
三甘醇脱水工艺模拟及脱水效果影响因素分析
2016-09-19 08:06陈桂玲胡旭博于浩洋
当代化工 2016年6期
陈桂玲,胡旭博,于浩洋
三甘醇脱水工艺模拟及脱水效果影响因素分析
陈桂玲1,胡旭博2,于浩洋1
(1. 东北石油大学石油工程学院,黑龙江 大庆 163318;2. 中国石油天然气股份有限公司管道大庆(加格达奇)输油分公司塔河输油站,黑龙江 大庆 165200)
三甘醇脱水工艺因其投资低压降小等优势而广泛应用于各油田,而三甘醇脱水效果的好坏直接影响着天然气外输及销售,因此,基于HYSYS软件,对三甘醇脱水工艺进行模拟,并对比分析了诸如原料气进塔温度、TEG贫液浓度及温度、吸收塔操作压力及吸收塔塔板数等因素对于三甘醇脱水效果的影响程度,并合理优选以上参数,以达到最好的脱水状态。以上研究对于油田提高天然气脱水效率,降低投资成本具有一定的理论根据和指导。
三甘醇;脱水工艺;HYSYS;脱水效果;因素分析
天然气外输前有必要进行脱水处理,脱水的目的是将天然气中的H2O脱除至达到外输的水露点要求,使脱水后气体在输送重不产生水合物以致堵塞管道,通常来说,经脱水的干气水露点应低于环境最低温度至少5℃[1]。
常用的脱水工艺有三甘醇脱水法及分子筛脱水法[2]。相比于分子筛脱水,三甘醇的溶剂吸收法具有甘醇易补充、再生所需热量少、投资相比较低且压降小等优点[3],因此,三甘醇脱水法得到了国内油田的广泛应用,同时,也是应用最为成熟的脱水工艺方法。
1 TEG(三甘醇)脱水工艺流程及相关模拟
1.1 TEG脱水工艺流程
目前,TEG脱水主要流程分为以下几个部分:
(1)井流物首先经过三相分离器进行油气水三相分离,分离后气体经加热器加热经TEG吸收塔下方进入,并与由塔上部进入的三甘醇贫液逆流接触,通过气、液传质脱除气体中的饱和水。
(2)吸收塔下部排出的TEG富液经节流降压,并且升温后进入闪蒸罐,闪蒸出少量的烃类及 H2O等,闪蒸后的 TEG 富液进入 TEG预过滤器-TEG 活性炭过滤器-TEG 后过滤器进行三级过滤,以除去其中的杂质及降解产物。出机械过滤器的富液进入TEG贫富液换热器中与出三甘醇重沸器的 TEG 贫液换热后进入三甘醇再生塔。
(3)在三甘醇再生塔中,再生后的TEG 贫液在三甘醇缓冲罐内与TEG富液换热降温后进入 TEG 循环泵(即能量回收泵)增压,最后经干气-贫液换热器进一步冷却后进入TEG吸收塔上部,完成 TEG 的吸收、再生循环过程。
(4)再生塔重沸器采用火管加热。为提高贫甘醇再生质量,在贫液精馏柱上设有汽提气注入设施,汽提气在重沸器中预热后进入贫液精馏柱。
引理 3[5] 设G为群,且|G|=,其中p1,p2,···,pn是一些互不相同的素数,则群G的独立数β(P(G))≥n.
