
η相粉末的加入对WC-10Co硬质合金组织与性能的影响
2016-10-13 14:21郭瑜李志友熊慧文
粉末冶金材料科学与工程 2016年5期
郭瑜,李志友,熊慧文
η相粉末的加入对WC-10Co硬质合金组织与性能的影响
郭瑜,李志友,熊慧文
(中南大学粉末冶金国家重点实验室,长沙 410083)
通过向WC-10Co混合粉末中加入2%和4%质量分数的η相粉末和等摩尔量的炭黑,经过传统的粉末冶金工艺制备含板状WC晶粒的硬质合金,研究η相碳化反应过程以及η相粉末加入量、η相粉末在基体中球磨时间对合金组织与性能的影响。结果表明:加入少量的η相粉末及等摩尔量的工业炭黑后,WC-10Co中的WC晶粒出现了明显的板状特征,随η相粉末加入量增多,板状WC晶粒数量增多;在总球磨时间不变的前提下,随η相粉末在基体中球磨时间增加,板状WC晶粒的分布越来越均匀。所得到的板状WC晶粒是η相在950~1 200 ℃之间与WC-Co基体中扩散来的C原子碳化反应后生成不同形貌的WC孪晶得来的,且碳化速度是影响WC孪晶形貌的关键因素。相对于相同Co含量的传统硬质合金,板状WC晶粒均匀分布的硬质合金密度基本保持不变,硬度提高0.7%,强度提高6%,断裂韧性提高17%。
η相;WC-10Co;碳化反应;板状WC晶粒;硬质合金;力学性能
由于WC-Co硬质合金两相区(WC+γ)允许碳含量的波动范围较窄,在生产过程中如果工艺控制不当,极易造成原料缺碳或烧结介质脱碳,从而在硬质合金组织中出现η相。η相分为η1,η2和η3三种,其中η1和η2相较为常见。η1相为面心立方结构,晶格常数为11.241,相成分主要包括Co3W3C,维氏硬度为1 050 kg/mm2;η2相同样为面心立方结构,相成分为Co6W6C,晶格常数为10.99,维氏硬度为1 200 kg/mm2 [1]。由于η相作为1种脆性相,会严重降低硬质合金的强韧性,因此在生产硬质合金的过程中需要尽量避免它的生成[2]。但近年来,η相在制备含板状WC晶粒硬质合金中起到了重要的作用,含板状WC晶粒的硬质合金因解决了传统硬质合金硬度与强韧性之间的矛盾而具有广阔的应用前景[3−4]。KINOSHITA等[5−7]以“W+ Co+C”为原料,制备了定向分布的含板状WC晶粒的硬质合金,其中CoWC复杂碳化物(η相)的形成是获得板状WC晶粒的关键:原料W颗粒在球磨过程中被压制成板状颗粒,板状W颗粒在单向模压过程中被高度取向,在液相出现之前,Co,W,C粉末在W颗粒位置形成了板状的W2C相,随后形成了板状CoWC复杂碳化物颗粒,随烧结温度升高,C原子充分扩散,板状CoWC发生化学反应转变为WC和Co相。烧结过程中,由于与板状CoWC+W2C+C聚集粒子基面平行的WC{0001}面获取C原子的能力比其它柱面容易,并且WC{0001}晶面和CoWC碳化物界面能较其它晶面小,导致WC{0001}面优先生长,从而得到板状WC晶粒。