31.75 mm厚规格X65M管线钢的开发
2016-08-26 08:36刘志刚
山东冶金 2016年3期
刘志刚
(山钢股份济南分公司技术中心,山东济南250101)
31.75 mm厚规格X65M管线钢的开发
刘志刚
(山钢股份济南分公司技术中心,山东济南250101)
以低碳微合金设计为基础,采用洁净钢冶金技术,通过两阶段轧制和ACC层流冷却工艺来保证钢板的强度和高韧性,济钢开发了厚规格X65M管线钢。钢板具有针状铁素体和贝氏体混合组织,屈服强度470~520 MPa,抗拉强度600~700 MPa,屈强比0.76~0.85;-60℃夏比冲击功均值在290 J以上,-20℃DWTT在90%以上,各项性能指标满足标准要求。结合新开发的制管工艺,使批量生产的厚规格X65M焊管具有充足的强度富裕量、高的低温韧性和焊接性能。
管线钢;X65M钢;厚规格;金相组织;低温韧性
1 前言
随着管线钢板厚度的增大,相同厚度连铸坯生产的钢板其压缩比减小,从而使钢板内部压下率减小,轧后钢板晶粒不能得到有效细化,钢板力学性能变差,尤其是落锤性能保证能力较低。如果一味地依靠增加Ni及其他微合金元素等来保证性能,钢板的生产成本将大大增加,在目前市场竞争激烈的情况下,产品必然失去市场竞争力。
济钢在此背景下积极开展厚规格管线钢高韧性工艺技术的研究,开发了大中间坯轧制、中间坯冷却、双相组织控制等多项关键工艺技术,积累了丰富的厚规格管线钢生产经验,先后解决了困扰济钢4 300 mm产线管线钢冷却模型不稳定的问题,性能合格率得到大幅提高,生产的31.75 mm厚规格X65M管线钢板化学成分、机械性能稳定,完全符合标准要求,具有良好的成型性能、焊接性能和低温韧性,安全性能和现场适用性能高,完全满足相关技术条件要求。
2 管线钢板的开发生产
2.1生产工艺路线
炼钢:高炉铁水→KR预脱硫→转炉冶炼→钢包合金化→LF精炼→VD(RH)真空精炼→全程保护浇铸→板坯精整;轧钢:加热→两阶段轧制→ACC层流冷却→矫直→上表检验→剪切取样→下表面检验→喷号标记→入库。
2.2化学成分设计
