
巧设对刀基准面实现“内V型”盘类零件的加工
2016-09-08 01:12刘红艳张明伟济源职业技术学院机电工程系河南济源459000
韶关学院学报 2016年6期
刘红艳,张明伟(济源职业技术学院机电工程系,河南济源459000)
巧设对刀基准面实现“内V型”盘类零件的加工
刘红艳,张明伟
(济源职业技术学院机电工程系,河南济源459000)
通过巧设长度对刀基准面和直径对刀基准面,解决了“反镗刀在长度方向上的对刀”以及“正反镗刀在直径方向上对刀”两个问题,进而总结出一套加工“内V型”盘类零件的工艺方法,该方法可以有效地保证“内V型”盘类零件的加工质量.
对刀基准面;“内V型”盘类零件;锥面加工;位置精度
盘类零件是数控加工中的典型零件之一,一般由端面、外圆、内孔及沟槽等要素组成,广泛应用于具有支撑和连接作用的场合[1].“内V型”盘类零件指的是内孔轮廓包含左右两个锥面、剖面形状呈现V字形的一种盘类零件(见图1).这类零件主要通过V型面来提高装配件的定位及联接精度,故其本身对跳动度、同轴度等位置精度有较高要求[2].如何完成锥面的加工并保证锥面相对于某一基准的位置精度一直是“内V型”盘类零件加工的难点所在.通过增设对刀基准,总结出一种加工“内V型”盘类零件锥面行之有效的工艺方法.这种方法可以减少基准不重合误差、对刀误差、测量误差等因素对零件加工精度的影响,从而达到改善产品质量、提高加工效率的目的.
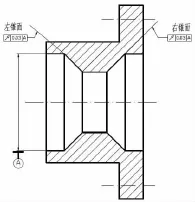
图1 “内V型”盘类零件模型图
1 零件图纸分析
2 工艺难点分析
上述法兰盘的工艺难点主要有两个:一是如何保证两个锥面相对于同一基准的跳动度要求;二是如何保证孔和孔相对于基准S的同轴度要求.
通过分析图2可知,如果先加工30°左锥面,再调头加工45°右锥面,会因为装夹基准的不同而产生基准不重合误差,且无法保证孔和孔相对于基准S的同轴度要求.另外,调头加工还需要二次对刀,会产生对刀误差.综上,这些因素都将会影响加工质量,极易造成产品的不合格率过高.
要想解决上述问题,在制定工艺时必须将两个锥面在一次装夹中完成加工,不可调头分两次加工[3].具体做法是:通过一次性装夹的外圆表面,将反镗刀和正镗刀伸入零件内部完成内孔及左右锥面的加工.在这一过程中,有两个难点需要解决:第一个难点是反镗刀在长度方向上的对刀问题.当反镗刀伸入到法兰盘内部从工件左端(尺寸(32±0.031)的左端面)开始加工时,受三爪卡盘的干扰,操作者无法确定其在长度方向上的加工起点.第二个难点是刀具在直径方向上的对刀问题.在一次装夹的加工过程中,加工基准S用的是反镗刀,而加工孔和孔用的是正镗刀,所以必须采用一定的措施才能保证孔和孔相对于基准S的同轴度.
由此可见,图2中法兰盘的工艺难点已转化为“反镗刀在长度方向上的对刀”以及“正反镗刀在直径方向上的对刀”两个问题.
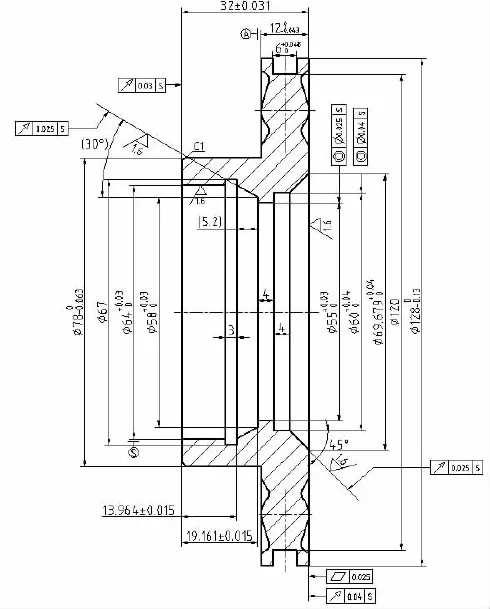
图2 法兰盘零件图
3 确定解决方案
解决“反镗刀在长度方向上的对刀”问题,可在法兰盘的外部寻找一个高精度平面,通过尺寸链换算将其改造为新的对刀基准面[4].从图2可以看出,法兰盘的厚度尺寸(32±0.031)和尺寸精度较高,与基的加工起始端面也有一定的尺寸关联,且易于观察和测量,因此,可以通过尺寸链换算,将的左端面作为反镗刀在长度方向上的新的对刀基准面,其对刀方法见图3.经尺寸链换算并考虑到实际加工需要,可将的左端面到基准孔的加工起始端面的尺寸定为(见图4).
