西门子S120伺服驱动器在弹性磨盘半自动成型机中的应用
2016-09-25 00:46吕丽平贾伟娜
河南科技 2016年9期
吕丽平 贾伟娜
(郑州升达经贸管理学院信息工程系,河南 郑州 451191)
西门子S120伺服驱动器在弹性磨盘半自动成型机中的应用
吕丽平贾伟娜
(郑州升达经贸管理学院信息工程系,河南郑州451191)
本文提出一种采用西门子S120伺服驱动器设计弹性磨盘半自动成型机的技术方案,重点分析采用Starter调试软件提供的伯德图及伺服驱动器S120中集成的数字滤波器功能,在保证系统稳定性的前提下,将伺服电机的电流环、速度环及位置环的比例、积分时间闭环参数调整到最佳值,从而实现设备工艺对定位精度及高动态响应的要求。
弹性磨盘;伺服驱动器;伯德图;数字滤波器
弹性磨盘是磨具的一种,也称百页轮,又称平面砂布轮、百页片,英文名称“Flap Discs”。弹性磨盘是金属和非金属表面处理的最佳研磨产品。
弹性磨盘以钢纸或轻金属基体,将一定的几何尺寸的棕刚玉或锆刚玉砂布块呈扇形(每块砂布在托盘平面的粘结夹角为10°~30°)叠加排列粘结在基体上而制成的盘式涂附磨具,在角向磨光机上使用,可以和树脂钹形砂轮直接互换。其具有较强的弹性,较高的抗拉、抗弯强度,自锐性好、磨削量大、效率高,适用于焊接及冲压飞边的打磨,采用锆刚玉制造的磨盘,对不锈钢焊缝的打磨具有较高的性能价格比。
弹性磨盘一般有36页、56页、72页、80页等几个种类,粒度一般在40#~320#,材质有棕刚玉、锆刚玉、碳化硅等,可用于造船、汽车、航空、机械、仪表、桥梁及建筑行业以及家具的金属和非金属材料的各种型面除锈、除漆、除毛刺、打磨焊缝。
弹性磨盘半自动成型机是集打胶、涂胶、切片、置片和成型于一体,只需要1位操作员操作,即可生产100~180不同规格的百叶轮,单片最快5s即可完成。与早期需要多人操作的成型机相比,具有自动化程度高、效率高、性价比明显等优点。选用相应的配件可以生产100 (10.16cm)、115(11.43cm)、125(12.70cm)、150(15.24cm)、180(17.78cm)和T27、T29等不同规格的百叶轮;适用于弹性磨盘的成批生产。
1 设备及工艺介绍
1.1设备功能介绍
弹性磨盘半自动成型机设备中各主要组成部分的功能如下。
1.1.1打胶部分。该部分主要完成胶料混合搅拌功能,完成的混合胶料供涂胶机使用。
1.1.2涂胶部分。该部分完成基盘的涂胶功能,由供料电机从打胶设备将胶料输送到涂胶嘴,基盘电机带动基盘匀速旋转,完成360°旋转,将胶料均匀地涂到基盘上。
1.1.3六工位切换转盘。该部分由1台电机驱动,在切片完成后实现工位切换。
1.1.4送料、切片、摆片部分。送料、切片、摆片部分为该设备的关键部分,送料和摆片分别由伺服电机驱动完成定位;伺服电机完成砂带定长送料,送料的同时摆片电机完成固定角度旋转,送料完成后通过高速气缸带动刀片进行切片操作,切片完成后由气缸后位的接近开关信号触发下一次送料操作,直到完成一个循环。
1.1.5预整形部分。摆片完成的百页轮经过工位切换到达预整形工序,在该部分完成预整形工艺。
1.2工艺流程图
弹性磨盘半自动成型机设备的工艺流程图如图1所示。弹性磨盘半自动成型机由打胶、涂胶、工位切换、送料、切片、摆片、预整形及砂带供料部分等组成,百页轮上料和下料部分需要1位操作人员手动操作。

图1 工艺流程图
2 控制系统构成及完成的功能
弹性磨盘半自动成型机设备控制系统网络拓扑图,平面砂布轮半自动成型机控制系统由以下几部分组成:系统采用西门子S7-1200作为中央控制器,驱动部分采用SINAMICS S120伺服驱动器及1FK伺服电机;S7-1200通过PROFINET通讯与S120进行数据通讯,通讯报文采用111报文,S120驱动器采用MDI定位方式完成送料电机及摆片电机的定位功能,利用S120提供的伯德图的功能完成控制系统的优化,以实现定位精度及高动态响应的要求;上位监控采用西门子KTP系列触摸屏,主要完成切片长度、片数的设定功能。
3 设备关键工艺及实现方案
弹性磨盘设备性能指标为:切片精度为±0.2mm,切片长度为16~22mm;生产速度为600件/h。
该设备对切片精度和生产速度要求有非常高,因此对送料的电机的动态响应和定位精度要求非常高。以切片长度17mm、切片数量72片为例,72个切片循环要求在5s内完成,折算到每片的时间是70ms,由于切刀是由高速气缸带动,去掉高速气缸的时间,送料电机需要在不大于20ms时间内完成送料动作。
该项目的难点在于如何优化调整伺服驱动器和伺服电机,将控制系统的动态响应调整到最佳,以完成定位精度和高动态响应的工艺要求,为了实现工艺要求必须将伺服电机的电流环、速度环及位置环的比例、积分时间闭环参数调整到最佳值。
本文通过分析计算送料电机的传递函数,采用经典控制理论中的频域分析法,借助STARTER调试软件中提供的伯德图及速度环的数字滤波器功能,力求在保证系统稳定性的前提下,调整比例、积分时间参数,提高系统的动态响应特性。
4 伺服系统优化
4.1自动优化功能
为了达到工艺要求的定位精度及动态响应特性,在要求精度不高的场合,可以采用S120集成的自动优化的方法对伺服电机进行优化。但在精度要求比较高的情况下,一般采用在自动优化的基础上,配合适当手动优化,可以大大提高优化的效率。
自动优化主要分四步对轴进行优化:第一步是电机正转机械惯量测,第二步是电机反转机械惯量测量,第三步是电流闭环特性识别,第四步是速度环参数的自动优化。
4.2同步伺服电机电流环优化
该系统采用的是S120伺服驱动器及1FK系列伺服电机,由于西门子同步伺服电机在出厂前电流环已经调试好,所以电流环这一环节不需要进行优化,只需对速度环和位置环进行优化。电流环的带宽一般要求在1 000Hz左右。

