
大厚度板真空电子束焊接机真空室的研制
2016-11-10 06:48贺云艳谢桂红
大众科技 2016年2期
马 斌 贺云艳 谢桂红 李 震
大厚度板真空电子束焊接机真空室的研制
马 斌贺云艳谢桂红李 震
(桂林狮达机电技术工程有限公司,广西 桂林 541004)
根据大厚度复合钢板真空电子束焊接的要求,研制了一台专用电子束焊接机,解决了大型真空室箱体在高真空状态下的变形问题,采用合理的真空密封结构和X射线的屏蔽防护,保证了焊接过程的稳定可靠,很好地满足了生产需求。
真空室;变形;密封;X射线的屏蔽防护
随着我国工业建设的高速发展,装备制造业对钢板的厚度、质量的要求不断提高,大厚度复合钢板生产工艺有必要采取有别于传统工艺的方法,真空电子束焊接成为一种较好的选择。针对大厚度复合钢板的焊接专机是解决此问题的关键,桂林狮达机电技术工程有限公司在电子束焊机技术的基础上,研制出一种结构合理、密封可靠、带X射线的屏蔽防护的真空室,在实际生产中已得到了应用,较好地满足了装备制造业的需求。
1 设计参数要求
真空室是电子束焊接设备的主要部件之一,电子束焊接的生产工艺过程都是在真空室中进行。真空室主要由箱体、门和法兰组成。由于使用的要求不同,真空室有圆形和盒形等结构。盒形箱体制造复杂,耗费金属材料多,但其内部可利用的空间大,适合于大厚度复合钢板平稳地进出真空室。
根据真空电子束焊接的特点,用于大厚度复合钢板焊接的真空室有下列要求:
(1)真空室在工作时承受0.1MPa大气压,真空室的变形量应控制在≤0.5mm。箱体采用盒形结构,门采用平板结构;
(2)门和法兰选用可靠的密封形式,真空室的漏气率≤10-7Pa·L/s;
(3)可靠的X射线的屏蔽防护,应对任何工作人员的职业照射水平进行控制:一年中的有效剂量≤50mSv。
2 部件设计
2.1箱体和门
箱体由五个平面构成,门设置在箱体面积最小的平面上。箱体和门的厚度可按矩形平板计算,为了减少板材的厚度,在箱体和门的外壳使用矩形加强筋。
箱体和门的已知参数如下,在计算时要选择面积最大的面进行计算,尺寸如图1所示:
箱体和门的材料为16Mn,其常温下材料的抗拉强度σb=480 MPa;
温度t平均=20℃;工作温度下材料的屈服极限σs=310 MPa;
B=520cm,b=50cm,L=500cm,l=50cm,箱体高H=250cm;
板周边固定,受外压0.1MPa,不做水压试验p=0.098MPa①按强度极限确定弯曲时许用应力
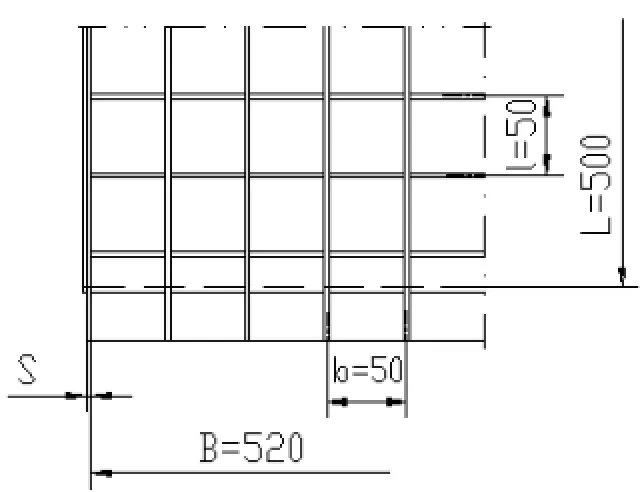
图1 箱体示意图
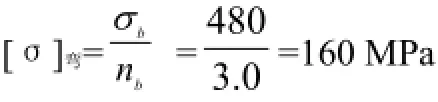
式中,合金钢材料安全系数nb=3.0
②按屈服极限确定弯曲时许用应力

式中,合金钢材料安全系数ns=1.6
③确定最小厚度

壁厚附加量C=C1+C2+C3=0.08+0.1+0≈0.2 [cm]
壳体实际壁厚S=S0+C=0.9+0.2=1.1 [cm]
实际取S=3.5cm
④校核应力

满足了应力要求。
⑤选矩形截面加强筋,如图2所示,宽与高之比为1/10,计算所需要的截面模量

式中,K——系数,与筋两端的固定方式有关,刚性固定取K=12

计算加强筋宽度

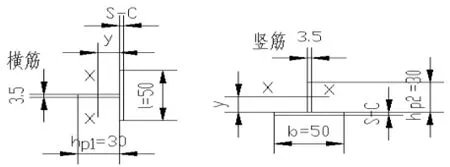
图2 加强筋的剖面图
加强筋的尺寸:
实际取横筋 SP1=3.5cm,高hp1=30cm,SP2=3.5cm,高hp2=30cm
⑥计算加强筋和壁联合的截面模量
加强筋的截面积