在此方法的基础上,KITAMURA又开发出以“CoWC+C”为原料制备非定向分布的板状WC晶粒的方法,其步骤是先将Co,W,C粉末干磨后在1 200~1 400 ℃下合成CoWC碳化物,然后把CoWC与石墨湿磨,在一定温度下进行热压烧结。这两种方法都有自己的缺点,前者在生产中难以批量获得板状的W粉,后者则难以制备大批量纯度较高的η相粉末,且2种方法都需要热压烧结才会得到较好的结果,这又提高了生产成本。SOMMER等[8]在上述方法的基础上在已经球磨混匀的WC-Co粉中加入少量的η相粉末以及等摩尔量的炭黑,经过传统的粉末冶金工艺制得了含板状WC晶粒的硬质合金,这种方法只需要少量的η相粉末,工艺简单且重现性较好,但作者并没有对η相的碳化转变过程以及所得合金的组织与性能做详细描述。本文通过制备η相粉末(Co6W6C),向WC-10Co混合粉末中加入一定量的η相粉末和等摩尔量的炭黑,经过传统的粉末冶金工艺制备含板状WC晶粒的硬质合金,研究η相的碳化反应,以及η相粉末加入量、η相粉末在基体中球磨时间对合金组织与性能的影响,以期为含板状WC晶粒硬质合金的制备提供实验依据。
1 实验
1.1 试样制备
1.1.1 η相粉末的制备
将Co粉(Fsss粒度1.17 μm,下同)、W粉(Fsss粒度2 μm)及炭黑按照Co6W6C的化学计量比(C过量20%)配制η相粉末,原料粉末在行星球磨机中混料12 h(球料比6:1,转速160 r/min,球磨介质为酒精,下同)后松装入石墨烧舟中,在GSL1600X管式炉中(N2保护气氛)以5 ℃/min的升温速率升温至1 350 ℃,并保温1 h,将合成后的样品研磨成粉末。
1.1.2 η相的碳化反应
以制备的η相粉末与4%质量分数的炭黑为原料,在行星球磨机中混料12 h,经水浴掺蜡、压制、脱脂后,在管式炉中(Ar保护气氛)以5℃/min的升温速率分别升温到950,1 000,1 100,1 200和1 300 ℃,并保温1 h。
将WC粉(Fsss粒度0.72 μm,下同)、Co粉按照WC-10Co的质量分数混合球磨6 h后分别加入2%,8%质量分数的η相粉末以及等摩尔量的炭黑,继续球磨6 h,混好的粉末经过水浴掺胶、压制、脱脂后在管式炉中(Ar保护气氛)以5 ℃/min的升温速率升温至1 300 ℃,保温1 h。
1.1.3 含板状WC晶粒硬质合金的制备
1) 将WC粉、Co粉按照WC-10Co的质量分数混合球磨10 h后分别加入2%,4%质量分数的η相粉末以及等摩尔量的炭黑,继续球磨2 h;
2) 将WC粉、Co粉按照WC-10Co的质量分数分别混合球磨8 h,6 h后加入4%质量分数的η相粉末以及等摩尔量的碳黑,再分别继续球磨4 h,6 h;
3) 将WC粉、Co粉分别按照WC-10Co和WC- 10.96Co的质量分数混合球磨12 h。
以上混好的粉末经水浴掺蜡、压制、脱脂后在真空−气压炉中进行烧结,烧结温度为1 450 ℃,保温时间1 h。烧结后的样品经过粗磨、细磨以及抛光处理。
