
无砟轨道现场闪光接触焊钢轨焊头平直度的控制
2016-10-19 07:30金能龙
山西建筑 2016年24期
金能龙 陈 超
(湖南高速铁路职业技术学院,湖南 衡阳 421002)
无砟轨道现场闪光接触焊钢轨焊头平直度的控制
金能龙 陈 超
(湖南高速铁路职业技术学院,湖南 衡阳 421002)
介绍了无砟轨道现场闪光接触焊接方法的应用现状,从闪光接触焊机对轨精度、粗磨工艺、正火及调直过程等方面,分析了影响现场闪光接触焊钢轨焊头平直度的因素,并提出了具体的控制措施,以保证焊接工程的质量。
钢轨,闪光接触焊,焊头,平直度
0 引言
钢轨焊接的方法有闪光接触焊、铝热焊、气压焊和电弧焊,电弧焊在我国基本没有应用,随着科学技术的发展,气压焊也已经很少使用,目前我国线路焊接主要采用闪光接触焊,道岔焊接主要采用铝热焊。钢轨焊接分为基地钢轨焊接(厂焊)和现场钢轨焊接(工地焊),目前主要是将100 m钢轨在基地焊接成500 m,然后运至施工现场,现场焊接成单元轨节,进行应力分散,形成全区间无缝线路和跨区间无缝线路。现在基地钢轨焊接主要是固定式接触焊焊机进行焊接,其粗磨平台、调直设备、精磨数控平台都比较成熟、先进。但是现场焊接接头目前很少使用大型数控打磨设备,基本都采用了人工小型打磨设备进行打磨,其工艺虽然看起来简单,但是焊头平直度控制难度比较高。现就从以下几个方面谈谈现场闪光接触焊钢轨焊头平直度的控制。
1 闪光接触焊机对轨精度对焊头平直度的影响及对策
目前,我国主要采用移动式焊接机,有K922,AMS60等焊机,这些焊机主要采用了集装箱式,固定在平板车前方。在有砟轨道焊接钢轨时,需要将焊接接头附近的轨枕进行移动和道砟的清理,用来提供焊机能够夹住钢轨的空间。但是无砟轨道只能利用在接头附近钢轨垫入垫块,增加钢轨与无砟轨道之间的间距,满足焊机夹住钢轨的需要。
利用垫块垫高钢轨时,因为钢轨焊接设置的预拱度约为1 mm,而现场因为利用垫块进行垫高钢轨,垫块的调整设置比较难,而且对垫块的系列设置要求比较高,很多时候实际预拱度并非是1 mm,导致焊接完成后的焊头平直度超标。垫块垫的过高会出现高接头,垫块不够会导致低接头。垫块分布不合理会出现扭曲,有些焊接人员盲目提高没有压车旁边的钢轨,导致钢轨出现扭曲焊接,导致错牙、断面不对接等现象。
对策:
1)尽量采用改进焊轨机设置,采用焊轨列车,焊轨机在车身下,利用自身千斤顶将列车顶起,从而提高对轨精度。
2)利用垫块进行垫高时,要计算顺坡率,要严格按照计算结果进行设置,并且严格控制钢轨预拱度。
3)垫块垫高需要对称垫高,严格控制错牙、断面扭曲等情况。
2 粗磨过程对平直度的影响及对策
现场闪光焊机因为对位、焊接过程均比不上在基地进行焊接,焊接质量不容易控制,主要是钢轨焊接接头的外观质量。现在的移动闪光接触焊接都有自己的推瘤刀进行推瘤作业,要保证推瘤后轨头的两侧面及轨顶面的残留量不大于0.6 mm,轨角上表面不大于0.8 mm,其余部位不大于1.0 mm,但是不能出现推瘤推亏、刮伤等情况,所以残留量的预留值又不宜过小。
