基于PowerMILL Vortex旋风铣与MachineDNA系统应用研究*
2016-08-31 05:37范绍平
制造技术与机床 2016年4期
范绍平
(四川信息职业技术学院机电工程系,四川 广元 628040)
基于PowerMILL Vortex旋风铣与MachineDNA系统应用研究*
范绍平
(四川信息职业技术学院机电工程系,四川 广元 628040)
旋风铣Vortex是Delcam最新的高速区域清除加工策略,可用于2轴、3轴、定位五轴以及残留加工。和传统高速加工方法相比,可节省多达60%的加工时间。MachineDNA是Delcam的一项最新专利技术,它可捕捉单个机床的运行特点和数据,并使用捕捉的数据来完善PowerMILL产生的刀具路径[1]。旋风铣Vortex与MachineDNA的结合使粗加工效率提升的同时,最大限度地发挥机床潜能,从而可在合理安全的切削条件下实现加工效率最大化。
高速加工;Vortex旋风铣;MachineDNA加工效率;等体积切削
随着制造业技术发展趋于成熟,在现有的技术水平上,产品的生产制造周期很难有质的提升。数控加工作为产品生产的重要环节,无论是模具的制造还是产品的机械加工,提升数控加工的效率与质量已成为缩短制造周期的一种手段。
数控加工效率的提升总体来说分为两方面:一是硬件,包括机床性能,刀具的质量等;二是CAM软件,包括程序的安全性,自动化程度,刀路合理性以及切削效率等。目前传统的CAM软件技术趋向于对象特征结构体系,基于知识智能化系统以及更方便的复杂产品的编程实施手段等方面发展;传统CAM软件不具备基于机床运动机理,自动调整NC程序参数的技术方法。根据数控机床运动机理,不同机床加减速参数,最大最小圆弧直径,最小点响应时间,最有效的摆线尺寸等参数各有不同。相同的NC程序在不同机床上,加工产品的效率,产品表面精度各有不同,无法实现加工效率及质量的最优化。
Delcam_PowerMIL最新的两项专利技术Vortex旋风铣以及MachineDNA系统完善的解决此类问题。本文通过对Delcam_PowerMILL中的Vortex和MachineDNA两项独有技术的应用与研究,对机械加工效率与质量的提高提供一种新的解决办法。
1 什么是Vortex?
Vortex是针对整体硬质合金刀具开发的一种革命性粗加工路径算法。其可运用在软件的粗加工策略中。区别于传统CAM软件算法,应用Vortex计算出来的路径无论在工件任何区域,都能保证恒定的接触角度和切削进给。使整个加工过程在等体积,恒载荷理想的切削环境下进行。
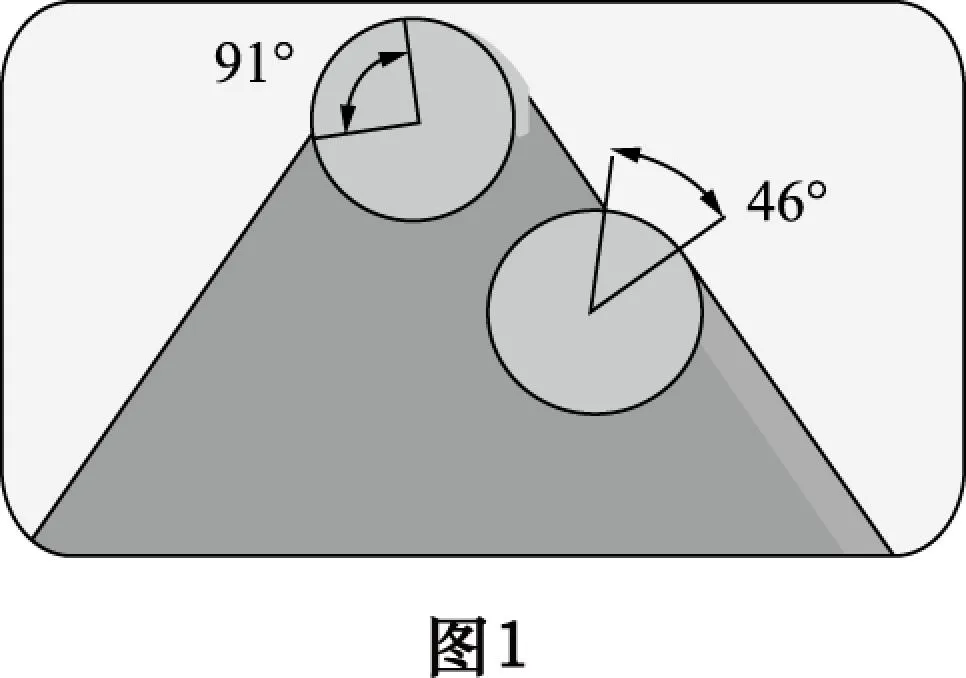
在传统的CAM软件编程中,在直线切削处,能保证切削最佳接触角,但在切削凹角区域,刀具与工件的接触角急剧增大,切削量与切削载荷随之增大,切削热增高,刀具磨损加剧(如图1)。为了降低切削角增大对刀具及机床带来的负面影响,常规的做法是降低整个刀路的切削走刀速度,直接导致加工效率降低。
