
固溶处理对304/Q245R焊接接头组织及性能的影响
2016-09-27 02:24刘培茹徐志欣
材料科学与工艺 2016年4期
刘培茹,路 平,徐志欣
(1.福建省特种能场制造重点实验室(华侨大学),福建厦门361021;2.厦门市数字化视觉测量重点实验室(华侨大学),福建厦门361021)
固溶处理对304/Q245R焊接接头组织及性能的影响
刘培茹1,2,路 平1,2,徐志欣1,2
(1.福建省特种能场制造重点实验室(华侨大学),福建厦门361021;2.厦门市数字化视觉测量重点实验室(华侨大学),福建厦门361021)
为研究固溶处理对304奥氏体不锈钢和Q245R碳钢异种金属焊接接头显微组织及性能的影响,采用E309-16奥氏体不锈钢焊丝对6 mm厚的304/Q245R板材进行手工电弧焊,焊后使用箱式电阻炉对焊接接头进行固溶处理,对焊接接头进行显微组织观察和力学性能测试.结果表明:相对于固溶处理前,固溶处理后的接头焊缝组织为灰色奥氏体和黑色铁素体,枝晶偏析程度明显降低,Cr、Ni等合金元素分布较为均匀;焊缝和碳钢侧热影响区硬度值均有所提高,最高硬度值为304.59 HV,出现在焊缝位置;接头抗拉强度较高,达570 MPa,拉伸断裂发生在母材Q245R碳钢部位.另外,对焊缝进行XRD测定,未检测到不利于接头性能的相,这表明固溶处理后的异种金属接头性能良好,能够满足工程中的实际需求.
固溶处理;异种金属;焊接接头;显微组织;力学性能
异种金属制造的零部件可以充分发挥各自金属优异的材料物理性能,满足在不同环境和不同条件下的使用要求,并且具有节约成本、提高收益的优点,因此,装备制造业中常通过焊接异种金属的方法制造零部件.不锈钢具有耐腐蚀、耐氧化等优良性能,在压力容器等制造中经常将其与碳钢焊接成构件[1].但是,由于304奥氏体不锈钢和Q245R碳钢的化学成分、物理性能及化学性能等存在很大差异,焊接过程中不可避免地产生热应力、碳迁移等问题,使得焊接接头组织极易形成偏析,从而导致构件的耐腐蚀性能、力学性能变差,严重降低接头的使用性能[2-4].因此,采用热处理的方式减少或消除偏析显得尤为重要.
本文主要对304/Q245R异种金属焊接接头进行固溶处理,通过固溶处理前后接头的显微组织和局部微区化学成分及其力学性能分析,探究了固溶处理工艺对接头组织及性能的影响,为异种金属焊接接头的实际应用提供了理论依据.
1 实 验
异种金属304奥氏体不锈钢、Q245R碳钢、E309-16不锈钢焊丝的化学成分见表1,力学性能见表2[5].施焊前,将焊件连接处预先加工成X坡口型形状[6],试样尺寸为200 mm×100 mm× 6 mm,焊接方式为双道焊,焊接工艺参数见表3.