以降低合金成本并保证钢板具有稳定的组织和力学性能为目标,对不同钢级的厚规格高韧性管线钢设计了不同的化学成分。X65钢级采用低C、高Mn添加Nb、Mo复合微合金化的成分体系设计,未添加Ni等贵重合金元素,目标是微观组织形成均匀的针状铁素体,保证钢板具有良好的低温韧性和良好的焊接性能。化学成分体系如表1所示。

表1 厚规格高韧性X65M管线钢的成分设计%
2.3重点开发工艺参数
为保证钢板强韧性匹配,粗轧阶段开轧温度<1 050℃,终轧温度(1 000±10)℃,采用较厚的中间坯;精轧温度<850℃;终轧温度确保在Ar3相变温度以上,并兼顾轧制过程中的板形控制。ACC层流冷却开冷温度满足铁素体+贝氏体双相设计要求,开冷温度控制在奥氏体和铁素体两相区域。
3 钢板实物质量分析
3.1化学成分控制
S、P、H、O等含量是影响钢板内部质量和低温韧性的关键因素,对熔炼成分中的这几种元素含量进行了统计,结果见图1。
从连铸坯成分具体数值统计及直方图中可以看出,所有炉次冶炼钢水纯净度高。
S:0.000 28%~0.005 66%,平均0.001 81%。其中32%<15.4×10-6,达到抗酸管线钢S含量要求;61.9%<20×10-6;84.8%<25×10-6;99.5%在30× 10-6以内。
P:0.005 66%~0.017 2%,平均97×10-6。其中10.5%在80×10-6以内,29.5%在90×10-6以内,56.5%在100×10-6以内,99.9%在130×10-6以内,仅1批达到172×10-6。
N:0.001 28%~0.006 69%,平均0.003 0%。其中4.4%<20×10-6,57.2%<30×10-6,91.9%<40× 10-6,8.1%>40×10-6。

图1 X65M钢连铸坯中S、P、H、O元素含量统计情况
H:0.000 01%~0.000 3%。其中27.9%<0.2× 10-6,12.2%<0.3×10-6,59.4%<2×10-6。
O:0.000 44%~0.013 2%,平均0.001 99%。其中72.9%<25×10-6,97.6%<35×10-6。
其他合金元素均达到目标要求。良好的钢水纯净度和铸坯质量为后期轧制和保证钢板的低温韧性创造了条件。
3.2连铸低倍组织
连铸过程控制稳定,所有铸坯内在质量良好,中心偏析基本控制在C类1.5级以内,中心疏松控制在0.5级以内,无中心裂纹。5800682炉次连铸坯横切面低倍硫印组织如图2所示。