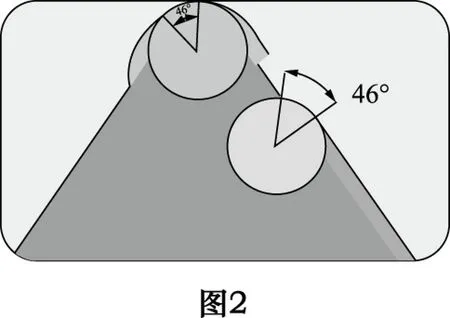
Vortex旋风铣路径则是在凹角处使用摆线加工的方式,减小接触角度,并保证接触角度恒定,如图2所示,实现等切削进给,等体积,等载荷环境下的高速加工,使得加工效率显著提高。恒定的切削接触角度也保证切削热在一个稳定的范围,避免切削量急剧增大,切削热、切削载荷迅速增大对刀具寿命的损害[2]。同时,均衡的切削载荷也避免因刀具过载造成机床精度的影响。因此,在一些实验中发现,使用Vortex旋风铣算法生成的刀路,其下切步距可达2~3倍的刀具直径,40%~50%的切削行距。与传统的加工相比,最多可节省60%的加工时间。
2 什么是MachineDNA?
MachineDNA是一种可以捕捉单个机床的运行特点和数据,并使用捕捉的数据来完善PowerMILL 产生的刀具路径的机床数据系统。
一般来说,企业中所使用的机床其型号、系统、新旧都有可能不同,其切削性能,运行特点更不相同。这其中包括最大最小圆弧半径、最小点响应时间、加减速参数等。这也就要求CAM软件编程时,需要针对不同机床,制定不同的加工参数。但在企业实际编程中很难实现,归其原因主要有两点:一是针对不同机床的具体切削数据很难把控,需要资深的CNC工程师严格制定;二是即使有针对机床的切削数据也很难在CAM编程时使用,需要修改的参数过于繁琐,得不偿失。


MachineDNA的出现完整地解决了此类难题。根据机床动力学结构,在软件中生成相应的测试程序(如图3),机床运行测试程序,并反馈一个结果文件。将结果文件导入MachineDNA系统,由系统自动分析机床运行特点数据,并自动将分析结果放在仿真机床MTD文件中(如图4)。PowerMILL软件编程时,可将MTD文件加载进去,软件生成的路径将按照相应数据进行优化(包括合理的摆线半径,最佳点分布等等),使得NC程序完全适合相应的机床加工,将机床潜能发挥最大值。
3 应用案例分析
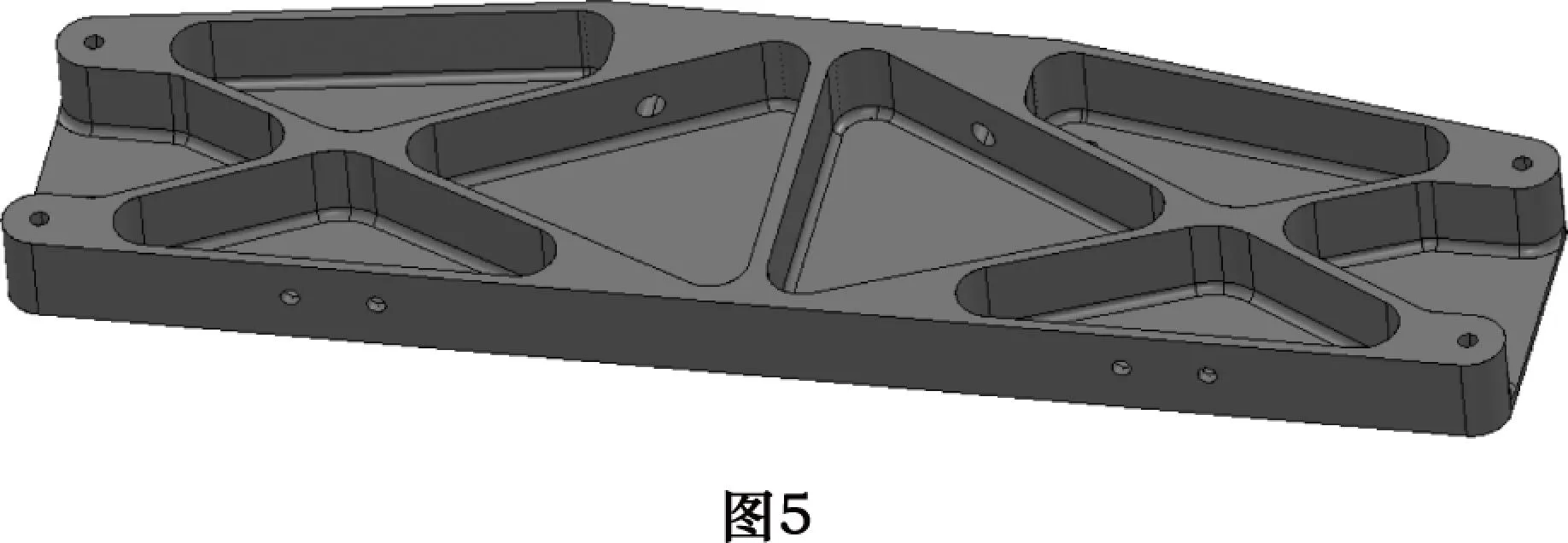
如图5所示某船舶配件,材料为6082铝合金,硬度90~95HB。规格为495 mm×140 mm×35 mm。分别采用大切深小步距、小切深大步距以及Vortex旋风铣3种方法在台湾崴立AA65立式加工中心上进行粗加工测试。具体切削参数如表1所示。
表1

加工方式配件尺寸/(mm×mm×mm)刀具刀具型号直径/mm圆角/mm下切步距/mm切削行距/mm主轴转速/(r/min)切削进给/(mm/min)大切深小步距小切深大步距Vortex旋风铣496×140×35SGSCarbideScarb1633033000300011020003500304120006000
3.1MachineDNA编程
使用MachineDNA编程与传统编程稍有不同。首先,定义测试机床的仿真机床MTD文件,PowerMILL中使用script语言定义各部件运动与父子关系,可选用相似结构的机床进行相应修改,得到所需MTD文件。然后,使用第一步中定义的仿真机床,生成相应的测试程序,在机床上测试。最后,将测试完成后反馈的文件交予MachineDNA系统分析,得到具有当前机床MachineDNA信息的MTD仿真机床文件,整个流程如图6所示。