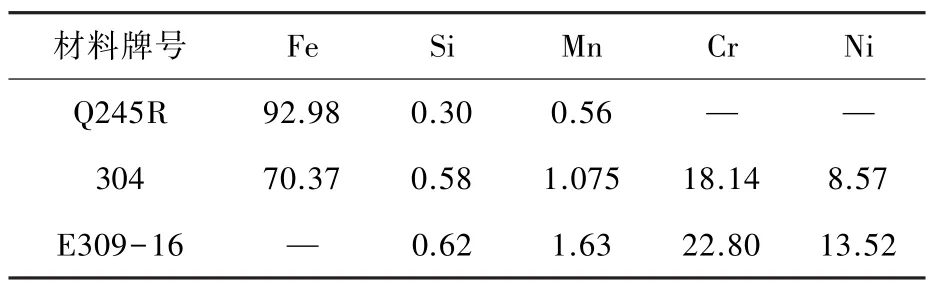
表1 焊丝的化学成分(质量分数/%)Table 1 Chemical composition of welding wire(wt%)
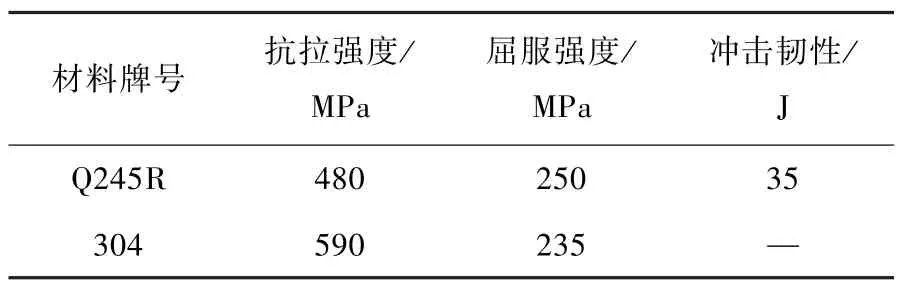
表2 Q245R碳钢和304奥氏体不锈钢的力学性能Table 2 Mechanical properties of Q245R carbon steel and 304 austenitic stainless steel

表3 接头焊接工艺参数Table 3 Welding parameters of joint
固溶处理条件如下:KSL-1200X箱式电阻炉预热至600℃后,把焊后试样放入加热炉中随炉加热到1 050℃,保温0.5 h后取出,进行水淬处理[7].金相试样母材不锈钢采用王水(V(硝酸)∶V(盐酸)=1∶3)腐蚀,腐蚀时间为25 s;碳钢用体积分数4%的硝酸酒精溶液腐蚀,腐蚀时间为10 s.采用AxioLab.A1ZEISS金相显微镜进行组织观察,使用JEOL JXA-8230电子探针进行元素线扫描,并用D/Max2500Pc X射线衍射仪进行物相分析.在FM-700/SVDM4R显微硬度计上测量焊接接头硬度,并使用WDW-200E万能试验机进行抗拉强度试验.
焊接接头抗拉强度试验主要参照国标GB 2651—2008制备板状拉伸试样.拉伸试样的形状、尺寸见图1.试验中,接头和母材均测量3次,然后取其平均值.

图1 拉伸试样的形状和尺寸Fig.1 The shape and size of the tensile sample
2 结果及分析
2.1显微组织
焊接接头金相组织见图2.图2(A)为固溶处理前打底焊母材Q245R侧的热影响区组织——粗大的魏氏铁素体,形成魏氏铁素体组织的原因有以下3点[8]:1)焊接热循环过程中,热量集中且高温停留时间较长,使得奥氏体晶粒过于粗大.冷却时,由于碳原子从晶界向晶内扩散为长程扩散,奥氏体中碳量的升高较小,不会导致WS(魏氏铁素体的形成温度)低于钢的实际温度,故利于生成魏氏铁素体.2)晶粒粗大时,铁素体的形核率较小,网状铁素体形成困难,从而有利于形成魏氏铁素体.3)连续冷却时冷却速度适中;若冷却速度过快,过冷度过大,碳难于扩散,抑制魏氏铁素体生长;而若冷却速度过慢,过冷度又很小,则利于网状铁素体的形成,结果难以形成魏氏铁素体.通常魏氏铁素体危害性极大,会降低钢的强度、塑性和韧性,导致其机械性能变坏.图2(a)为固溶处理后打底焊母材Q245R侧的热影响区组织——奥氏体+少量板条状马氏体.固溶处理后魏氏铁素体明显消除,从而提高了接头的使用性能.
