浅析臂座部件轴套剪短的优缺点
2019-07-09 23:33李丹
时代汽车 2019年6期
李丹

摘 要:臂座部件中的轴套主要为降低铆钉与臂座孔的摩擦,保证刮臂压力及刮臂运行过程中无异响。而轴套也因臂座宽度不同种类繁多,为标准化工作带来了一定的制约。为实现轴套的标准化,我们将原本长度各异的长轴套更改为两个固定长度的短轴套,装配在臂座头部轴套孔的两侧,实现标准化。本文以某刮臂为例,主要对比了轴套由原来的长度为24mm更改为两个长度为10mm的短轴套后,其装配性能和压力衰减性能。经对比验证,在裝配时,两个短轴套的装配效率低于原来的轴套,且对臂座轴套孔要求是完整的通孔,不能是半壁孔;经过抬-放试验证明两个短轴套的压力衰减性能优于原长轴套。
关键词:轴套;标准化
1 概述
臂座部件中的轴套在刮臂的装配及运行过程中起着至关重要的作用,一方面,减小刮臂在运行过程中铆钉与臂座的摩擦阻力,保证拉力弹簧的形变力正常传递到钩头/连接支架,以便给刮片提供刮刷所需的刮臂压力;另一方面,降低刮臂运行过程中因铆钉与臂座孔摩擦带来的异响。
目前,使用在臂座部件上的轴套按照材料分类主要有粉末冶金轴套、复合轴套和塑料轴套。粉末冶金轴套是由金属粉末烧结而成,主要是铜基和铁基,其优点是价格较低,耐磨性好,但其润滑性能表现一般。复合轴套由不同组分(金属、塑料、固体润滑材料)合成,以钢板为基体、中间烧结球形青铜粉、表面轧制聚四氟乙烯(PTFE)和铅的混合物,或表面轧制改性聚甲醛(POM)卷制而成。其优点是耐磨性好、润滑性好,价格介于粉末冶金和塑料轴套之间,但因其是卷制而成,因此在加工时对产品的长度和孔径有一定的限制。塑料轴套是近些年刚发展起来的新兴产业,在臂座部件轴套方面,因为要保证一定的耐磨性和润滑性,对其材料有一定的限制,加上制造工艺的要求较高,因此,目前该类轴套成本较高。
目前使用较多是粉末冶金轴套和复合轴套。其中,根据臂座部件的头部宽度,轴套的长度又有很多种,为标准化工作带来了一定的制约。目为实现轴套的标准化,我们将原本长度各异的长轴套更改为两个固定长度的短轴套,装配在臂座头部轴套孔的两侧,实现标准化。本文主要是以某刮臂为例,将臂座轴套更改为2个10mm的短轴套,分别装配在臂座头部的两侧,与原来的一个24mm的轴套进行装配性能和压力衰减性能的对比。
2 装配性能对比
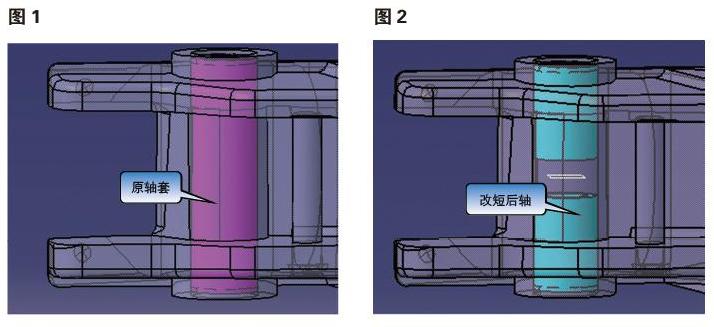
原轴套在装配时需先将臂座轴套孔进行扩孔,再进行压装,在压装时可一次压装完成(如图1所示);将长轴套更改为两个短轴套后,则在扩孔完成后,需分别从两边压装两个短轴套(如图2所示)。另外,对臂座轴套孔而言,原状态的一件长轴套可与全壁的轴套孔配合(如图3所示),也可与部分半壁的轴套孔配合(如图4所示),但为了保证安装的可靠性,短轴套在使用时必须与全壁的轴套孔配合,否则会出现压装不牢及外观不良。
3 压力衰减性能对比
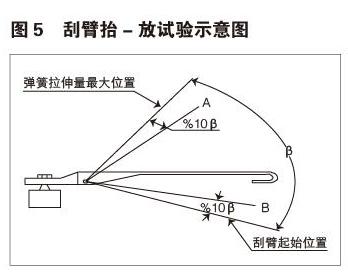
为对比验证轴套更改前后刮臂的压力衰减性能,首先进行抬-放3000次的试验,根据辉门汽车公司刮臂性能试验标准《0-FP-151WEARANDTEAROFSPRING》的要求,对刮臂进行3000次的抬升试验。试验方法如图5所示:将刮臂从B线抬升至A线,再从A线降落至B线即为一个工作循环,共进行3000循环的试验。试验后计算刮臂压力的衰减量,要求衰减量≤10%。
我们分别装配了三种刮臂,类型Ⅰ为原轴套(粉末冶金,长度为24mm),类型Ⅱ为两个短轴套(粉末冶金,长度为10mm),类型Ⅲ也为两个短轴套(复合轴套,长度10mm)试验结果见表1、2。
由以上验证可知,轴套更改为两个短轴套后压力衰减性能明显优于原轴套,另外,复合轴套压力衰减性能又优于粉末冶金轴套。
4 结论
由以上的验证可知,在装配性能方面,臂座轴套由一个长轴套剪短为两个短轴套后,其对臂座轴套孔要求必须为全壁结构,且在轴套压装过程中需分别从两边压装两个短轴套。在压力衰减性能方面,改后的两个短轴套的压力衰减性能优于原轴套,且提高了一倍之多。轴套剪短后,可将轴套标准化为1种短轴套,实现轴套的标准化,便于进行现场及零件的管控。
参考文献:
[1]《0-FP-151WEARANDTEAROFSPRING》.1996.
猜你喜欢
健康体检与管理(2022年4期)2022-05-13
中国质量与标准导报(2021年4期)2021-11-02
作品(2019年3期)2019-09-10
电脑报(2019年17期)2019-09-10
环球时报(2017-12-25)2017-12-25
作文大王·低年级(2017年11期)2017-12-05
教育教学论坛(2017年31期)2017-08-30
中学生数理化·八年级物理人教版(2017年2期)2017-03-25
学苑创造·A版(2017年1期)2017-01-19
数学大王·低年级(2016年3期)2016-03-11