φ5.03 m×6.4 m型球磨机小齿轮轴装配及维护措施
2016-09-20 05:44李黔峰
现代矿业 2016年8期
李黔峰
(五矿邯邢矿业有限公司)
φ5.03m×6.4m型球磨机小齿轮轴装配及维护措施
李黔峰
(五矿邯邢矿业有限公司)
针对五矿邯邢安徽开发矿业公司的7台φ5.03m×6.4m型球磨机频繁出现小齿轮齿面点蚀、塑性变形等现象,详述了该型号球磨机小齿轮轴的装配及维护措施。应用实践表明,在球磨机使用过程中,针对性的措施可以有效地保证球磨机大小齿轮啮合状况,保证球磨机的作业率、充分发挥其工作效能。
球磨机小齿轮轴维护措施
1 问题的提出
φ5.03m×6.4m型球磨机是非煤矿山选矿厂常用的一款球磨机。五矿邯邢安徽开发矿业有限公司选矿车间共使用7台该型号的球磨机。在生产运行过程中,该球磨机小齿轮齿面点蚀、塑性变形等现象频繁出现,给正常的生产运行带来了非常大的影响。如2014年5月1日,3#球磨机振动声音大,小齿轮表面材料剥落情况严重,致使整个球磨机安装平台震动剧烈;2015年2月27日,1#球磨机盘车检查小齿轮润滑情况时,发现有一根齿有340mm长的撕裂(背面与正面分别为60mm、280mm),齿根处材料脱落30mm,其中裂纹总长约1m,齿轮两侧轴上各有120、140mm长的裂纹。
如何改善球磨机传动齿轮齿面啮合状况,需要研究制订针对性的预防措施。
2 球磨机小齿轮齿面点蚀、断齿原因分析
经过视频检测及小齿轮震动数据可以看到,7台球磨机中有4台出现齿面点蚀及表面材料剥落现象,小齿轮震动加速度检测数据接近大型设备的正常运转上限值(9mm/s2),球磨机的整体运行状况非常差。
检查发现:①小齿轮一直使用贝奇尔公司生产的开式齿轮专用润滑脂(L-OGBM000-55),该润滑脂黏度较低,在球磨机齿面基本无法形成油膜,缺乏有效的润滑保护;②球磨机喷射润滑报警系统工作不可靠,系统处于动作状态的时候喷油口没有油脂喷出;③出现断齿的原因是小齿轮在生产过程中的热处理工艺有问题,属于备件材质问题。
3 球磨机小齿轮轴的装配
3.1拆除润滑系统各油路及其附件
首先,拆除球磨机大齿圈护罩固定螺栓,将大齿圈护罩移至空旷水平位置;同时,将小齿轮喷油装置的喷嘴组件接头松脱,将6根喷油管分别标注好安装位置后连接固定;其次,关闭球磨机小齿轮轴组2个轴承座的进油管阀门,拆除2根进油管的同时,拆除轴承座上端盖螺栓,将轴承座上端盖吊运至干净棉布铺设的水平地面上,且小齿轮轴轴承座上端盖上的吊环螺栓仅用于起吊轴承盖本身,不用于起吊整个传动轴齿轮组。
3.2气动离合器拆除
拆除前在气动离合器的轮毂上用记号笔做好标识,以确保安装时各部件配合位置不变,拆除气动离合器上气管组件、2轮毂连接螺栓及轴向锁紧装置,将气动离合器2个轮毂分别拆除移开。
3.3小齿轮轴组拆卸
断开慢驱传动装置与小齿轮轴组的链接,用游标卡尺测出球磨机小齿轮轴轴承座的各条定位螺栓的螺纹位置并进行详细记录,使用天车挂吊装专用袋将小齿轮轴组小心缓慢吊起,将新旧小齿轮轴组装车运走,吊运时注意不得损伤小齿轮轴组加工表面,不得使小齿轮轴组产生永久变形,不得损坏外部包装。
3.4 新旧小齿轮轴组运输、拆除,安装慢驱侧机械离合器和气动离合器轮毂轴套