图2 X65M钢5800682炉次连铸坯横切面低倍酸洗组织
3.3钢板典型微观组织
生产的X65M管线钢组织类型是针状铁素体和贝氏体混合组织,见图3。
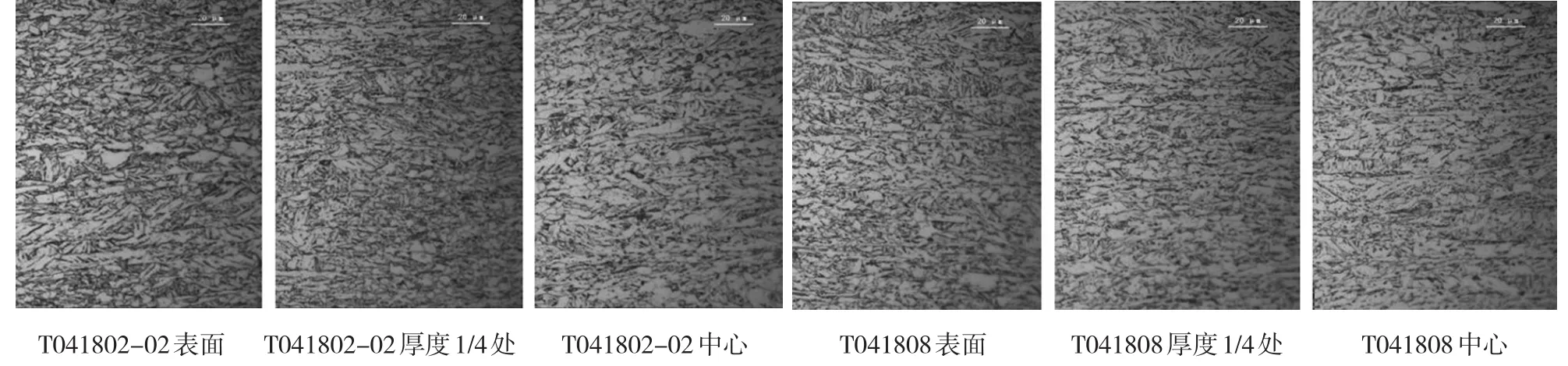
图3 API 5L X65M PSL2管线钢典型金相组织×500
由图3可以看出,沿着钢板厚度的表面、1/4处和心部,显微组织比较单一均匀,晶粒尺寸并没有出现明显粗化,钢板心部也没有明显的偏析,组织均匀性良好。
低碳微合金钢在发生贝氏体转变的过程中,由于转变不能进行到底,少量富碳的奥氏体残留下来并以岛的形式分布于贝氏体内,在随后的冷却过程中转变为M/A等岛状硬质相。岛状硬质相的类型、形态与分布影响着贝氏体的性能,从而对铁素体-贝氏体双相组织钢的力学性能有着重要影响。图4显示了31.75 mm厚X65M钢板中M-A的分布,可见M-A岛呈球状或椭圆状均匀分布,尺寸均匀细小,这样的M-A分布状态能够使钢板实现高韧性[1]。
3.4钢板力学性能
厚规格X65M钢板轧钢工艺确定后,其他性能指标合格率接近100%,钢板合格率达到97.3%,表2是部分钢板的性能及统计情况。
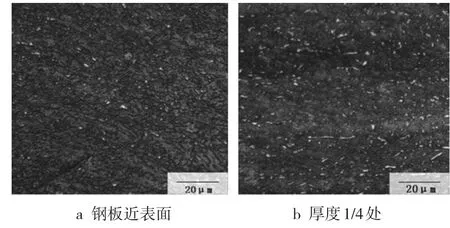
图4 31.75 mm厚规格X65M管线钢M-A分布

表2 31.75 mm厚规格X65M钢轧制态性能(横向)
由表2性能测试及统计情况可以看出,31.75 mm厚规格X65M钢屈服强度控制在418~618 MP,平均533 MP;抗拉强度控制在486~786 MP,平均648 MP;屈强比控制在0.67~0.92,平均0.82。除个别批次钢板性能不合外,其他各项强度指标满足标准要求,图5为各项性能指标的分布,可以看到钢板各性能指标控制比较稳定,基本符合正态分布。由图5还可以看出,92.8%的钢板屈服强度、99.6%的钢板抗拉强度和97.4%的钢板屈强比合格,只有少部分钢板屈服强度偏低或者偏高,屈强比超标、抗拉强度偏低和显微硬度值超标。钢板屈服强度主要分布在470~520 MPa,抗拉强度主要分布在600~700 MPa,屈强比主要分布在0.76~0.85,硬度主要分布在190~225 HV。济钢生产的31.75 mm厚规格X65M钢板强度适中,屈强比低。