1.2 HYSYS模拟TEG脱水工艺
作为一款强大的石油化工类模拟软件,由于其界面操作方便直观,HYSYS受到了广泛的青睐[4],具体的模拟流程图如图1所示。
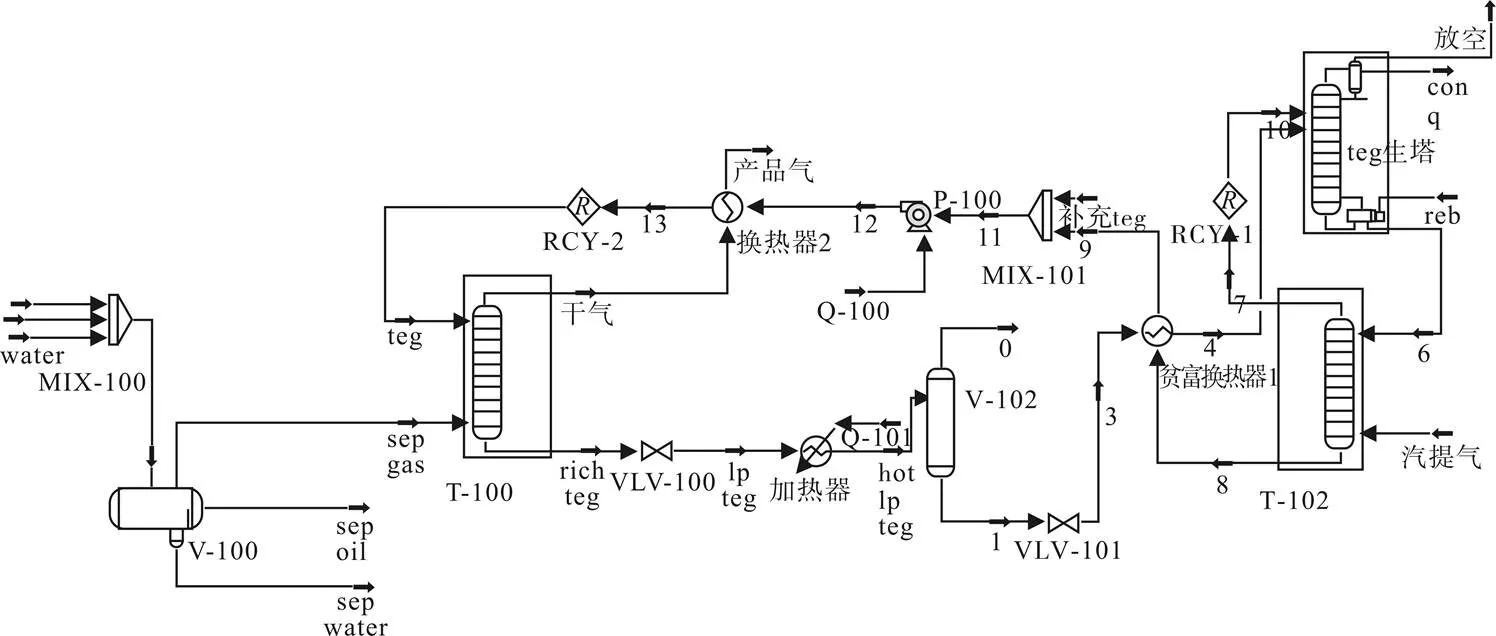
图1 HYSYS模拟TEG脱水流程图
Fig.1 The dehydration diagram of TEG simulated by HYSYS
由三相分离器初步分离后的天然气压力为5MPa,温度为35℃,水露点为34.99℃,水含量为998.1mg/m³,总气量约为2.04×105m³/d,原料气主要组成如表1所示。

表1 原料气主要组分表
脱水后的天然气中水含量应小于155mg/m³,水露点应达到0℃以下(低于最低环境温度5℃,最低环境温度约为5℃)。模拟过程中,吸收塔理论塔板数为3,TEG贫液浓度为98.6%,循环量为0.2m³/h,通过模拟计算,脱水后干气水露点约为-0.05℃,含水量约为80.27 mg/m³,其组成如表2所示。

表2 干气主要组分表
2 脱水效果影响因素分析
2.1 原料气进塔温度对脱水效果的影响
吸收塔工作压力约为5MPa,TEG贫液浓度为98.6%,TEG贫液温度为37 ℃,取TEG贫液循环量为0.2 m³/h,研究此工况下,不同理论塔板数时原料气温度对脱水效果的影响,其变化曲线如图2所示。

图2 原料气温度对脱水效果的影响
由图表分析可知,干气含水量随着原料气温度上升而上升,当理论塔板数为3时,随着原料气温度由20℃上升至50℃,干气含水量由31.62mg/m³升高至216.1 mg/m³,原因可分为两点:(1)由于三甘醇吸水为放热过程,而原料气温度的升高会抑制这种吸水过程;(2)温度的升高会导致水蒸气在天然气中的溶解度升高,而在TEG水溶液中的溶解度降低。
因此,过度升高原料气进塔温度会降低脱水效果,反之,过低的天然气温度会增大TEG贫液的粘度,大大影响脱水效果,在此工况下,优选原料气进塔温度为35 ℃。
2.2 TEG贫液浓度对脱水效果的影响
原料气进塔温度为35℃,吸收塔工作压力为5Mpa,在吸收塔理论塔板数为3的情况下分析不同TEG循环量时TEG浓度对脱水效果的影响,其变化曲线如图3所示。