解决“正反镗刀在直径方向上的对刀”问题,需要人为增加一个公共的高精度的对刀基准面,即一个内圆表面.这个对刀基准面可以是零件内部已有的表面,也可以将工艺孔的内表面经加工后获得.正、反镗刀在这个公共的基准面上对刀可以最大限度地降低基准不重合误差,从而保证法兰盘的加工质量.通过对图2的进一步观察,可以将内孔预镗为作为公共对刀基准(见图4).由于该内圆表面是作为对刀基准面在使用,在加工时除了要注意尺寸精度外,还应注意表面粗糙度,加工精度不应低于3.2.准孔

图3 反镗刀的对刀

图4 通过尺寸转换增设对刀基准面
4 制定工艺路线
通过上述分析,可制定如下工艺方案:
1)备料.
2)数控车:三爪卡盘装夹住工件一端,精车另一端端面,外圆达图纸尺寸,深度尺寸为(解决反镗刀在长度方向上的对刀问题).
10)倒角去毛刺.
11)交检.
5 结 语
加工“内V型”盘类零件的锥面时,要想实现较高的位置精度,一定要在工艺过程中增设一个长度对刀基准和一个直径对刀基准,而且这两个对刀基准面越早加工出来越好.长度对刀基准面的实质是通过基准转换,寻找一个便于加工、测量的新基准.在选择这个新基准时,一定要看看它有没有多重性,也就是看看这个新基准能否和设计基准、测量基准或工艺基准中的一个或几个重合起来.除此之外还要看看这个新基准有没有好的工艺性,能否满足零件的设计要求.本文将尺寸120-0.043的左端面作为长度方向上的对刀基准面,一来便于对刀,二来便于测量,因而可以更好地保证成品零件满足图纸要求.直径对刀基准面的实质是建立了一个公共基准,这个公共基准可以是零件内部已有的表面,也可以将工艺孔的内表面经加工后获得.这样的公共基准在正反镗刀对刀时可以减少由于基准不重合带来的加工误差.通过增加长度对刀基准和直径对刀基准可以很好地解决内V型零件的加工难题,从而保证产品的加工质量.
[1]来逢亮.盘类零件的加工工艺分析[J].机械工程师,2014(10):203-204.
[2]郑瑞,罗天鑫.某机床盘类零件制造工艺及工装设计[J].科学资讯,2014(28):58.
[3]上官建林,岳宗平.典型零件的数控加工实例分析[J].河南科技,2015(8):71-72.
[4]王怡,孔雪峰.浅谈机械加工中的基准变换与尺寸链计算[J].价值工程,2015(8):29-30.
[5]张明伟,张学明.浅谈形位公差对数控加工工艺的影响[J].济源职业技术学院学报,2013,12(1):22-24.
On Skillfully Setting the Datum Plane of Cutting Tool to Achieve the Processing of"Inner V Type"Plate-Parts
LIU Hong-yan,ZHANG Ming-wei
(School of Mechanical and Electrical Engineering,Jiyuan Vocational and Technical College,Jiyuan 459000,Henan,China)
In this paper,the tool setting of the reverse boring cutter in the length direction will be improved through adding datum plane of length,and the tool setting on the diameter direction will be improved through adding datum plane of diameter.And a processing will be summed up in this paper,which can effectively ensure the quality of the "inner v type"plate-parts.
datum plane of cutting tool;“inner v type”plate-parts;cone processing;position accuracy
TG659
A
1007-5348(2016)06-0033-04
(责任编辑:李婉)
2016-04-27
刘红艳(1980-),女,河南济源人,济源职业技术学院机电工程系讲师,硕士;研究方向:微生物与免疫学.
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
机械制造(2021年7期)2021-08-23
金属加工(冷加工)(2021年3期)2021-03-27
汽车实用技术(2019年21期)2019-11-22
汽车实用技术(2019年7期)2019-04-18
设备管理与维修(2016年6期)2016-03-16
新疆地质(2015年1期)2015-11-18
制造技术与机床(2015年10期)2015-04-09
新疆石油地质(2015年2期)2015-02-28
淮北师范大学学报(自然科学版)(2014年4期)2014-07-04