图5 31.75 mm厚规格X65M钢板力学性能分布情况
3.5低温韧性
31.75 mm厚规格部分批号X65M钢板韧性及统计情况见表3和图6(试样规格10 mm×10 mm×55 mm)。钢板0℃冲击功最小值82.4 J,最大值468.3 J,平均310.4 J。落锤剪切撕裂面积(DWTT)最小值85%,最大值100%,平均值88.4%。产品韧性指标特别是冲击功值富裕量大,完全满足标准要求。X65M钢板DWTT和冲击韧脆转变曲线(CVN)见图7。

表3 31.75 mm厚X65M钢板韧性
由图7可以看出,在-40℃以上的温度范围内,钢板夏比冲击功无明显变化;但当温度下降到-60℃时,夏比冲击功有下降趋势,但仍达到291 J。

图6 31.75 mm厚X65M钢板韧性统计情况
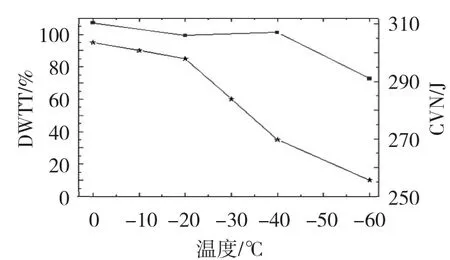
图7 31.75 mm厚X65M钢板DWTT和CVN
在-20℃以上的范围内,钢板落锤韧性剪切面积的变化较小,且都可以满足85%以上的要求,断裂主要为韧性断裂,达到了低温落锤性能要求;当温度低于-20℃时,钢板落锤撕裂面积逐步减小;-60℃时仅有10%左右,此时钢板断裂以脆断为主(见图8)。
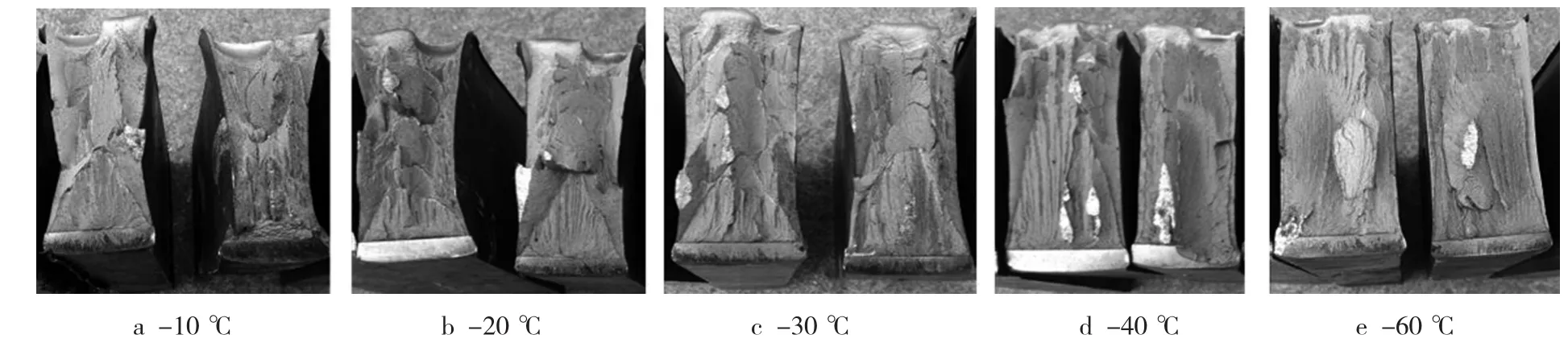
图8 X65M钢板系列落锤试样断口形貌
4 钢管生产及性能分析
4.1制管工艺
大壁厚高韧性管线钢的制管工艺均采用JCOE工艺。主要流程:钢板超声波探伤-铣边-预弯-成型-焊接-超声波和射线探伤-扩径-水压试验等。
4.2钢管的拉伸性能
图9所示是钢板和卷管后钢管的拉伸性能及硬度对比,可见,钢板和钢管的性能指标分布合理,均集中在要求的强度范围的中限部分。卷管后强度呈升高趋势,抗拉强度平均升高25 MPa,屈服强度平均值无明显变化,硬度值升高28 HV10。
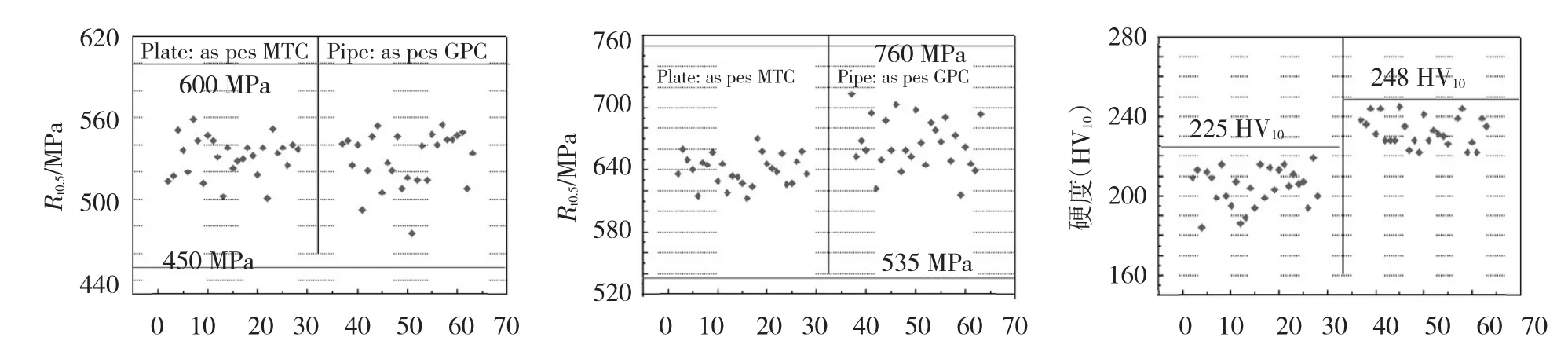
图9 X65M钢板—钢管性能变化对比
4.3钢管韧性及比较分析