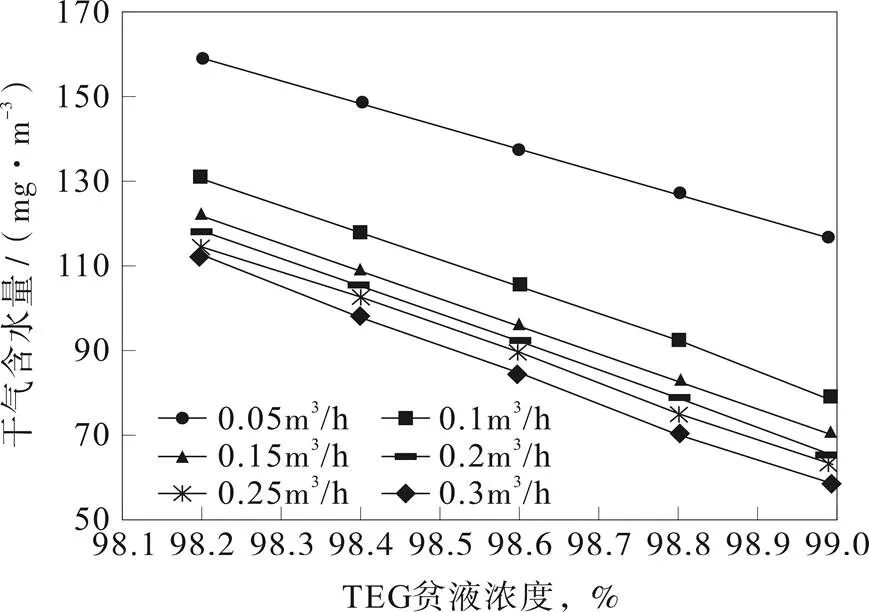
图3 TEG贫液浓度对脱水效果的影响
从总体变化趋势上来看,随着TEG贫液浓度由98.2%逐渐增大到99%,干气含水量逐渐降低。因为TEG浓度的增大会直接减少溶液中水的含量,从而推动了水蒸气在原料气和TEG贫液中的传质过程。
另一方面,当TEG贫液浓度不变,TEG循环量由0.05 m³/h增加至0.3 m³/h时,干气含水量的降低程度逐渐减缓。这是因为TEG循环量的增加会导致其溶液中水含量的增加,从而阻碍了气液传质,同时也易发生液体再携带过程,影响了天然气脱水效果。
2.3 TEG贫液温度对脱水效果的影响
吸收塔工作压力为5 MPa,TEG贫液浓度为99%,在吸收塔理论塔板数为4的情况下分析不同TEG循环量时TEG溶液温度对脱水效果的影响,其变化曲线如图4所示。
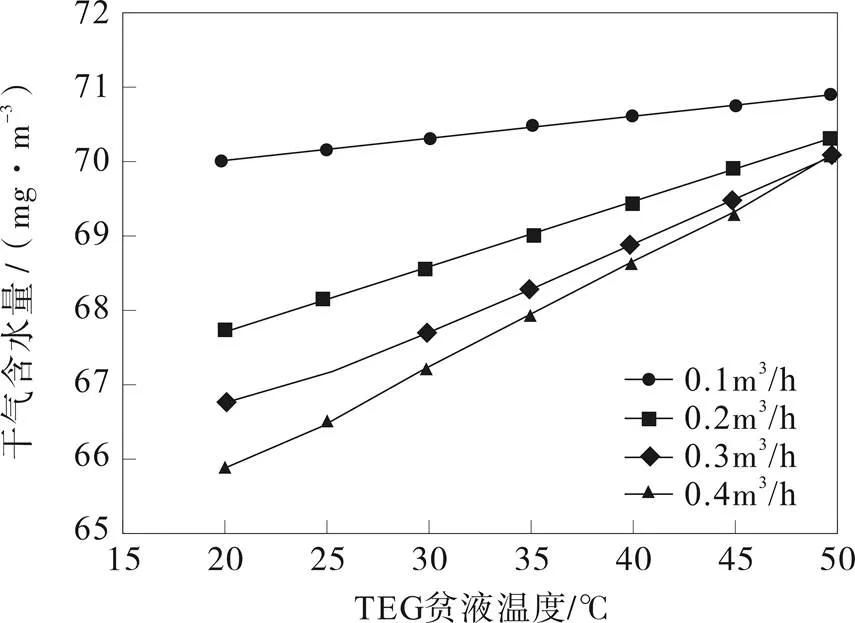
图4 TEG贫液温度对脱水效果的影响
从整体变化趋势上来看,干气含水量随着TEG贫液温度的升高而增大,这是因为温度过高影响了气液传质过程,因此,当TEG贫液温度在50 ℃时,即使将TEG贫液循环量从0.2 m³/h提高至0.4 m³/h,脱水效果也不会被改善。
然而,过低的TEG贫液温度也会导致烃类气体的冷凝,引起甘醇的发泡现象, TEG贫液温度应尽量控制在27~38 ℃间,因此,选取的最优贫液温度为37 ℃。
2.4 吸收塔塔板数对脱水效果的影响
在吸收塔工作压力为5MPa,原料气温度为35 ℃,TEG贫液温度为37 ℃、循环量为0.2 m3/h时,分析不同理论塔板数下,TEG溶液浓度对脱水效果的影响,其变化曲线如图5 所示;随后在吸收塔工作压力为5 MPa,原料气温度为35 ℃,TEG贫液温度为37 ℃、浓度为98.6%时,分析不同理论塔板数下,TEG贫液循环量对脱水效果的影响,其变化曲线如图6所示。
从整体变化趋势上来看,随着TEG贫液浓度和塔板数浓度的增加,干气中含水量逐渐降低,因为塔板数的增多可以增加气液传质过程中的接触面积和时间。
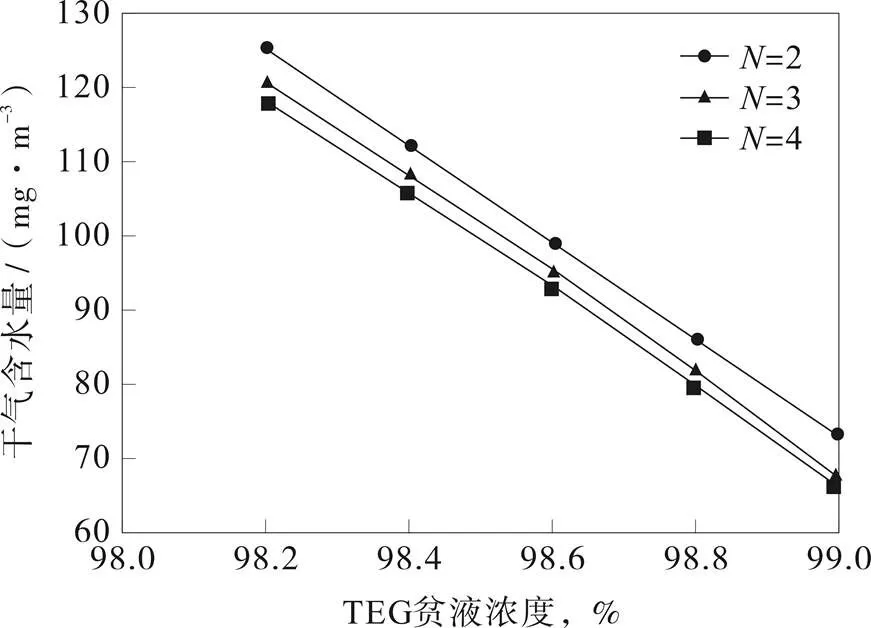
图5 不同塔板数下TEG贫液浓度对脱水效果的影响