对旧小齿轮组一端半离合器轴套均匀加热,使用500t卧式压力机将半离合器轴套从小齿轮轴上压掉,以相同方法将小齿轮轴组另一端的气动离合器轮毂轴套拆掉。采用油浴加热的方法将半离合器轴套和气动离合器轮毂轴套安装到新的小齿轮轴上,安装过程中应确保小齿轮轴表面清洁、无毛刺或刮痕,检查轴和孔的直径是否可正确配合。将键敲入键槽,确保其到达键槽底部。彻底清洗各零件后测量配合孔和轴的实际尺寸,计算实际过盈量,根据过盈量和零件尺寸确定热装的加热温度、加热时间和保温时间。零件加热后应以内卡钳量取其膨胀量,避免因膨胀量不够造成组装困难。轴套应装至端面与齿轮轴端面平齐位置,固定到位,然后让其冷却。
3.51#球磨机出现断齿后小齿轮轴的更换数据3.5.1小齿轮轴对中调整
将组装好两端轴套的新小齿轮轴组运回后,彻底清洗底座、轴承箱等零部件,所有零件均应去除毛刺、飞边和划痕以免影响安装。对中轴承座,对中大小齿轮面,盖上轴承盖,螺栓拧紧(注意轴承座和轴承盖必须按原来的配对组装不能互换)。
安装小齿轮轴后,将轴承座顶丝顶至标记号的位置,然后设定基准,在高压电机轴段法兰轴套上安装一个刚性托架来固定2个百分表,将2个百分表探针对准小齿轮轴组轮毂轴套的法兰端面(2个探针点中心对称,且靠近法兰边缘);在端面分别取4个点(每90°取1个点),转动高压电机轴,分别读出2个探针在4个点的读数,当百分表探针复位后测量数据与初始测量数据一致时,方能确定小齿轮轴及高压电机轴均已固定,测量出的小齿轮轴径向跳动和端面跳动数据为可靠值。
由上述步骤测量出小齿轮轴径向跳动和端面跳动数据见图1。
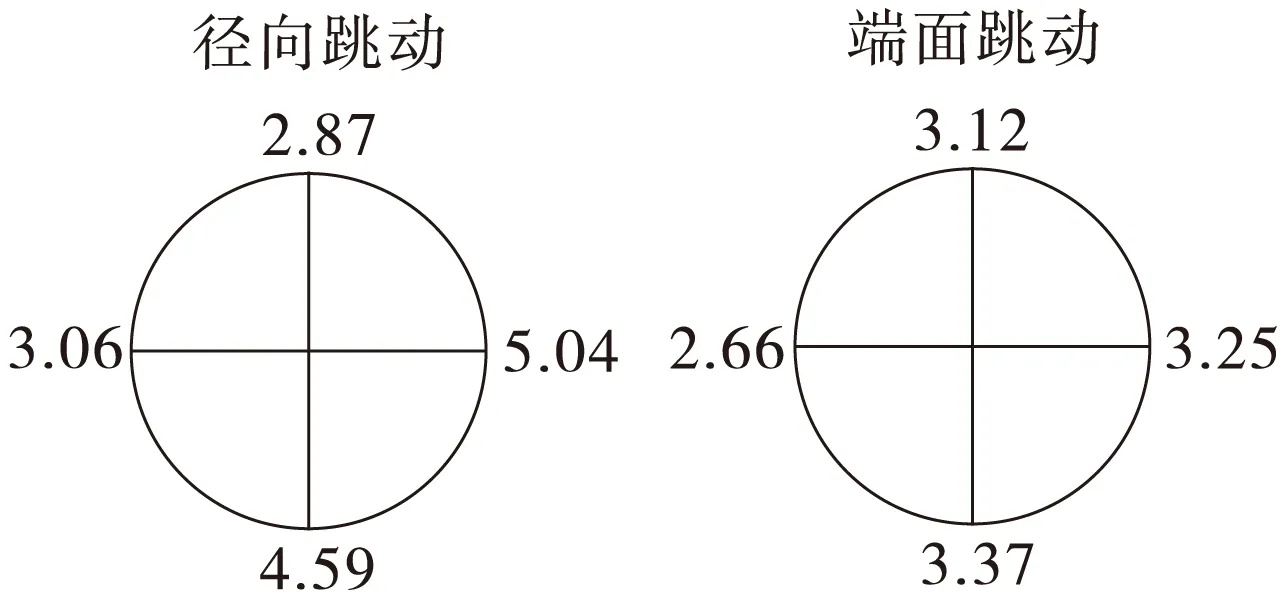
图1 小齿轮轴原始数据(单位:mm)
由测量数据可知,小齿轮轴径向跳动和端面跳动不在允许偏差范围内。通过同时调整2个轴承座顶丝来调整测出水平方向的偏差,使之偏差尽量小;通过轴承座底座叠铜片来调整测出垂直方向的偏差。经过多次调整轴承座顶丝、调整轴承座底座铜片数量(慢驱侧130道、主电机侧90道)和多次对小齿轮轴径向跳动和端面跳动的测量,最终得到了一组测量数据见图2,使得小齿轮轴径向跳动和端面跳动在允许偏差范围内。

图2 最终调整安装数据(单位:mm)
从图2可以看出:①径向上下跳动偏差为0.2mm,上偏差10道,符合球磨机启动时高压电机的浮起量要求,因此数据有效;②左右径向跳动偏差为0.1mm,满足轴的对准径向偏差不超过±0.127mm的要求,因此数据有效;③端面上下跳动偏差为0.01mm,满足轴的端面偏差范围要求,因此数据有效;④端面左右跳动偏差为0.02mm,满足轴的端面偏差要求,因此数据有效。
由上可知,目前小齿轮轴安装位置基本可以保证小齿轮轴与筒体轴的平行度要求,符合标准,数据有效。
3.5.2大小齿轮间隙检测
将2个百分表分别固定在大齿圈的东西两侧,在大齿圈上等分,取12个点,对大齿轮径向跳动进行测量,结果见表1。

表1 大齿轮的径向跳动值 mm
使用慢驱传动装置,按照工作转向转动大齿轮,检查啮合点的接触位置和齿侧齿顶间隙。应该测量4 点,在大齿轮上分90°进行,大齿轮最适合的测点在大齿轮的最大径向跳动处。
以12#齿的径向跳动量为标准,分别取径向跳动最大的4个点(1#、5#、7#、9#)进行齿侧隙与齿顶隙测量,结果见表2。

表2 齿顶隙与齿侧隙值 mm
从表2可以看出,大小齿轮的东西两侧齿顶间隙与齿侧间隙在偏差范围以内,同时,测量出的齿顶间隙与齿侧间隙数值在大型设备齿轮啮合间隙范围内,在保证了小齿轮轴与筒体轴心平行度的前提下,虽然齿顶间隙及齿侧间隙偏大,但是能够满足球磨机正常运行要求。
当所有的测量数据符合要求后,将所有螺栓拧紧到100%的预紧力矩,记录最终的径向和轴向跳动,确保最终数据符合要求。背紧所有调整螺栓的防松螺母。