钢管韧性统计如图10所示,钢管韧性稳定,特别是低温韧性优良,0℃横向冲击功达到340 J以上,90%以上达到400 J以上;0℃DWTT剪切面积95%~100%。

图10 X65M钢管冲击韧性散点
济钢开发的大壁厚高韧性X65M管线钢生产工艺技术成功应用于多个不同级别和厚度的管线钢生产,取得了良好的效果。-30℃横向落锤冲击剪切面积达到85%以上,-60℃横向夏比冲击功仍高于280 J,与国内外同类产品[2]比较(见表4),低温冲击功和低温落锤性能(落锤温度由客户提出)优良。
4.4焊接性能
分别采用手工焊和埋弧焊进行了31.75 mm厚X65M钢板的焊接试验,焊材均为为大西洋Φ4.0 mm焊丝。分析了焊接接头不同位置的冲击韧性。在焊缝中心和熔合线处,埋弧焊的冲击功大于手工焊的;但在熔合线外2 mm和5 mm处,手工焊的冲击功较高。所有冲击功均>80 J,如图11所示。焊接接头的抗拉强度均达到590 MPa以上,且强度均匀性良好,断裂位置均在母材。焊缝微观组织和焊接接头宏观形貌见图12。
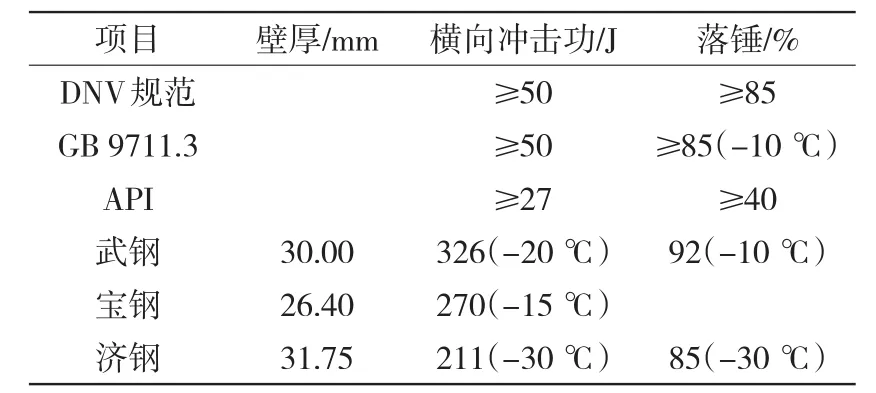
表4 济钢X65M钢与国内同类产品低温韧性比较
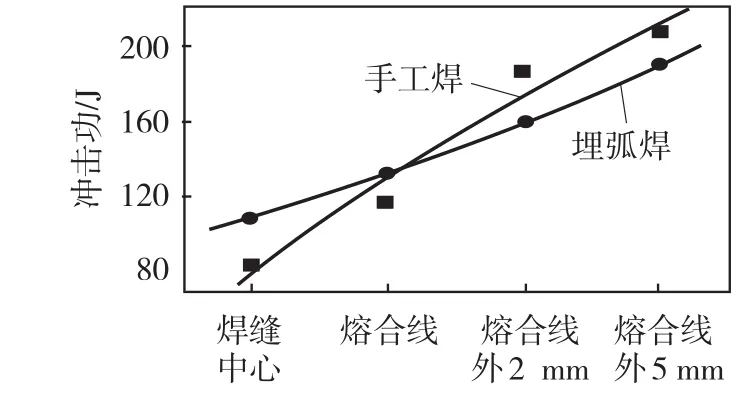
图11 31.75 mm厚X65M钢板焊接接头冲击性能
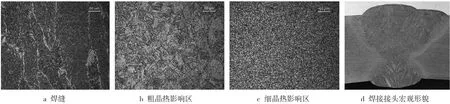
图12 X65M钢焊缝微观组织和焊接接头宏观形貌
5 结论
5.1济钢研发的31.75 mm厚规格X65M管线钢板化学成分、机械性能稳定,完全符合标准要求,具有良好的成型性能、焊接性能和低温韧性。
5.2济钢批量生产的31.75 mm厚规格X65M管线钢板经制管,符合API 5L 45th《管线钢管技术规范》和GB/T 21237—2007《石油天然气输送管用宽厚钢板》管线钢相关标准的要求。
5.3济钢已完全掌握了31.75 mm厚规格X65M管线钢板的生产工艺技术,具备批量稳定生产供货31.75 mm厚规格X65M管线钢板及以下规格钢板的能力。
[1]张国栋,白学军,李颖,等.低温环境用厚壁大管径X80直缝埋弧焊管宽厚板的开发[J].焊管,2014,37(2):29-34.