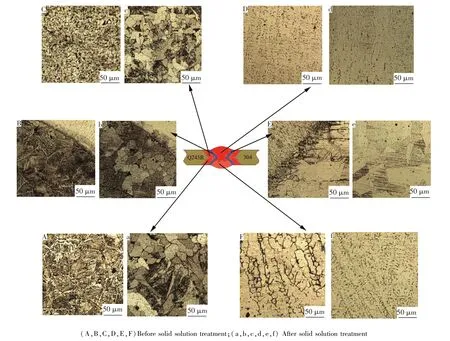
图2 固溶处理前后焊接接头不同位置的金相组织Fig 2 Metallographic organization of weld joint in different positions before and after solid solution treatment
图2(B)和2(b)分别为固溶处理前后靠近Q245R侧金属区域的熔合区.B中靠近熔合线的碳钢组织为粗大的魏氏铁素体,而靠近熔合线的焊缝组织为分布于奥氏体基体上具有一定取向的铁素体.焊接热循环过程中,熔合区热量集中、高温时间长,奥氏体晶粒粗大,冷却时,沿奥氏体晶界析出粗大的针状铁素体后,剩余的奥氏体继续转变为珠光体,析出的铁素体沿着奥氏体晶粒内某惯习面不断长大,最终形成了魏氏铁素体组织[9].固溶处理后,魏氏铁素体组织消失,并且靠近熔合线的焊缝中铁素体含量明显减少,可见,采用固溶处理的方法可有效减少铁素体的含量,从而减少偏析.
图2(C)为固溶处理前盖面焊Q245R侧的热影响区,为细小的铁素体+珠光体组织.由于Q245R含碳量低,珠光体的比例低于铁素体的比例,受到焊接热循环的影响,最先由珠光体向奥氏体转变,连续冷却过程中奥氏体发生相变,生成细小的铁素体和珠光体.固溶后组织为奥氏体+板条状马氏体,且图2(c)与图2(a)相比,晶粒尺寸并无较大差异.
图2(E)和2(e)分别为固溶处理前、后靠近304侧熔合区的组织.固溶处理后,靠近熔合线的不锈钢组织仍为奥氏体,但熔合线消失,且靠近熔合线的焊缝中具有一定取向的枝晶组织明显消除[10].在焊接时采用Cr、Ni含量较高的E309-16焊丝作为填充材料,固溶处理过程中,高温停留时间较长,C、Cr、Ni等元素扩散较为完全,熔合区与母材304不锈钢化学成分差异不大,因此冷却后熔合线消失.
固溶处理前打底焊、盖面焊的焊缝组织分别如图2(F)、2(D)所示,均为黑色铁素体分布于灰色奥氏体基体上.形成这种组织的原因是:采用E309-16焊条作为填充金属,Cr、Ni元素含量较高,并且焊接时热输入较低,焊缝熔合比小,因此,焊接过程中不锈钢及碳钢对焊缝造成的稀释作用并不明显,最终形成了骨骼状δ-铁素体+奥氏体组织.焊缝中的δ相富Cr,可以阻碍奥氏体晶粒形成贫Cr层,并且分布于奥氏体基体上的δ-铁素体打乱奥氏体结晶时的方向,不利于形成连续的贫Cr层,减小晶间腐蚀发生的可能性,一般情况下,焊缝中存在4%~12%的δ相较好,过量的δ相存在易促使形成σ相,不利于高温工作[11].比较图2(F)、2(D)可以看出,打底焊焊缝中的骨骼状δ-铁素体较为粗大,这是因为盖面焊的施加对打底焊焊缝起到热处理的作用,形成较为粗大的δ-铁素体;盖面焊焊缝冷却时,冷却速度较大且焊接热循环高温时间停留较短,因此形成的δ-铁素体较为细小.固溶处理后,如图2(f)、2(d)所示,δ-铁素体含量明显减少,焊缝成分较为均匀. 2.2 熔合区、焊缝合金元素线扫描及能谱分析
元素线扫描位置和结果如图3所示.图3(a)为固溶处理后母材304侧熔合区线扫描曲线,可以看出,固溶处理后母材304奥氏体不锈钢侧的熔合线消失,与金相实验观察到的结果相吻合,并且靠近不锈钢位置时,Cr、Ni元素的含量逐渐升高,并且整体最终趋于稳定.图3(b)为固溶处理后焊缝线扫描曲线,可以看出,Cr、Ni元素在焊缝中总体上分布较均匀,并未发现有明显偏聚,在微小区域内存在浓度波动的情况,这是由于接头焊缝中δ-铁素体是分散地分布在奥氏体基体上.根据文献[12]研究,奥氏体与铁素体中的Cr、Ni含量有所不同,其中,铁素体中Cr元素的含量比奥氏体中的高,而奥氏体中Ni元素的含量比铁素体中的高.因此,固溶处理可以有效地减少偏析,均匀组织,从而改善焊接接头的组织和性能.