1.2 性能测试
在扫描电子显微镜(JSM-6360LV)下观察η相粉末的形貌,利用激光粒度分析仪(Mastersizer2000)测量η相粉末的粒度大小,在扫描电子显微镜(SEM)(Quanta FEG250)下观察合金的显微组织,利用X射线衍射仪(Rigaku,D/max2550,Cu靶,Kα辐射)对样品进行物相分析,利用阿基米德排水法测量密度,采用洛氏硬度试样机(HTV-PHS30)测试硬度。根据GB3851—83[10]标准在美国Instron3369材料力学试样机上采用B型试样测试抗弯强度(TRS),在HVS−50型数显维氏硬度计上采用压痕法测量断裂韧性(IC),加载载荷30 kgf,保载时间为15 s。
根据公式(1)(2)[11]可分别算出抗弯强度(MPa)与断裂韧性IC(MPa·m1/2)。
式中:为试样断裂时瞬间测得的载荷(N);L为两支点的距离(mm);为与高度垂直处试样的宽度(mm);为施加载荷方向平行的试样高度(mm)。
式中:HV30为载荷是30 kgf的维氏硬度(kgf/mm2),为裂纹总长度(mm)。
2 分析与讨论
2.1 η相的制备
图1和图2分别为制备的η相粉末的X射线衍射图谱和SEM照片。从图1中可以看出绝大多数衍射峰为Co6W6C峰,在反应过程中,随温度升高,粉末间会依次进行如下反应[12]:
3Co+W=Co3W (3)
2Co3W+4W+C=Co6W6C (4)
由图2可知,所制备的η相粉末团聚较为严重,经激光粒度分析仪测量,η相粉末的粒度为22.71 μm。
2.2 η相的碳化反应
图3所示为不同反应温度下“η+C”的X射线衍射图谱。当反应温度为950 ℃时,样品中只有Co6W6C和少量Co3W3C,并没有出现WC和Co,说明在此温度下,η相仅与C进行了反应(5)。而在1 000 ℃时出现了少量WC,说明在950~1 000 ℃之间η相发生了碳化反应(6)[7]转变为WC和Co。
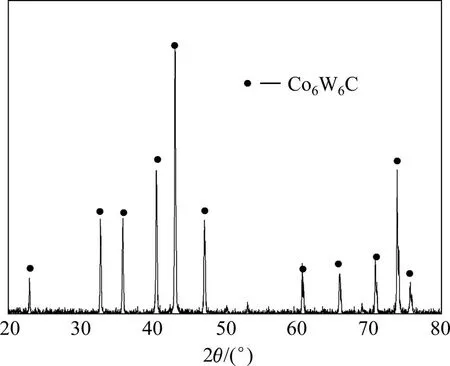
图1 η相粉末的X射线衍射图谱
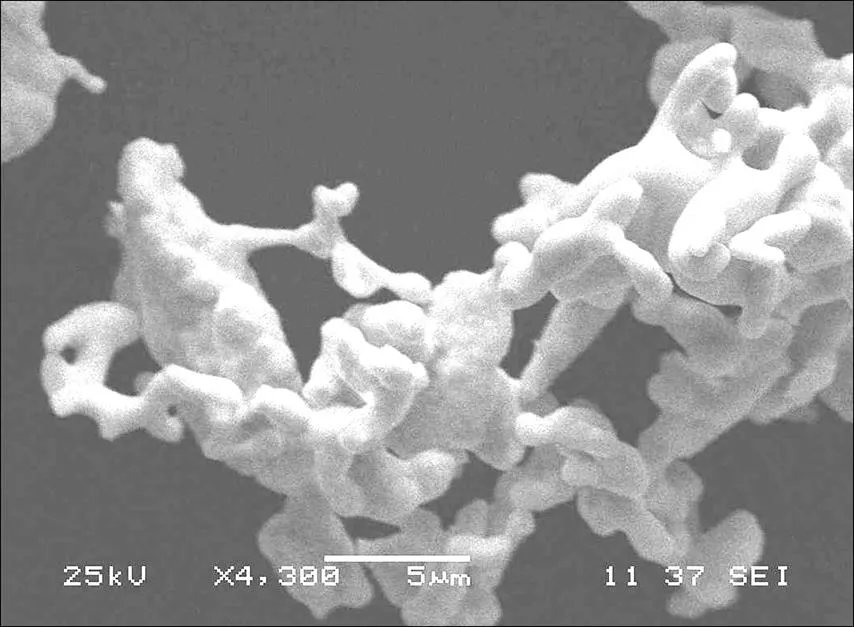
图2 η相粉末的SEM照片
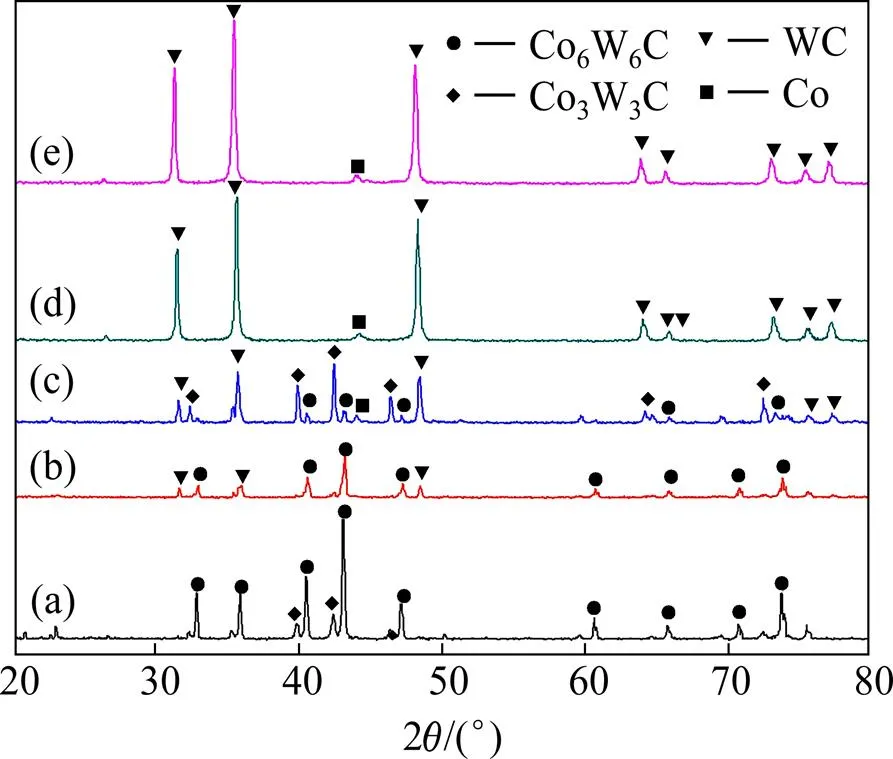
图3 不同反应温度下“η+C”的X射线衍射图谱
随反应温度不断升高,碳化反应进行得越来越充分,到1 100 ℃时,除了少量的η相(Co6W6C和Co3W3C)未参加反应之外,绝大多数的η相已经反应完全。当反应温度为1 200 ℃时,样品中只剩下WC和Co两相,并且1 300 ℃的X射线衍射图谱与其完全相同,这证明η与C在1 100 ℃和1 200 ℃之间便已反应结束。综上,可以得到η与C约在950~1 200 ℃之间转变为WC和Co相。