闪光接触焊机在推瘤后要进行粗磨,粗磨工艺的控制是否良好直接影响到精磨质量。如果粗磨不合理的话,可能对钢轨产生打磨灼伤,在钢轨表面产生马氏体,影响焊头的正常寿命。粗磨必须根据焊头温度进行预留精磨厚度,不然很容易造成低接头,给精磨带来很大困难,并且在后期运营中带来不良后果。不允许将轨底、轨底三角区打亏,导致应力集中,从而影响正常的寿命。接头错边量最大允许值表见表1。

表1 接头错边量最大允许值 mm
对策:
1)粗磨前用中间有缺口的1 m直尺量测,如果超过表1规定的数值,就应该锯掉重焊。很多作业人员做不到这一点,想通过打亏母材或者热处理校正等手段达到检测平直度的要求,蒙混过关。
2)对焊接焊头粗磨后的平直度进行量测,切记轨顶面及工作边不得超打,预留一定的上拱度,防止正火过程中的下塌变形。
3)轨顶面及工作边打磨应该采用仿形打磨机进行粗磨,禁止采用手持棒砂轮进行打磨,打磨人员应该持证上岗,定期培训,打磨过程中进刀均匀,倒棱打磨要圆顺,防止泛蓝,打磨灼伤。
3 正火及调直过程对平直度的影响及对策
焊后正火热处理工艺的目的是消除由于焊接热循环而产生的热影响,改善焊接接头的综合机械性能,使焊接热循环过程形成的晶粒细化,提高韧性,改善焊接残余应力的分布。
焊后正火过程中很多作业人员选择对平直度不符合要求的钢轨进行热调直作业,采用上抬或者下压的方式进行,而绝大多数不考虑温度,利用高温易变形,进行平直度改变。这种方式会改变焊头内部结构,影响钢轨使用寿命;而且不容易控制,经常出现变形量较大,很多作业人员反复正火导致焊头内部晶粒粗大,马氏体产生等,影响使用寿命。
对策:
1)按照规范,严格控制温度,在正火结束后,焊接头温度应低于400 ℃,才能开始进行调直作业。如果在正火过程中进行上抬、下压都是违规的,会影响焊头的使用寿命。
2)正火过程中要注意焊头的受力问题,受到上拱力或者下压力都会让钢轨顶面平直度变形。
3)正火前应检查平直度,对严重超限,超过表1的焊头应该重焊,不应用热调直的方法处理。
4 精磨过程对平直度的影响及对策
新建线路完成闪光接触焊粗磨以后,都要进行精磨,精磨要求如表2,表3所示,其要求精度都在零点几毫米,在人工利用小型打磨机械进行打磨时,没有严格打磨流程及粗磨状态的分析,就容易出现打亏、线性不符合要求、打磨灼烧等情况。
对策:
1)在精磨前,如果条件允许应采用电子平直尺量测,如果采用钢轨波磨尺进行量测,应量测多处。根据量测结果确定打磨方案。
2)打磨应该采用仿形打磨机打磨,打磨过程中应该及时量测,及时改变打磨方案,防止打亏。
3)对工作边进行弯轨处理中,应该采用有压力表的弯轨器进行弯轨,对弯轨器进行弯轨数据分析,掌握弯轨器性能,防止超弯或不足引起的多次弯轨。如果弯轨量超过1 mm以上最好采用预热弯轨,但温度不能超过400 ℃。
4)应该量测母材打磨量,母材打磨不超过0.5 mm。
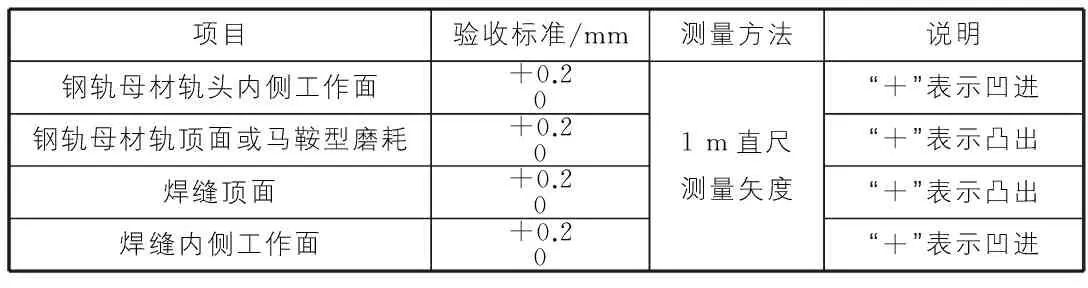
表2 钢轨打磨作业验收标准(高速铁路)
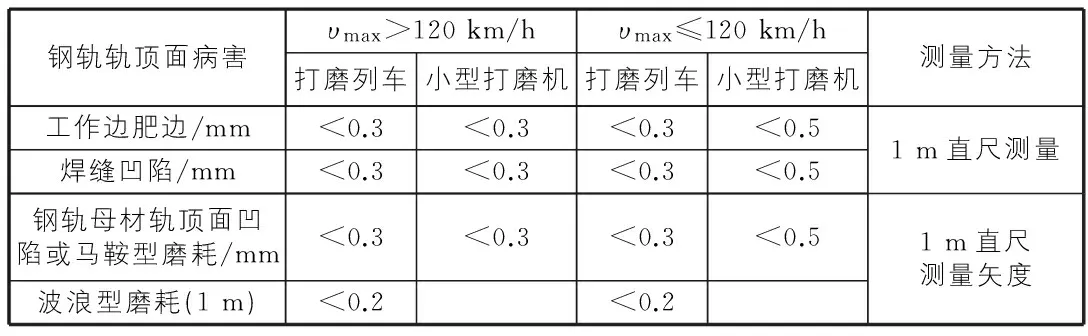
表3 钢轨打磨作业验收标准(普通线路)
5 结语