壁部分的截面积

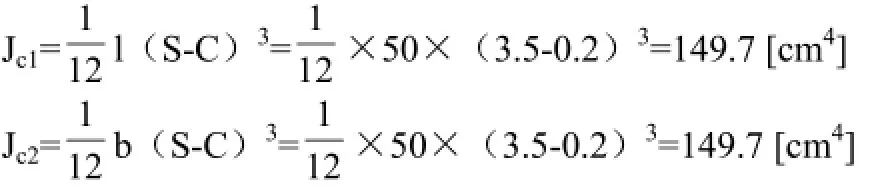
加强筋截面的惯性矩(对通过其质心而平行于壁面的轴线)

壁部分截面的惯性矩(对通过其质心而平行于壁面的轴线)
由壁到联合重心的距离

加强筋与壁联合作用的截面模量
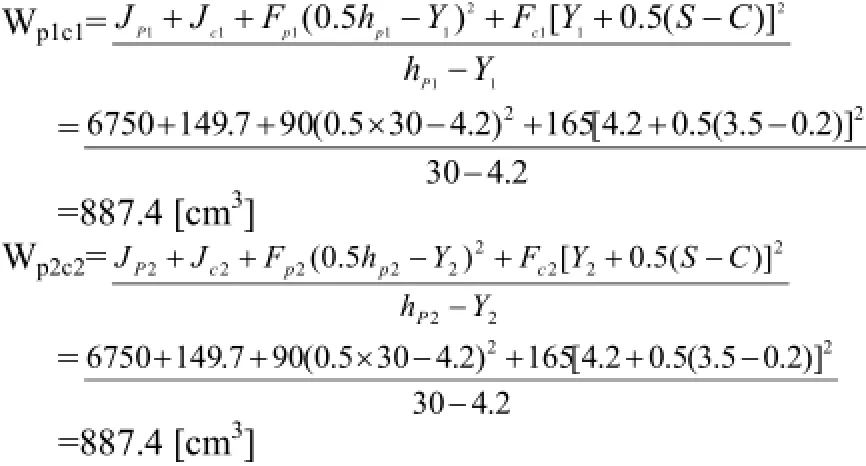
⑦校核应力
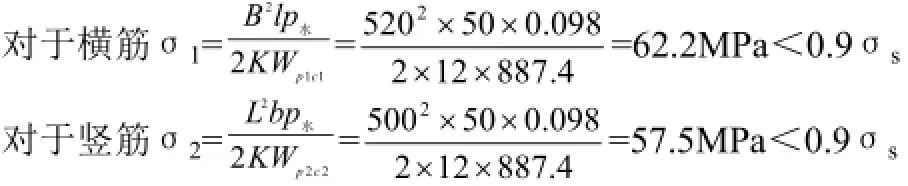
即箱体的设计满足应力要求。同理,门的设计能满足应力要求,此不赘述。
大厚度复合钢板的焊接在真空室内进行,真空室的内部装配有XY工作台、升降台和旋转工作台等精密的运动机构。在真空室承压的工作状态下,对箱体的五个平面进行变形量的测量,变形量在0.2 ~ 0.4mm范围内,符合设计要求,这就保证了真空室内部的运动机构的精度及稳定地运行,从而满足大厚度复合钢板的焊接精度的要求。
2.2门和法兰的密封设计
为了隔绝大气,要求通过密封途径将真空室的漏气率限制在10-7Pa·L/s的范围之内,大厚度复合钢板的电子束焊接设备一般需要的真空度为10-2~10-3Pa。正确地设计密封结构、选择适当的密封材料是决定真空室的质量好坏的关键之一。
电子束焊接设备的门、法兰与箱体之间的密封设计为可反复拆卸的静密封结构。设计时,密封槽的截面积要大于密封圈的截面积,且能允许密封圈的截面高度压缩25%。为了避免密封槽端口处的棱角划伤密封圈,密封槽的端角处应有R0.5的倒角,以消除密封圈的损伤在受力后会蔓延扩大导致密封失效的隐患。门、法兰的密封槽设计结构如图3所示:

图3 密封槽及密封圈压缩前后的示意图
密封材料选择丁腈橡胶,此类橡胶具有优异的耐油、耐水、耐热和较低的透气性,压缩永久变形小,使用寿命长,适用温度为-25℃~150℃,可在10-4Pa的高真空范围内广泛使用。
真空室组装完毕后,将真空室的真空度抽到10-2Pa后进行保压检测,15小时后真空室的真空度下降至100Pa以内,计算其漏气率为10-8Pa·L/s,符合设计要求。
2.3X射线的屏蔽防护
电子束焊接设备在常态下工作时,电子枪发生器中的阴极灯丝加热到一定温度时会逸出电子,逸出电子在阴极和阳极之间的数十千伏的高压电场中被加速,通过磁透镜聚焦后,形成高能量的电子束,当电子束轰击金属焊件的表面时,电子束总能量的1%左右的动能转换为X射线。X射线有波长短、能量高、具有很强的贯穿能力的特征。由于置于真空室内的焊件的周围没有任何屏蔽物质,故X射线呈漫散射状态向真空室内的空间发射,进而穿透箱体的薄弱部位,这对长期在设备前操作的人员的健康是危害极大的。正确设计X射线的屏蔽结构、选择适当的材质是X射线防护的关键。
X射线通过材料时以近似指数的形式衰减,当量剂量指数随着材料厚度的增加而逐渐下降。在工作电压低于100kV时,箱体为16Mn、δ3.5cm的材质能有效地阻止连续X射线的辐射。设计真空室时,还要采取以下措施:
(1)箱体壁板之间的焊缝应设计成阶梯状止口,防止X射线穿透焊缝而辐射出来。真空室的外部焊缝为断续焊接以加强箱体的强度,真空室内的焊缝为连续焊接以确保真空的密封性能。如图4所示:

图4 阶梯止口焊缝
(2)密封部位(如门、法兰)设计成迷宫结构,使X射线从其缝隙出来必须经过多次散射。X射线每散射一次,其强度下降几个数量级,经多次散射后,其强度即可下降到允许的剂量值。如图5所示:
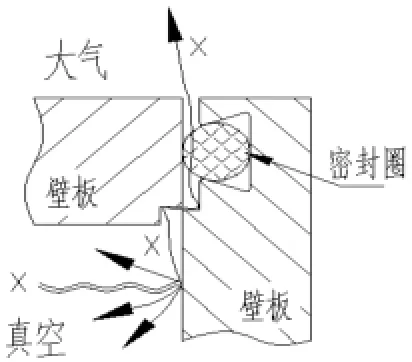
图5 迷宫结构
(3)为便于观察电子束焊接的工艺过程,在真空室的箱体侧面或门上开设观察窗。观察窗设计为可反复拆卸的钢化玻璃加铅玻璃的结构。设计时,钢化玻璃放置在内层,承受真空室的内外压力差;钢化玻璃与座之间采用静密封结构,保证真空室的密封性能;铅玻璃放置在外层,适当厚度的铅玻璃将X射线屏蔽;座设计为阶梯结构,有效地防止X射线从某些缝隙中泄露。如图6所示:

图6 观察窗示意图
在电子束焊接机制造完毕后,委托当地核与辐射安全监督站对该焊接机周围进行辐射空气吸收剂量率进行监测,监测结果均<120nSv/h,即年有效剂量约为0.96mSv/年≤50mSv/年,符合X射线的屏蔽防护的要求。
3 结论
经过三年多的连续生产实践表明,桂林狮达机电技术工程有限公司设计制造的大厚度复合钢板真空电子束焊接机工作稳定可靠,各方面性能良好,所生产的钢板完全达到了生产标准,较好地满足了客户的需求,为企业创造了新的经济效益。
[1] 达道安.真空设计手册(第3版)[M].北京:国防工业出版社,2006.
[2] 陈大先.机械设计手册(第5版)[M].北京:化学工业出版社,2008.
[3] 张以忱.电子枪与离子束技术[M].北京:冶金工业出版社,2004.
[4] 史戎坚.电子加速器工业应用导论[M].北京:中国质检出版社,2012.
Design and manufacture of electron beam welding machine vacuum chamber
Design and manufacture of vacuum electron beam welding device according to the demand of welding of the large thick plates are introduced in this paper. Solve the large vacuum chamber casing deformation under high vacuum. Adopt the reasonable structure of vacuum sealing and X ray shielding protection, the stabilization and credibility during welding process are ensured and the demand of production are well satisfied.
Vacuum chamber; deformation; seal; X ray shielding protection
TG47
A
1008-1151(2016)02-0077-03
2016-01-10
火炬计划项目(2009GH010181);创新基金项目(05C26224501279);创新基金项目(10C26224502821)。
马斌(1968-),女,桂林狮达机电技术工程有限公司工程师,研究方向为电子束设备的研发制造及电子束加工工艺。
猜你喜欢
汽车工程师(2019年7期)2019-08-12
模具制造(2019年3期)2019-06-06
真空与低温(2018年3期)2018-07-29
中国核电(2017年2期)2017-08-11
塑料制造(2016年5期)2016-06-15
中国塑料(2016年7期)2016-04-16
焊接(2016年7期)2016-02-27
焊接(2015年7期)2015-07-18
焊接(2015年7期)2015-07-18
原子能科学技术(2015年2期)2015-03-20