TEG贫液浓度固定为98.8%时,理论塔板数从2增加到3时,干气含水量降幅为5.2 mg/m³;而当理论塔板数从3增加到4时,干气含水量降幅仅为0.9 mg/m³,由此分析可知,TEG贫液浓度一定时增加塔板数,干气含水量的降幅逐渐减小,这是因为过多的塔板数会加大气液传质的阻力,进而影响脱水效果。
当TEG贫液循环量一定时,增加塔板数促进了TEG溶液的吸收效果,同时,增加塔板数也可以帮助降低TEG贫液的循环量。
然而,醉着TEG循环量的继续增加,干气含水量的降低趋势变缓甚至出现了含水量增多的现象,另外,随着理论塔板的增加,干气含水量的降低幅度也有所减小。因为,TEG循环量或者塔板数的过度增加都会妨碍气液传质进程,从而影响脱水效果。
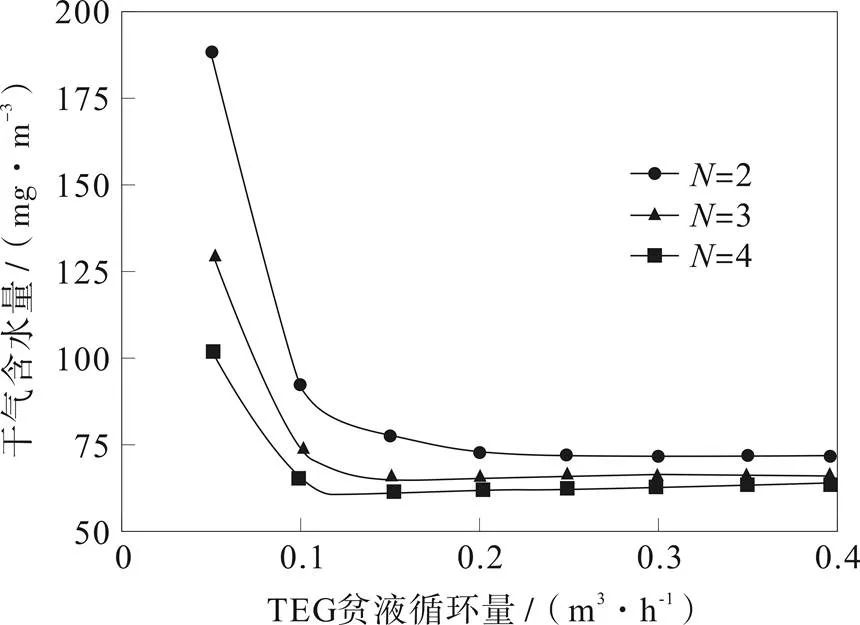
图6 不同塔板数下TEG贫液循环量对脱水效果的影响
针对本次模拟,在满足干气水露点的情况下,要优选塔板数及TEG贫液循环量:当=2时,优选TEG循环量为0.3 m³/h;当=3时,优选TEG循环量为0.2 m³/h;当=4时,优选TEG循环量为0.15 m³/h。
2.5 吸收塔工作压力对脱水效果的影响
当TEG贫液浓度为98.6%,原料气温度为35℃的情况下分析不同理论塔板数下吸收塔工作压力对脱水效果的影响,其变化曲线如图7所示。
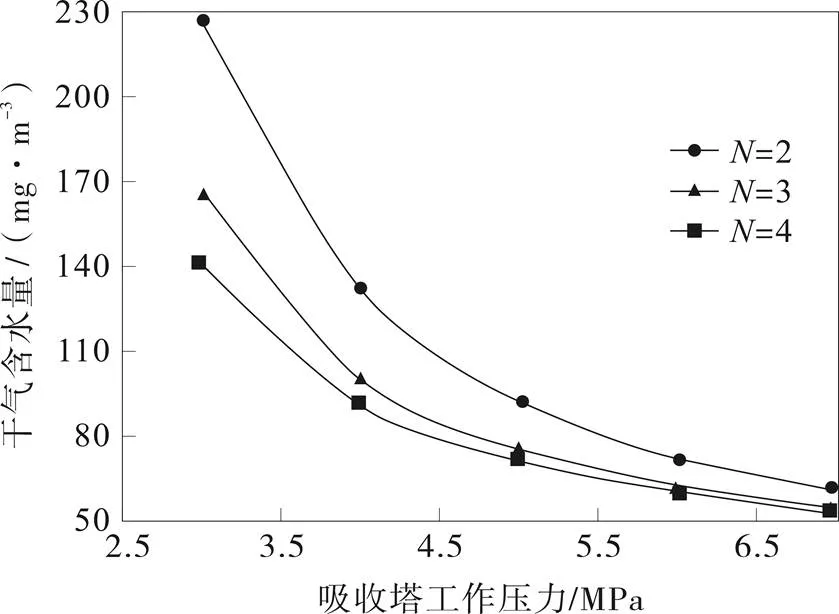
图7 不同塔板数下吸收塔工作压力对脱水效果的影响
整体趋势上来看,增加吸收塔压力及塔板数,干气中含水量降低,这是因为吸收塔中压力升高后会增加水蒸气在天然气中的分压[5],从而促进了水蒸气在TEG溶液中的溶解度,提高了天然气脱水效果。
然而,在压力高于5 MPa后,TEG的吸收速度反而有所减缓,因为压力过高会阻碍原料气与TEG贫液的逆流接触,也易发生液体再携带现象,影响脱水效果。最终本次模拟选取的最优吸收塔压力约为5 MPa。
3 结 论
(1)原料气进塔温度、TEG贫液浓度及温度、吸收塔操作压力及吸收塔塔板数等对脱水效果均有不同程度的影响。相对而言,适当的降低原料气及TEG贫液温度;增加TEG贫液浓度、TEG循环量、吸收塔操作压力及塔板数可以降低干气含水量,提高脱水效果。