钢轨焊头平直度的控制是一个系统控制、全过程控制,从焊轨的对轨、焊接后粗磨、正火、调直、精磨等全过程都要做好,如果一个环节出了问题就会影响到后续的所有环节,钢轨焊头平直度就得不到保障。其实,我们要特别注意焊接的质量,如果焊接质量不达标,后续工作为了弥补这个缺陷,会付出很大的代价,要提高焊接工的理论及实操水平,制定详细的焊轨步骤,每一个细节都应该数据化,焊出良好的焊头。对于不合格的焊头一定要进行重焊,从源头保证钢轨焊头平直度质量。
[1] 吕保华.无缝线路移动闪光焊焊接接头质量控制探讨[J].工程技术,2013(5):105-107.
[2] 周丹麦.现场焊接接头数控精磨技术研究[D].成都:西南交通大学,2010.
[3] 方庆辉.钢轨焊头短时间温差与平直度关系的分析[J].上海铁道科技,2013(2):123-124.
[4] 朱轩志.高速铁路钢轨闪光焊接头外观质量的控制与提升[J].甘肃科技,2014(8):113-116.
[5] 高文会.钢轨闪光焊接头平直度控制技术[J].铁道建筑,2010(9):103-107.
On control over smoothness of spark contact welding head at ballastless rail sites
Jin Nenglong Chen Chao
(HunanTechnicalCollegeofHigh-SpeedRailway,Hengyang421002,China)
The paper introduces the application of the spark welding method on the ballastless rail sites, analyzes the factors affecting the smoothness of the welding head on the sites from the rail accuracy, coarse grinding, normalizing and straightening process, and points out the controlling measures, so as to ensure the quality of the welding projects.
steel rail, spark contact welding, welding head, smoothness
1009-6825(2016)24-0163-02
2016-06-13
金能龙(1985- ),男,讲师
U213.244
A
猜你喜欢
小资CHIC!ELEGANCE(2021年36期)2021-10-15
智慧少年·故事叮当(2020年12期)2020-12-25
鞍钢技术(2019年5期)2019-10-17
承德石油高等专科学校学报(2018年5期)2018-11-06
中华骨与关节外科杂志(2016年5期)2016-05-17
焊接(2016年1期)2016-02-27
焊接(2015年10期)2015-07-18
焊接(2015年9期)2015-07-18
电子工业专用设备(2015年4期)2015-05-26
海峡姐妹(2015年8期)2015-02-27