在WC-Co基体中,η相的碳化反应从C原子的扩散开始。由于η相为缺碳相,含碳量低于WC-Co两相区的碳含量,在一定的温度下,C原子将会由浓度高的两相区向浓度低的η相扩散,表层的η相与C原子接触后会在950~1 200 ℃之间发生化学反应(5)(6),形成WC和Co,C原子不断迁移,导致界面不断向η相内部迁移,直到反应完成为止,η相在碳化条件下会导致WC晶粒的原位生长以及WC孪晶的形成。
图4(a)是向WC-10Co中加入2%质量分数的η相粉末和等摩尔量炭黑所制备的合金在1300℃的SEM照片,从图中可以看到WC孪晶呈长条片状,与SOMMER等[9]在缺碳的WC-10Co固相烧结过程中观察到的WC孪晶相同。当向WC-Co基体中加入8%质量分数η相粉末时,相同的温度下,WC孪晶则多为多边形片状,如图4(b)所示,KIM等[13]在Co3W3C的碳化过程中也观察到了类似的情况。出现两种不同形貌的WC孪晶主要是由于η相碳化反应速度不同。当η相发生碳化反应生成WC晶粒后,WC晶粒主要有2种生长方式,一种是能垒较低的孪晶生长,另一种是能垒较高的二维形核生长,如图5中A,B所示。假设在球磨过程中η相与等摩尔量的炭黑均匀分布在WC-Co基体中,当加入η相的质量分数较小时,在基体中η相与C原子的距离较大,在相同温度下C原子扩散到η相表面所需要的时间大幅增加,η相的碳化反应速度较慢。η相碳化反应生成WC是由η相在反应中分解为Co,W,C后WC在Co中形核与生长得到的[13],当η相粉末碳化反应速度较慢时,固溶体中WC的过饱和度较小,此时体系中自由能的下降与表面能的升高相差不大,只能达到孪晶生长的能量要求,从而生长为长条片状的WC孪晶;当η相碳化速度较快时,固溶体中WC的过饱和度较大,此时体系自由能的下降远大于表面能的升高,既达到了孪晶生长的能量要求,又能满足能垒较高的二维形核生长的要求,此时的WC晶粒是两种生长方式同时进行,从而得到了多边形片状的WC孪晶。这两种不同形貌的WC孪晶经过液相烧结,最终转变为板状WC晶粒。

图4 2种不同形貌的WC孪晶
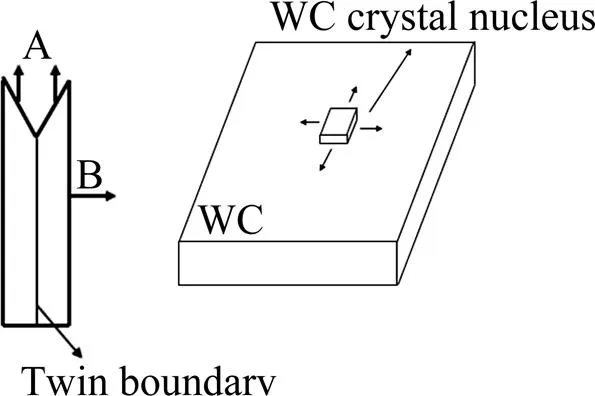
图5 不同形貌WC孪晶的形成机制
2.3 含板状WC晶粒硬质合金的制备
图6所示为加入不同质量分数的η相和等摩尔量炭黑(η相在基体中球磨2 h)的WC-10Co硬质合金的SEM照片。从图6(a),(b)可以看出,不添加η相粉末的WC-10Co硬质合金中WC的平均晶粒尺寸约为0.7~1 μm,而添加了η相粉末的合金中除了小尺寸的晶粒外,还有长宽比约为3~5,聚集分布的板状WC晶粒,且随η相粉末含量增加,板状WC晶粒的数量增加,如图6(c)、(d)、(e)、(f)所示。
图7为添加4%质量分数的η相粉末与等摩尔量炭黑时,η相的球磨时间对所制备硬质合金显微组织的影响。结合图6(e),(f)可得出,在保证粉末总球磨时间不变的前提下,随η相在基体中球磨时间延长,板状WC晶粒的分布越来越均匀。如图2所示,实验制备的η相粉末团聚较严重,在WC-10Co粉末中加入η相粉末后如果球磨时间不够,η相粉末没有分散均匀就进行碳化反应,导致所得到的板状WC晶粒聚集在一起。但η相为脆性相,随球磨时间增加,η相粉末很容易被破碎从而均匀分布在WC-Co基体中,C原子也能够充分扩散到η相附近,从而得到分布较均匀的板状WC晶粒。