3.2加工结果分析
使用不同的加工方式,对产品加工的效率以及质量有较大的影响。其影响主要表现在3个方面:加工效率、加工稳定性和加工表面质量。加工时间记录如表2所示。
表2

加工方式加工时间/s大切深小步距1056小切深大步距1487Vortex旋风铣433
(1)加工效率
比较表2加工时间可发现,使用Vortex旋风铣能极大地提高工件的加工效率。相比于“大切深小步距”的加工方式,Vortex节省加工时间623 s,提高加工效率约59%。而相比于小切深大步距的加工方式,Vortex对加工效率的提升可高达70%。
(2)加工稳定性
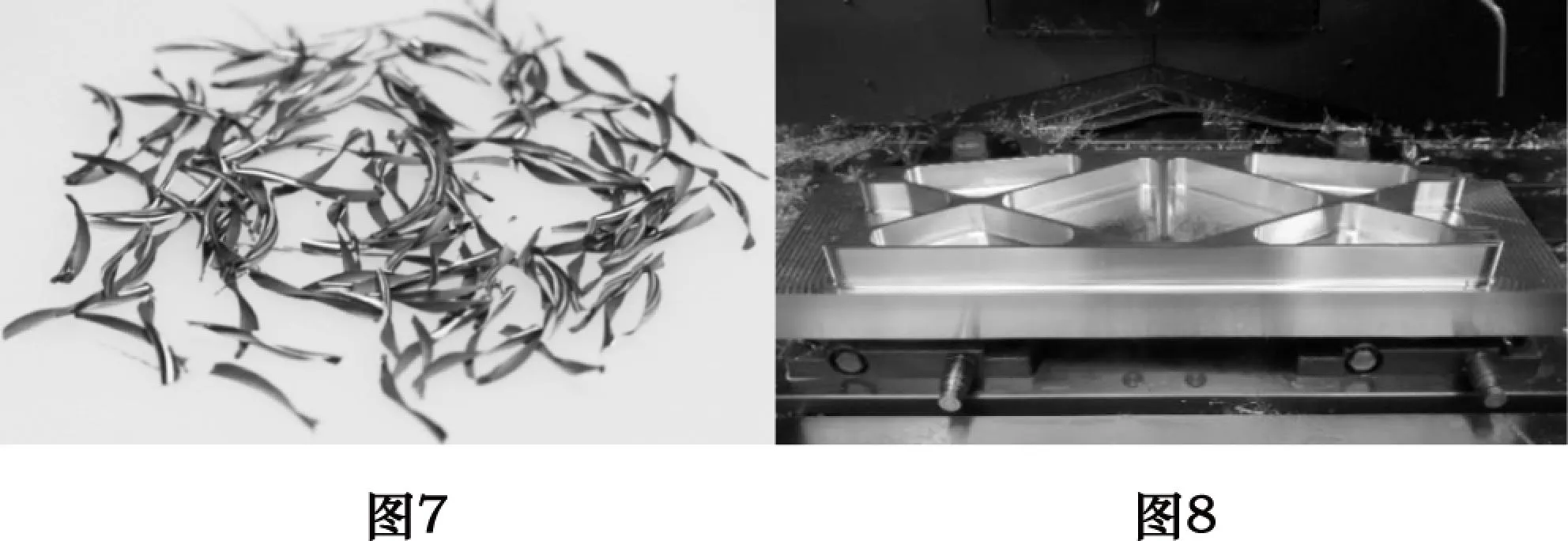
使用前两种加工方式,在加工产品时,时常会产生一些尖锐、刺耳的刀具切削材料的声音。出现这种声音的地方一般在拐角区域,并伴随着机床振动。表明在拐角区域,刀具存在过载现象。而使用Vortex旋风铣切削音调恒定一致,机床稳定无振动。另外,相比于前两者,使用Vortex旋风铣得到的切屑厚度和长度十分均匀(如图7),并且在整个加工过程中,切削进给值保持在恒定值,机床几乎没有加减速。综上几种现象表明,Vortex旋风铣切削时有较好的稳定性,有助于保护机床与刀具。
(3)加工表面质量
使用Vortex旋风铣计算路径时,导入MachineDNA测试机床所得到的数据。路径自动计算最佳点分布值与摆长半径等优化参数。精加工时同样使用MachineDNA,可得到比传统加工更好的精加工表面质量与精度(如图8)。
4 结语
Vortex旋风铣非常适合去除材料量较多类型的产品加工。在加工中刀具与工件始终保持在最佳的接触角度,整个切削过程都在等体积、稳载荷的环境下进行。相比于传统的加工方式,下切步距可达2~3倍的刀具直径,将整体硬质合金刀具的切削能力发挥极致。再结合MachineDNA反馈回来的机床参数,对程序进行优化处理。因此,使用Vortex旋风铣与MachineDNA系统编制出的NC程序,可将CAM软件、刀具和机床三者的潜能最大限度地释放,使加工效率与质量得到较大的提升,打破传统加工所没法实现的技术瓶颈。
[1]Delcam.“数字化先进制造技术”系列解决方案[J].航空制造技术,2013(8):98-99.
[2]翟万略.数控加工新技术MachineDNA应用探讨[J].CAD/CAM与制造业信息化,2014(1):112-115.
(编辑李静)
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
Based on PowerMILL Vortex cyclone milling and MachineDNA system application research
FAN Shaoping