图3 固溶处理后熔合区、焊缝合金元素线扫描曲线Fig3 Alloying element line scan curve of fusion zone(a)and weld seam(b)after solid solution treatment
2.3焊缝金属的物相分析
焊接过程中,由于304/Q245R焊接接头受到焊接热循环的影响,当焊缝冷却至450~850℃时,Cr原子的扩散速度明显小于C原子的扩散速度,并且由于奥氏体晶粒晶界部位的不完整性,C原子很容易向晶界处扩散,在晶界处易与其他合金元素形成M23C6等有害相;若焊缝中存在过多的δ相,易促使形成σ相,这些硬脆相的存在,将严重影响焊接接头的力学性能,使焊缝的脆性增大,容易导致脆断.另外,晶界处M23C6等有害相的析出,会导致奥氏体晶粒边界区域形成贫Cr层,引起焊接接头发生晶间腐蚀,降低304/Q245R焊接接头的耐腐蚀性能[13].因此,对焊缝进行XRD物相分析,角度为10°~90°,测速设置为8(°)/min.固溶处理后焊缝X射线衍射曲线如图4所示,可以看出,固溶处理后接头焊缝主要由γ相组成,未发现M23C6相、σ相等有害相析出,说明固溶处理后的接头焊缝质量良好,能够满足工程中的使用要求.

图4 固溶处理后焊缝X射线衍射曲线Fig.4 The X-ray diffraction rocking curves of weld seam after solid solution treatment
2.4力学性能测试分析
2.4.1显微硬度
图5给出了焊接接头显微硬度的变化规律.固溶处理后,焊接接头硬度最大值由216.76 HV上升到304.59 HV,平均值由176.7 HV上升到189.3 HV.从硬度分布曲线可以看出,相比于固溶处理前,焊缝和碳钢侧热影响区硬度值均有所提高.结合2.1~2.3小节关于焊缝显微组织、成分的分析可知,固溶处理后焊缝枝晶偏析程度明显降低且合金元素分布较为均匀,从而影响焊缝的力学性能,使得硬度增大[14].根据文献[15]中几种典型组织的硬度关系为马氏体>贝氏体>珠光体>铁素体,固溶处理后碳钢侧热影响区形成了部分马氏体组织,因此硬度增大.由于Q245R母材与填充材料的化学成分差异较大,故在碳钢-焊缝界面处,碳元素和合金元素的迁移比较强烈,使熔合区显微硬度存在突变区.比较图5(a)、5(b)可以看出,固溶处理促进了碳钢侧碳的迁移,使得在碳钢侧熔合线两侧的硬度突变值增大.

图5 接头显微硬度分布曲线Fig.5 The microhardness distribution for welded joints
2.4.2抗拉强度
焊接接头抗拉强度试验结果见表4.固溶处理后接头试样的抗拉强度值为570 MPa,断裂发生在母材Q245R侧,满足工程构件对焊接接头强度的要求.试样的断裂位置为Q245R碳钢部位,说明母材Q245R的抗拉强度比焊缝的低.原因如下:焊接时采用的是Cr、Ni含量较高的E309-16焊丝,接头中合金元素含量较高,起到固溶强化作用,拉伸过程中钉扎位错,使位错运动受阻,接头具有较高的强度;并且,焊接工艺采用的是双道焊,后续的焊接对上一层焊道起到热处理作用,在一定程度上降低了内部应力,从而提高接头的力学性能.

表4 焊接接头拉伸测试结果Table 4 The result of tensile strength of welding joint
图6所示为固溶处理前、后试样的断口形貌扫描照片,可以看出,固溶处理前接头断口表面含有大量的等轴状韧窝,韧窝较小且分布均匀,呈现出明显的韧性断裂特征.而固溶后,断口形貌主要为河流花样并存在少量的浅韧窝,表现出解理断裂的特征.从图6可以观察到,解理裂纹由晶界向晶内定向发展,并形成了解理台阶[16].其断裂过程为:拉伸过程中,当承受的压力足够大时,金属内部产生微裂纹——解理裂纹,解理裂纹与位错相交后扩展,形成一系列伯氏矢量为b的台阶,同号台阶相互汇合长大,当汇合的台阶达到一定高度时,便形成了河流花样;在裂纹扩展的同时,主裂纹前端将产生次裂纹,随着载荷进一步增大,金属被撕裂.