图6 添加不同量η相粉末的WC-10Co的SEM照片(η相在基体中球磨2 h)
图8所示为添加4%质量分数的η相粉末与等摩尔量炭黑时,η相在基体中球磨时间对硬质合金力学性能的影响以及与相同Co含量传统硬质合金的对比。从图中可以看出,当η相粉末在基体中球磨时间为6 h时,所制备的含板状WC晶粒硬质合金相对于传统硬质合金,密度基本持平,硬度提升0.7%,强度和断裂韧性分别提高了约6%和17%。这说明向WC-10Co硬质合金中添加一定量的η相粉末以及等摩尔量的炭黑会提高合金的综合力学性能。
由于WC属于六方晶系,具有各向异性,这使得WC晶粒在不同晶面和晶向上的物理及力学性能不一 样,尤其体现在硬度上,WC 晶体(0001) 基面的硬度是WC(1000) 棱柱面硬度的2倍[14],加入η相粉末与等摩尔量的炭黑所制得的硬质合金中WC晶粒(0001)面所占的比率较传统硬质合金大,在测定硬度时,基面与压头接触的几率也随之增加,从而提高了硬度。此外,SHTOV等[15]也证明了WC晶粒的各向异性和形状改变诱导的Hall-Petch硬化是硬质合金硬度增加的主要原因。板状WC晶粒大多为面接触,当材料受到外力作用时,板状WC晶粒会通过晶面将应力传递到周围的区域中,这大大减少了压痕尖口处的应力集中,使合金强度提高;另一方面,当合金中WC均匀分布时,Co相被硬质相隔开,只能分布在WC晶粒的间隙中,当存在较大的板状WC晶粒时,Co相的平均自由程增加,从而合金的强度提高。图9所示为添加η相粉末后WC-10Co的裂纹扩展SEM照片。传统WC-Co硬质合金中的裂纹在最为薄弱的WC/WC的晶界面或WC/Co界面处扩展,而从图9中可以看出,当裂纹遇到板状WC晶粒时,裂纹会在穿过板状WC晶粒后继续向前扩展或者沿着板状晶粒的边界发生偏转,前者消耗了更多的能量,后者则增加了裂纹扩展面积,因此不论哪种扩展方式,板状WC晶粒均可阻碍裂纹进一步扩展,从而提高硬质合金的韧性[16]。

图7 η相粉末在基体中球磨时间对合金组织的影响(4%η)
从图8中还可以看出,随η相粉末在基体中球磨时间减少,所制备硬质合金的硬度、强度和断裂韧性都有不同程度的降低。当η相粉末在基体中球磨时间为2 h时,综合力学性能相对于传统硬质合金并没有优势,甚至有所下降,这主要是由于过多的板状WC晶粒聚集在一起,影响了烧结过程的液相流动和颗粒重排过程。在烧结过程中,液相流动与颗粒重排阶段是烧结体的致密度增加最明显的阶段,液相点以上,随温度升高,出现足够多的液相,液相受毛细管力的驱使流动,使颗粒重新排列以获得最紧密的堆积和最小的孔隙表面积。但过多板状WC晶粒聚集在一起时,由于空间的限制,颗粒重排使得局部的WC晶粒并没有达到最紧密的排列,而这种排列也使得液相不易渗入孔隙中,从而最终形成孔洞,影响烧结体的力学性能。