3.6安装气动离合器
安装前应彻底清理气动离合器上油、油脂或灰尘,油和油脂的污染会导致传递力矩能力下降,过多的灰尘则会使分离不彻底,任何一种情况发生都会引发离合器打滑而导致过热。将双排离合器分成两半,记下进气管的方向,记下另一个轮毂的凸缘相对于另一半离合器的进气管的位置,将摩擦轮毂滑入离合器中。用合适的螺栓和垫圈,将轴向锁紧装置装到另一个摩擦轮毂的凸缘上,与其余离合鼓凸缘连接起来。在轮毂上有锥孔,用以装配螺栓。将离合器、摩擦轮毂(轴向锁紧装置)提升到安装位置。将带有柱销的轮毂上的锥孔,同另一个已安装在轴套上的轮毂的锥孔对准,确保柱销与母孔完全配合。使用轴向锁紧装置,在轴间提升离合器时要特别小心。轴向锁紧装置的安装板很容易与离合器法兰表面粘在一起。对准进气管,重新组装离合器的两半,确保垫圈处于离合器间的位置正确。重新装上进气管,在进气管上安装气管垫圈。金属支撑垫圈朝向将离合器进气管与法兰中的气管道对准,并用合适的紧固件将离合器安装到法兰上,保证离合器与法兰的对应部位完全配合。用合适的螺栓和垫圈,将轴向锁紧装置安装到法兰上。旋转电机轴,向磨机方向推动法兰,直到轴向锁紧装置的安装板与法兰面靠齐,然后拧紧螺栓。按照原始位置安装大齿轮、慢驱离合器和气动离合器罩。
3.7试车调试
试车之前应进行全面检查,包括机械部分、电气部分及润滑系统安装正确,用慢速驱动装置盘车,检查大齿轮与齿轮罩,气动离合器鼓轮与摩擦履之间是否有相互干涉情况。
启动同步电机,闭合气动离合器,同时开启喷雾润滑系统。大小齿轮运转应平稳正常,声音均匀,无周期冲击噪声,震动加速度为3.4mm/s2(远低于大型设备震动加速度极限值9mm/s2),各轴承温度稳定,不超报警值。
平稳运行一周后,检测数据均处于正常值,1#球磨机运行状况良好,小齿轮轴更换效果良好。
4 球磨机小齿轮的维护措施
(1)将所有的球磨机齿轮油更换为福斯开式齿轮润滑剂(ceplattynKG10HMF), 此型号润滑剂为齿轮磨合油,适用于磨合初期状态下大型设备齿轮润滑。经过1周的磨合,再更换为开式齿轮润滑脂(长城7420),齿面能够形成油膜。
(2)完善设备点巡检制度,加强球磨机喷射润滑系统知识培训。针对喷射润滑系统程控报警不可靠的情况,将点检对象改变为喷油系统油路上的压力表,表动则油喷。
(3)建立小齿轮检查机制,每月检修期间拍摄小齿轮慢速盘动视频,监测齿面状况;每周收集小齿轮震动数据及齿面温度数据。根据收集的数据及画面判断齿面啮合状况,及时做好调整、紧固、清洁、润滑保养等工作。
5 结 语
由上可知,在球磨机使用过程中,如果有针对性地采取措施,就可以有效地保证球磨机大小齿轮啮合状况,对保证球磨机的作业率、充分发挥工作效能有着重要意义。
2016-06-26)
李黔峰(1966—),男,科长,工程师,056001 河北省邯郸市丛台区朝阳路88号。
猜你喜欢
技术与市场(2022年7期)2022-07-16
装备制造技术(2020年1期)2020-12-25
重型机械(2020年3期)2020-08-24
航空维修与工程(2020年3期)2020-04-10
少儿科学周刊·少年版(2020年9期)2020-03-04
水电站机电技术(2020年1期)2020-02-28
时代汽车(2019年6期)2019-07-09
水电与抽水蓄能(2019年1期)2019-03-08
水泥技术(2019年1期)2019-02-26
中国设备工程(2018年15期)2018-01-31