(2)通过HYSYS模拟计算及分析,确定在此工况下原料气的最佳进塔温度为35 ℃,TEG贫液浓度为37 ℃,吸收塔工作压力为5 MPa;当选取的理论塔板数为3,TEG贫液浓度为98.6%时,最佳的TEG循环量为0.2 m³/h,经过模拟分析可知脱水合格后的干气水露点为-0.05 ℃,符合天然气外输要求。
[1] 祁亚玲. 天然气水合物和天然气脱水新工艺探讨[J]. 天然气与石油,2006,24(6):35-38.
[2] 胡耀强,何飞,韩建红. 天然气脱水技术[J]. 化学工程与装备,2013(3):151-153.
[3] 郝蕴. 三甘醇脱水工艺探讨[J]. 中国海上油气:工程,2001,13(3):22-29.
[4] 刘家洪,周平. 浅析HYSYS 软件在三甘醇脱水工艺设计中的应用[J]. 天然气与石油,2000,18(1):18-19.
[5] 夏清,陈常贵. 化工原理(下册)[M]. 天津:天津大学出版社,2005:80-84.
Simulation of TEG Dehydration Process and Analysis on Influence Factors of Dehydration Effect
CHEN Gui-ling1, HU Xu-bo2, YU Hao-yang1
(1. The Northeast Petroleum University, Heilongjiang Daqing 163318, China; 2. Daqing branch company in PetroChina Company Limited,Heilongjiang Daqing 165200, China)
Because of its advantages of small investment and low pressure drop,TEG dehydration process is widely used in various fields, however, effect of TEG dehydration directly affects the transmission and distribution of natural gas.In this paper, based on HYSYS software, the TEG dehydration process was simulated, the influence of feed temperature, TEG lean solution concentration and temperature, absorber operating pressure and plate number of absorption tower on TEG dehydration degree was analyzed, and then reasonably optimized parameters were determined in order to achieve the best state of dehydration. The research can provide a certain theoretical basis and guidance for increasing gas dehydration efficiency and reducing the cost of investment.
Triethylene glycol; Dehydration process; HYSYS; Dehydration effect; Factor analysis
TE 644
A
1671-0460(2016)06-1197-04
2016-05-09
陈桂玲(1991-),女,黑龙江省大庆市人,在读研究生,研究方向:复杂流体计算与模拟。E-mail:849323302@qq.com。
猜你喜欢
天然气化工—C1化学与化工(2022年5期)2022-10-28
石油与天然气化工(2022年4期)2022-08-18
氯碱工业(2022年5期)2022-08-01
广州化工(2022年11期)2022-06-29
水泵技术(2021年3期)2021-08-14
安徽化工(2020年5期)2020-10-16
石油学报(石油加工)(2020年4期)2020-09-27
化工管理(2020年19期)2020-07-28
化工技术与开发(2020年6期)2020-06-24
化工进展(2020年3期)2020-04-01