图8 η相粉末在基体中球磨时间对合金力学性能的影响(4%η)
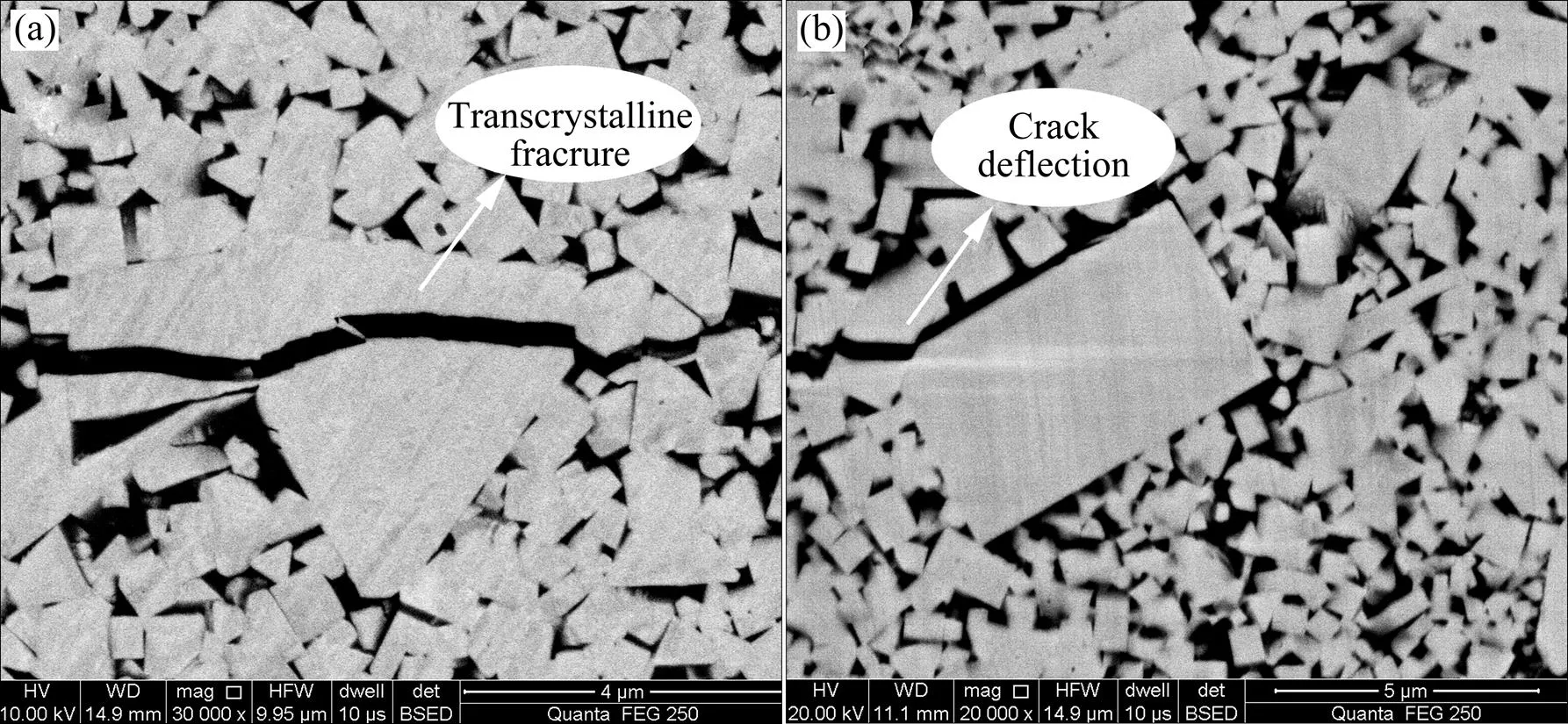
图9 添加η相粉末后WC-10Co的裂纹扩展SEM照片
3 结论
1) η相的碳化反应开始于950~1 000 ℃之间,在1 100~1 200 ℃之间结束。
2) 加入2%和4%质量分数的η相粉末及等摩尔量的炭黑后,WC-10Co中的WC晶粒出现了明显的板状特征,且板状WC晶粒数量随η相粉末加入量增大而增多;在总球磨时间不变的前提下,随η相粉末在基体中球磨时间延长,板状WC晶粒的分布越来越均匀。
3) 板状WC晶粒是由η相碳化反应得到的WC孪晶转变而来,且碳化反应速度是制约WC孪晶形貌的关键因素。
4) 在基体中均匀分布的由η相转变而来的板状WC晶粒使得WC-Co硬质合金的密度保持不变,硬度略微升高,强度和断裂韧性显著提高;相反,若η相粉末在基体中团聚严重,所制备的含板状WC晶粒硬质合金相对于传统硬质合金并无优势。
[1] 羊建高, 谭敦强, 陈颢. 硬质合金[M]. 长沙: 中南大学出版社, 2012: 347−366. YANG Jiangao, TAN Dunqiang, CHEN Hao. Cemented Carbide[M]. Changsha: Central South University Press, 2012: 347−366.
[2] 孙宝琦, 吴国龙, 周建华. WC-Co硬质合金中的η相及其对合金性能的影响[J]. 硬质合金, 1999, 16(2): 92−95. SUN Baoqi, WU Guolong, ZHOU Jianhua. η phase in WC-Co alloy and its effect on property of the alloy[J]. Cemented Carbide, 1999, 16(2): 92−95.
[3] KOBAYASHI M. Development of disk-reinforced cemented carbides [J]. International Journal of Refractory Metals & Hard Materials, 2000, 16(2): 41−45.
[4] KOBORI K, UEKI M, SAITO T, et al. Some properties of WC-βt-Co cemented carbide having stratified structures of sheet-like WC phases[J]. Journal of the Japan Society of Powder Metallurgy, 1989, 36(4): 41−46.