图6 拉伸试样断口SEM照片Fig.6 The tensile specimen fracture SEM images
3 结 论
1)固溶处理后,靠近母材304侧的熔合线消失,铁素体含量明显减少,组织更加均匀,力学性能得以改善;并且固溶处理消除了靠近母材Q245R侧熔合区粗大的魏氏铁素体组织,提高了焊接接头的力学性能和使用性能.
2)焊缝中Cr、Ni等合金元素分布较为均匀,无明显的偏聚现象,进一步说明固溶处理可以减少枝晶偏析.固溶处理后的焊缝主要为γ相,未发现M23C6相、σ相等有害相析出.
3)固溶处理提高了焊接接头的硬度,最高硬度值出现在焊缝位置为304.59 HV.拉伸断裂均发生在母材Q245R侧,固溶处理后接头抗拉强度值达到570 MPa,满足304/Q245R焊接部件对强度的要求.
[1]赵鹏.Ni丝填充的Q245R与SUS304埋弧焊接头组织和性能分析[D].兰州:兰州理工大学,2014:1.
[2]李燕.SAF2205双相不锈钢与异种金属的焊接性研究[D].南京:南京航空航天大学,2011:5-8.
[3]王英辉,王宝生,付向南.奥氏体与珠光体钢的焊接研究[J].吉林化工学院学报,2011,28(7):45-51. WANG Yinghui,WANG Baosheng,FU Xiangnan. Research on the weldability between austenitic steel and pearlite steel[J].Journal of Jilin Institute of Chemical Technology,2011,28(7):45-51.
[4]LI Y,HU S,SHEN J,et al.Microstructure and mechanical properties of H62 brass-316L stainless steel in overlap welded joints by continuous-wave laser [J].International Journal of Advanced Manufacturing Technology,2015,79(1/2/3/4):627-634.
[5]王爽,张罡,王鹏,等.304/Q245R爆炸焊接复合板结合区的组织及力学特性[J].沈阳理工大学学报,2014,33(6):28-33. WANG Shuang,ZHANG Gang,WANG Peng,et al. Microstructure and mechanics characteristics of 304/ Q245R explosive welding composite plate[J].Journal of Shenyang Ligong University,2014,33(6):28-33.
[6]张国涛,张芬芬.Q245R+304复合钢的焊接[J].石油化工建设,2013,35(4):90-92. ZHANGGuotao,ZHANGFenfen.Weldedjoint ofQ245R+304 composite plate[J].Construction of petroleum and chemical engineering,2013,35(4):90-92.
[7]YANG F Q,SONG R B,ZHANG L F,et al.Effect of solid solution treatment on the microstructure and properties of Fe-Mn-Al light-weight steel[J]. Materials Science Forum,2014,788:311-316.
[8]胡光立,谢希文.钢的热处理[M].西安:西北工业大学出版社,2010:146.
[9]邱涛,伍碧霞,陈群燕,等.不锈钢复合钢板焊接接头性能分析[J].电焊机,2013,43(4):83-87. QIU Tao,WUBixia,CHEN Qunyan,et al.Analysis on welded joint properties of stainless clad steel plates [J].Electric Welding Machine,2013,43(4):83-87.
[10]MADUSUDAN G,REDDY K,SRINIVASA R.Microstructure and mechanical properties of similar and dissimilar stainless steel electron beam and friction welds[J].International Journal of Advanced Manufacturing Technology,2009(45):875-880.
[11]卢金斌,王志新,陈建泰.1Cr17Mn6Ni5N与Q235异种钢焊接接头组织分析[J].焊接技术,2008,37 (2):15-17. LU Jinbin,WANG Zhixin,CHEN Jiantai.Microstrncture analysis of 1Cr17Mn6Ni5N and Q235 heterogeneous steel welded joint[J].Welding Technology,2008,37(2):15-17.