(Department of Mechanical and Electrical Engineering, Sichuan Information Technology College, Guangyuan 628040, CHN)
Whirlwind milling Vortex is Delcam latest high-speed area clearance processing strategy, it can be used for two axis, three axis, positioning five axis and residue processing. Compared with traditional high speed machining method, can save up to 60% of the processing time. MachineDNA is a new patent technology of Delcam, it can capture a single machine tool’s operation characteristics and data, and using the capture data to improve the PowerMILL generated cutting tool path[1]. The combination of whirlwind milling Vortex and MachineDNA improves rough machining efficiency, and at the same time maximize potential of machine tool. Realize processing efficiency maximization under the reasonable safe cutting condition.
high speed machining; Vortex cyclone milling; MachineDNA processing efficiency;isovolume cutting
TG659
B
范绍平,男,1979年生,讲师,主要从事数控制造技术的理论与应用研究。
2015-11-12)
160422
*2014年四川省教育厅理工科重点项目(14ZA0359)
猜你喜欢
中国设备工程(2022年12期)2022-07-11
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2019年2期)2019-03-06
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年9期)2017-11-27
小天使·二年级语数英综合(2017年3期)2017-04-01
小天使·一年级语数英综合(2017年2期)2017-02-16
小天使·一年级语数英综合(2017年2期)2017-02-16
小天使·一年级语数英综合(2016年11期)2016-11-28