[5] KINOSHITA S, SAITO T, KOBAYSHI M, et al. Microstructure and mechanical properties of new WC-Co base cemented carbides having highly oriented plate-like triangular prismatic WC grains[J]. Journal of the Japan Society of Powder and Powder Metallurgy, 2000, 47(5): 526−533.
[6] KINOSHITA S, KOBAYASHI M, HAYASHI K. High temperature strength of WC-Co base cemented carbide having highly oriented plate-like triangular prismatic WC grains[J]. Journal of the Japan Society of Powder and Powder Metallurgy, 2002, 49(4): 299−305.
[7] KINOSHITA S, KOBAYASHI M, TANIGUCHI Y. Effects of starting powder size and balling-milling time on microstructure of WC- Co base cemented carbides prepared from W+C+Co mixed powder[J]. Journal of the Japan Society of Powder and Powder Metallurgy, 2003, 50(5): 377−384.
[8] KITAMURA K, KOBAYASHI M, HAYASHI K. Microstructural development and properties of new WC-Co base hardmetal prepared from CoWC+C instead of WC[J]. Journal of the Japan Society of Powder and Powder Metallurgy, 2001, 48(7): 621−628.
[9] SOMMER M, SCHUBERTA WD, ZOBETZB E, et al. On the formation of very large WC crystals during sintering of ultrafine WC-Co alloys[J]. International Journal of Refractory Metals & Hard Materials, 2002, 20(1): 41−50.
