品种:紧密纺纯棉深蓝20.7tex;
b) 方案一AC2030s×01740P,AD4030BR×2090,MCH45P;
方案二AC2030×01740,AD4030×1880,TPT45。
成纱质量见表12。
表12二种针布成纱试验指标对比

方案细纱条干CV/%CVb/%细节/(个·km-1)粗节/(个·km-1)棉结/(个·km-1)单纱断裂强度/(cN·tex-1)强力CV/%115.172.251210410614.577.83215.663.061216220114.408.45
注:气动摇架压力180N/2锭;风压3000Pa。
AC2030s×01740P型锡林针布,齿背双曲面设计,与常用的锡林针布的外形设计不同,在齿背原有曲面上新增一个曲面,见图5。齿背双曲面防止了齿尖握持的纤维下滑,并对被梳纤维后部有托持作用,使纤维集中于齿尖位置,在锡林—盖板工作区得到充分的梳理,纤维向道夫的顺利转移,一次性分梳能力提高,防止了部分纤维在锡林—盖板工作区受二次梳理,造成纤维损伤及短纤维反复揉搓成为棉结[8]。表12试验结果说明,双曲面锡林针布在减少成纱粗节和棉结方面效果明显,分别降低了35.8%和47.3%。
可以通过试验比较二种针布纤维向道夫转移的情况,选择二台梳棉机,工艺参数一致,机械牵伸设计97.6倍,在本色棉卷喂入处径向方向加0.1m长深颜色熟条,测量混色生条长度,0.1m深颜色熟条经97.6倍牵伸后,长度为9.76m时,表明全部转移成功,如果混色长度大于9.76m时,超出长度部分混色纤维,在梳理区滞留时间长,混色生条长度越长则一次性未转移纤维越多。实际测试结果,方案一为11.40m,方案二为14.2m,说明方案一一次性向道夫转移纤维高于方案二。
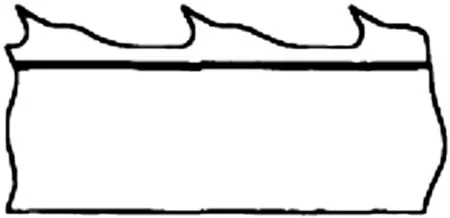
图5 双曲面锡林针布
3.4分梳元件
为了加强柔和梳理,在A186F梳棉机上加装前四后六固定盖板(前后带清洁器),前四根为GFB-JF305-1100A;后六根为GFB-JF305-1100E(2根)、GFB-JF305-1100B(2根)、GFB-JF205-1100A(2根)。增加锡林前后固定盖板,由于增加的是自由分梳面,既能有效提高纤维与纤维、纤维与杂质的分离度,提高了棉结杂质的排除率,又很少损伤纤维,使其能够满足色纺纱的梳理要求[9],根据本公司试验结果和相关文献介绍,其色结总数减少30%[10]。
4结论
a) 聚氨酯胶辊与丁腈胶辊相比,具有良好回弹性和耐磨性,使用寿命长,抗绕性和抗粘附性优越,适应原料多样化,多种颜色、不同性能纤维混纺的需求,对提高色纺纱条干水平、改善色纤维可纺性方面效果显著。
b) 低硬度胶辊,能有效增加纤维握持点的控制面积,缩小了浮游区长度,有利于成纱质量,但并不是越低越好,应根据不同线密度和原料合理选用。
c) 丁腈胶辊表面处理双组份涂料配比,配比值影响抗绕性和成纱条干水平,色纺企业宜将其控制在1∶6~1∶10,聚氨酯胶辊也应经1∶20配比处理,对提高胶辊抗绕性和使用寿命有利。
d) 聚氨酯胶辊适应多品种纺纱要求,满足色纺纱少批量和交货快的特点,胶辊更换少、使用周期长,质量稳定。
e) 色纺原料多数已经过梳理,纤维伸直平行度较好,选择基厚较薄的锡林针布,增加横向齿密,减少纵向齿密,即能保证有效硫理,降低棉结和色结,又能减少对纤维损伤。
f) 双曲面锡林针布能提高一次性分梳能力,降低二次梳理纤维量,适合色纺纺纱特性,在降低棉结和色结方面效果明显。
参考文献:
[1] 薛建昌.多动程胶辊的开发和应用[J].棉纺织技术,2011,39(10):23-24.