图2 速度环的系统模型
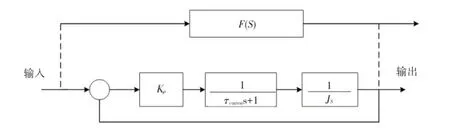
图3 速度环各环节的传递函数
4.3同步伺服电机速度环优化
使用过程中,需要重点调整速度环参数,在对电流环调整的基础上,速度环的比例增益与积分时间是最关键的整定参数。优化的原则是在保证系统稳定的基础上,将动态特性调整到最高。在自动优化的基础上,对控制器参数进行手动调整。参考的依据是系统的伯德图或是阶跃响应。一般要保证速度环的带宽在100~200Hz。
对于平面砂布轮半自动成型机机械系统的模型,异步电机通常是非线性、强耦合的多变量系统,相比之下,同步电机的模型更加简单,同步伺服电机电流环模型的传递函数为:

式(1)中,τcurrent的大小取决于电机感抗的大小与转动惯量[1]。
半自动成型机的送料电机与负载是刚性轴连接,属于简单的惯性系统,电机与负载可以看成一个整体,构成一个积分环节[2]。速度环的系统模型可以简化为图2,速度环各环节的传递函数如图3所示。
速度环的闭环传递函数如下:

由此可以看出,对于属于简单的惯性环节系统平面砂布轮半自动成型机送料机械环节,速度环的闭环特性为二阶系统,速度环控制器的参数影响其特征角频率以及二阶系统的阻尼,而二阶系统的阻尼会影响其谐振的大小,系统的理想阻尼为0.707。
4.4位置环优化
在完成速度环和电流环优化以后,位置环的特性就会显著改善,位置环由于只有比例调节器,没有积分和微分。对于比例增益,可以从一个较小的值逐渐向大调整,直到满足系统定位精度的要求。但有时为了获得更好的加速效果和定位精度,还可以采用冲量(jerk)限制、前馈等方法[3]。
在提高轴的加速度时,轴起动和停止时会对设备有一个冲击,这个冲击会损害设备,采用冲量(jerk)限制时,加速度会渐进的增加和减少,通过jerk限制可以实现加速度和加速度的平缓变化,这样在轴加速/减速阶段可以减少对设备的冲击[4]。
通过以上各环节的优化,可以得到系统的实际工艺曲线,从实际工艺曲线可以看到,电机完成17mm的切片长度需要的时间为16ms,很好地完成了工艺指标要求。
5 结语
实际应用证明,西门子S120伺服驱动器及1FK伺服电机具有调试简单、定位精确、动态响应高等优点,特别是STARTER调试软件中提供了伯德图及数字滤波器等工具,方便对伺服系统进行优化,使其在半自动弹性磨盘成型机得到了成功的应用,实现了定位精度及高动态响应的工艺要求。
[1]Fang Sichen,Zhou Bo,Li Dan.A Novel Space-vector PWM Algorithm for PMSM Drive Systems[J].Industrial Technology,2009(12):1-5.
[2]林瑶瑶,仲崇权.伺服驱动器转速控制技术[J].电气传动,2014(3):21-26.
[3]秦晓飞,王云宽,郑军,等.交流伺服系统振动鲁棒M/T测速算法[J].电机与控制学报,2010(14):96-102.
[4]Nguyen Phung Quang,JÖrg-Andreas Dittrich.Vector Control of Three-phase AC Machines:System Development in the Practice[M].New York:Springer US,2008:17-58.
The Application of SIEMENS S120 Servo Drive Used in Semi-automatic Flap Discs Forming Machine
Lv LipingJia Weina
(Information Engineering Department,Zhengzhou Shengda University of Economics Business&Management,Zhengzhou Henan 451191)
This paper proposed a technical scheme of using SIEMENS S120 servo driver design of elastic disc semi automatic molding machine,focused on the analysis of digital filter function integrated Bode diagram and servo driver S120 provided by Starter debugging software,under the premise of ensuring the stability of the system,the current loop,the speed loop and the position loop of the servo motor were adjusted to the optimal value,to achieve the requirements of equipment technology for positioning accuracy and high dynamic response.
elastic disc;servo drive;Bode diagram;digital filter
TP29
A
1003-5168(2016)05-0085-03
2016-04-23
吕丽平(1979-),女,硕士,副教授,研究方向:智能控制及计算机应用;贾伟娜(1988-),女,硕士,助教,研究方向:信号与信息处理。
猜你喜欢
石油化工(2022年7期)2022-08-03
北华大学学报(自然科学版)(2021年3期)2021-07-13
电脑爱好者(2020年6期)2020-05-26
当代陕西(2019年13期)2019-08-20
制造技术与机床(2018年9期)2018-09-19
北京航空航天大学学报(2017年5期)2017-11-23
中国水土保持(2017年7期)2017-07-18
中国铸造装备与技术(2017年3期)2017-06-21
山东工业技术(2016年15期)2016-12-01
工业设计(2016年6期)2016-04-17