[10] 王雪琴, 马松华, 沈斌. GB3851—83. 硬质合金横向断裂强度测定方法[S]. 北京: 中国标准出版社, 1983. WANG Xueqin, MA Songhua, SHEN Bin. GB3851—83. Hardmetals-determination of transverse rupture strength[S]. Beijing: China Standards Press, 1983.
[11] SCHUBERT W D, NEUMEISTER H, KINGER G, et al. Hardness to toughness relationship of fine-grained WC-Co hardmetals[J]. Int J Refract Met Hard Mater, 1998, 16(2): 133−142.
[12] 刘寿荣. WC-Co硬质合金中的η相[J]. 硬质合金, 1997, 14(4): 198−203. LIU Shourong. η phase in WC-Co cemented carbide[J]. Cemented Carbide, 1997, 14(4): 198−203.
[13] KIM J D, LEE K W, LEE J W, et al. Formation of twinned WC grains during carbonization of eta phase(Co3W3C)[J]. Materials Science Forum, 2007(534/536): 1189−1192.
[14] ROEBUCK B, ALMOND E A.Deformation and fracture processes and the physical metallurgy of WC-Co hardmetals[J]. International Materials Reviews, 1988, 33(2): 90−110.
[15] SHATOV A V, PONOMAREV S S, FIRSTOV S A. Modeling the effect of flatter shape of WC crystals on the hardness of WC-Ni cemented carbides[J]. Int Journal of Refractory Metals & Hard Materials, 2009, 27(2): 198−212.
[16] 刘超, 吝楠, 贺跃辉, 等. 添加粗晶WC对WC-Co硬质合金组织与力学性能的影响[J]. 粉末冶金材料科学与工程, 2014, 19(1): 123−129. LIU Chao, LIN Nan, HE Yuehui, et al. Effect of coarse grained WC addition on microstructure and mechanical properties of WC-Co cemented carbide[J].Materials Science and Engineering of Powder Metallurgy, 2014, 19(1): 123−129.
(编辑 高海燕)
Effect of η phase powders addition on the microstructure and properties of WC-10Co cemented carbides
GUO Yu, LI Zhiyou, XIONG Huiwen
(State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China)
WC-Co cemented carbide with plate-like WC grains was prepared by adding 2%, 4% η phase powders and the equimolar carbon black to a ball-milled WC-10Co batch through traditional powder metallurgy process. The carbonization reaction of η phase, effect of addition amount and the milling time in the batch of η phase powders on the microstructure and properties of cemented carbide were studied. The results indicate that small additions of η phase and equimolar carbon black help the development of plate-like grains, the number of plate-like WC grains increases as the amount of η phase powders increases, and when the total milling time is constant, the distribution of plate-like WC grains is more uniform as the milling time in the batch of η phase powders increases. This kind of plate-like WC grain is produced from the twined WC which forms from the carbonization reaction between 950 ℃ to 1 200 ℃ of η phase and the C atoms that spread from the matrix, and the carbonization rate of η phase is the key factor that influence the morphology of twined WC. The density of the cemented carbide with plate-like WC grains is the same as the traditional one which has the equal content of Co, while the hardness, transverse rupture strength, and fracture toughness are increased by 0.7%, 6% and 17%, respectively.
η phase; WC-10Co; carbonization reaction; plate-like WC grains; cemented carbide; mechanical property
TF125.3
A
1673−0224(2016)05−702−08
中南大学粉末冶金国家重点实验室自主课题
2015−10−13;
2016−12−25
李志友,教授,博士。电话:0731-88830464;E-mail: lizhiyou@csu.edu.cn
猜你喜欢
无机盐工业(2022年12期)2022-12-22
耐火材料(2022年6期)2022-12-21
山东冶金(2022年4期)2022-09-14
广东建材(2022年1期)2022-01-28
高压物理学报(2021年4期)2021-07-25
中国钼业(2018年5期)2018-11-02
红蜻蜓·低年级(2018年6期)2018-07-09
四川师范大学学报(自然科学版)(2018年3期)2018-06-04
中国材料进展(2016年11期)2016-12-19
凿岩机械气动工具(2014年4期)2014-03-01