[2]陈妍,毛艳丽.日本高强度管线钢的生产概述[J].焊管,2009,32(3):12-13.
Abstrraacctt:Based on design of the low carbon micro alloy,the X65M pipeline steel with 31.75 mm thickness was developed in Jinan Steel.By using clean steel metallurgy technology,two stage rolling and ACC laminar cooling process,the strength and high toughness of heavy gauge X65M pipeline steel were ensured.The steel has a mixture microstructure of acicular ferrite and bainite,the yield strength of the plate ranged from 470 MPa to 520 MPa,tensile strength of the plate ranged from 600 MPa to 700 MPa,theRt0.5/Rmwere 0.76-0.85;the Charpy impact energy at-60℃were more than 290 J,the DWTT at-20℃were more than 90%,the all performance indicators can meet the standard requirements.With the development of new manufacturing process,the thick X65M welded pipe had rich strength,higher low temperature toughness and better welding property.
Key worrddss:pipeline steel;X65M steel;thick specification;metallographic structure;low temperature toughness
学会园地
山东金属学会被评定为2016年度山东省科协助力地方创新驱动发展工程牵头学会
根据《山东省科协关于实施助力地方创新驱动发展工程的意见(试行)》要求,山东省科协2016年年初组织开展了2016年度山东省科协助力地方创新驱动发展工程的申报工作,共有17市的47个县(市、区)及部分海智基地提出了技术和人才需求。2016年5月上旬,根据各市和省级学会申报情况,经综合评定,山东金属学会等15个学会为2016年度山东省科协助力地方创新驱动发展工程牵头学会,青岛平度市等28个县(市、区)为2016年度山东省科协助力地方创新驱动发展工程示范区,山东金属学会牵头对接的是聊城冠县示范区。
为更好地了解技术需求,学会秘书处积极联系聊城市科协,2016年5月18日组织山东大学等单位的3名专家前往冠县,在冠县科协韩主席等领导的全程陪同下,分别与山东恒丰集团、新宇制钢有限公司、山东鲁盟威技术科技有限公司、山东众泰集团等企业开展了技术对接,实地考察了生产现场,企业给予高度评价。
(学会秘书处)
Development of X65M Pipeline Steels with 31.75 mm Thickness
LIU Zhigang
(The Technology Center of Jinan Branch Company of Shandong Iron and Steel Co.,Ltd.,Jinan 250101,China)
生产技术
生产技术
TF762;TG142.41
A
1004-4620(2016)03-0011-04
2016-04-18
刘志刚,男,1981年生,2005年毕业于东北大学材料成型与控制工程专业。现为山钢股份济南分公司技术中心管线钢推进部部长,工程师,从事管线钢研究及开发工作。
猜你喜欢
今日农业(2022年16期)2022-09-22
原子与分子物理学报(2020年5期)2020-03-17
金属加工(热加工)(2020年2期)2020-02-23
山东冶金(2019年6期)2020-01-06
山东冶金(2019年5期)2019-11-16
中国外汇(2019年22期)2019-05-21
中华家教(2018年11期)2018-12-03
中国公路(2017年17期)2017-11-09
山东工业技术(2016年15期)2016-12-01
山东工业技术(2016年15期)2016-12-01