[2] 金永华,邹小样.对“节能、环保、创新”型聚氨酯纺纱牵伸胶辊的研制和应用实践及效果的探讨[C]//2008年全国推广应用新型纺织器材科技成果技术研讨会论文集.常州:中国棉纺织行业协会,2008:43-44.
[3] 钟春发,傅依备.聚氨酯弹性体的结构与力学性能[J].材料科学与工程学报,2003,21(2):211-212.
[4] 赵菲,孙学红.聚氨酯弹性体的力学性能影响因素研究[J].聚氨酯工业,2001,16(1):9-10.
[5] 余桂林.聚氨酯胶辊的特性与应用[J].棉纺织技术,2012,40(11):2-3.
[6] 孙远鹏.“霍尔姆兹”理论在胶辊生产中的应用[J].纺织器材,2004,31(3):160-161.
[7] 张大志.色纺纱的梳理及工艺探讨[J].针布梳理研究,2012(5):9-10.
[8] 孙鹏,肖光伟.双曲面锡林针布工艺效果探讨[J].纺织器材,2010,37(1):15-16.
[9] 陈玉峰,刘晓歌.色纺梳理问题分析及其工艺优化[J].棉纺织技术,2015,43(7):15-16.
[10] 张毅,王东明.加装固定盖板对生条及成纱质量的影响[J].棉纺织技术,2007,35(2):7-8.
(责任编辑:张祖尧)
收稿日期:2015-10-17
作者简介:李水有(1963-),男,浙江常山人,工程师,大学本科,主要从事棉纺织设备管理。 通信作者:张毅,Email:zjcsfz@126.com
中图分类号:TS104
文献标志码:B
文章编号:1009-265X(2016)02-0026-08
Analysis of Application of Key Spinning Accessories of Colored Spun Yarn
LIShuiyou1,ZHANGYi2
(1.Changshan Mingda Garment Co., Ltd., Changshan 324200, China;2.Zhejiang Changshan Textile Co., Ltd., Changshan 324200, China)
Abstract:This paper discusses production characteristics of colored spun yarn, analyzes the influence of rubber covered roller and card clothing on the quality of colored spun yarn and determines the selection and use of accessories according to spinning quality comparison result through trial spinning with rubber covered roller of ring spun yarn and card clothing of carding machine. The result shows that polyurethane rubber covered roller has excellent elasticity and good abrasive resistance and anti-adherence function, meets requirements of multispecies, small batch and high quality of colored spun yarn and can effectively improve the spinnability of color fiber and evenness of yarn; the use of cylinder card clothing with thin base and double curved surfaces can improve the transfer ability of fiber on cylinder from cylinder to doffer, avoid fiber damage caused by excessive carding and carding reduction, improve the strength and evenness of yarn, increase lateral teeth density, reinforce carding effect for fiber and reduce cotton neps and color neps, especially obvious neps.
Key words:colored spun yarn; spinning accessories; rubber covered roller; card clothing; evenness; nep
猜你喜欢
纺织器材(2022年4期)2022-08-18
纺织器材(2022年4期)2022-08-18
棉纺织技术(2021年7期)2021-12-25
纺织器材(2021年1期)2021-04-06
纺织器材(2020年5期)2020-12-21
纺织器材(2020年4期)2020-12-14
棉纺织技术(2019年2期)2019-12-29
棉纺织技术(2019年2期)2019-12-29
棉纺织技术(2019年9期)2019-09-11
棉纺织技术(2019年7期)2019-07-15