[12]SHRIFITABAR M,HALVAEE A,KHORSHAHIAN S.Microstructureandmechanicalpropertiesof resistance upset butt welded 304 austenitic stainless steel joint[J].Materials and Design,2011,32(7):3854-3864.
[13]陈忱.不锈钢/碳钢复合板的焊接工艺及接头组织性能研究[D].南京:南京航空航天大学,2012:30.
[14]刘鑫刚,陈欢,金淼,等.汽轮机转子锻件高温扩散退火工艺的试验研究[J].中国机械工程,2015,26 (1):92-96. LIN Xingang,CHENHuan,JINMiao,etal. Experimental research on high-temperature diffusion annealing process of steam turbine rotor forgings[J]. China Mechanical Engineering,2015,26(1):92-96.
[15]TEWARY N,SYEDB,GHOSHSK,etal. Microstructural evolution and mechanical behavior of surface hardened low carbon hot rolled steel[J]. Materials Science and Engineering A,2014,606:58-67.
[16]王元清,林云,石永久.高强钢Q460C对接焊缝低温冲击韧性试验[J].沈阳建筑大学学报(自然科学版),2015,31(6):971-980. WANG Yuanqing,Lin Yun,SHI Yongjiu.Experimental study on impact toughness of Q460C high strength steel butt weld under low temperature[J].Journal of Shenyang Jianzhu University(Natural Science),2015,31(6):971-980.
(编辑 程利冬)
Effect of solution treatment on microstructure and properties of 304/Q245R welded joint
LIU Peiru1,2,LU Ping1,2,XU Zhixin1,2
(1.Fujian Provincial Key Laboratory of Special Energy Manufacturing(Huaqiao University),Xiamen 361021,China;2.Xiamen Key Laboratory of Digital Vision Measurement(Huaqiao University),Xiamen 361021,China)
In order to investigate the effect of solution treatment on microstructures and mechanical properties of welded joint made of two dissimilar metals 304 austenitic stainless steel and Q245R carbon steel,the 304 and Q245R metal plates with thickness of 6 mm were welded together by the manual arc welding method with E309-16 austenitic stainless welding wire.After welding,the welded joint was solution-treated in the box resistance furnace.The microstructures and mechanical properties of the welded joint were analyzed and investigated by means of microstructure observation and mechanical property testing.The results show that compared to the welded joint without solution treatment,the microstructures of weld are gray austenite and black ferrites,dendritic segregation alleviated,and the alloy elements especially Cr and Ni are uniformly distributed.The micro-hardness are increases for the welding seam and welding heat affected zone of carbon steel,and the highest micro-hardness ia about 304.59 HV in the welding seam.The ultimate tensile strength of the welded joint is improved to a maximum value of 570 MPa,moreover the fracture happens in the Q235R carbon steel.In addition,XRD analysis shows that no harmful phase affect the mechanical properties of welded joint.The research results indicat that the mechanical properties of welded joint made of dissimilar metals are significantly improved by solution treatment.
solid solution treatment;dissimilar metal;welded joints;microstructure;mechanical property
TG15
A
1005-0299(2016)04-0040-06
10.11951/j.issn.1005-0299.20160406
2016-01-16.
国家自然科学基金(51305144);福建省自然科学基金(2015J01203);华侨大学中青年教师科研提升资助计划(ZQN-PY203);福建省科技计划重点项目(2008H0085).
刘培茹(1990—),女,硕士研究生.
路 平,E-mail:pinglu@hqu.edu.cn.
猜你喜欢
科技创新与应用(2022年35期)2022-12-22
山东冶金(2022年2期)2022-08-08
山东冶金(2022年3期)2022-07-19
失效分析与预防(2021年6期)2021-02-15
山东冶金(2019年6期)2020-01-06
中华戏曲(2019年1期)2019-02-06
西南石油大学学报(自然科学版)(2018年4期)2018-08-02
影剧新作(2018年4期)2018-07-27
焊接(2016年10期)2016-02-27
焊接(2015年2期)2015-07-18
