
桥梁缆索用无粘结镀锌预应力钢绞线的研制生产
2016-11-21 05:26王雅志
天津冶金 2016年5期
桥梁缆索用无粘结镀锌预应力钢绞线的研制生产
王雅志
(天津冶金钢线钢缆集团有限公司,天津300400)
为满足鞍座式斜拉索的特殊要求,研制生产了Φ15.20 mm系列1 860 MPa桥梁缆索用无粘结热镀锌钢绞线。通过采用原料微合金化和镀锌、稳定化处理特殊过程控制等综合优化技术方案,使该类产品具备较高的强度、韧性和抗弯曲疲劳性能。
斜拉索;热镀锌;钢绞线;鞍座系统;弯曲疲劳
1 引言
桥梁是公路建设重要组成部分,随着我国公路建设事业快速发展,跨越江河、海峡的超大桥梁建设进入了一个辉煌的时期,斜拉桥、悬索桥不断涌现。随着对桥梁使用寿命的要求的不断提高,桥梁缆索如何适应其要求,成为钢材生产企业关注的问题。
2013年,中国境内设计的第一座符合当今世界最新设计理念的鞍座特大公路桥梁——五河淮河特大桥开始招标。该桥建在安徽省境内淮河上游,全长1 031.3 m,其主桥为(246+125)m,由主桥、南、北引桥三部分组成,系柱式独塔空间双索面混合梁斜拉桥。根据桥梁的结构特点和使用要求,该桥梁所使用的斜拉索材料必须具有较高的抗弯曲疲劳性能,需要满足鞍座系统抗弯曲疲劳试验的相关要求。
国际上在桥梁设计和制造领域对斜拉索的性能要求有2大主流派别,欧美国家设计时注重于“高强度、低松弛”,日本业界在设计时则更加关注于“高强度、高韧性”。五河淮河大桥在设计时,将上述两大主流派别的关注重点合二而一,采用以“高强度、低松弛、高韧性”为核心的技术要求,大大提高了钢材生产的难度。
2 研制路线
2.1 制定研制目标(根据客户协议)
根据客户对于产品各项性能指标的要求,我们制定了产品研制的目标指标,如表1所示。
2.2 设计工艺流程
根据上述研制目标,我们对该产品的生产工艺流程进行了优化,其主要生产流程见图1。
3 需要解决的技术问题
在产品研发过程中,经过反复研究,确定本项目的关键在于如何满足鞍座系统抗疲劳试验指标即在537~837 MPa载荷下,200万次不断裂,剩余强度为不小于0.95倍标准公称强度和0.92倍平均极限强度。要想实现目标,必须解决以下问题:
与原料厂家合作,研究该产品专用盘条的技术条件,为成品在高强度下保持高韧性奠定基础。
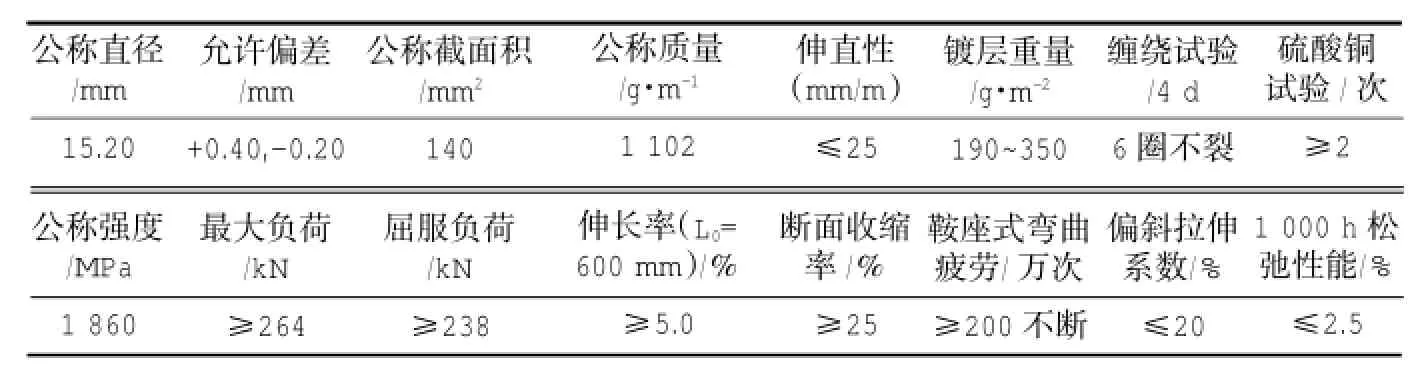
表1 研制目标指标
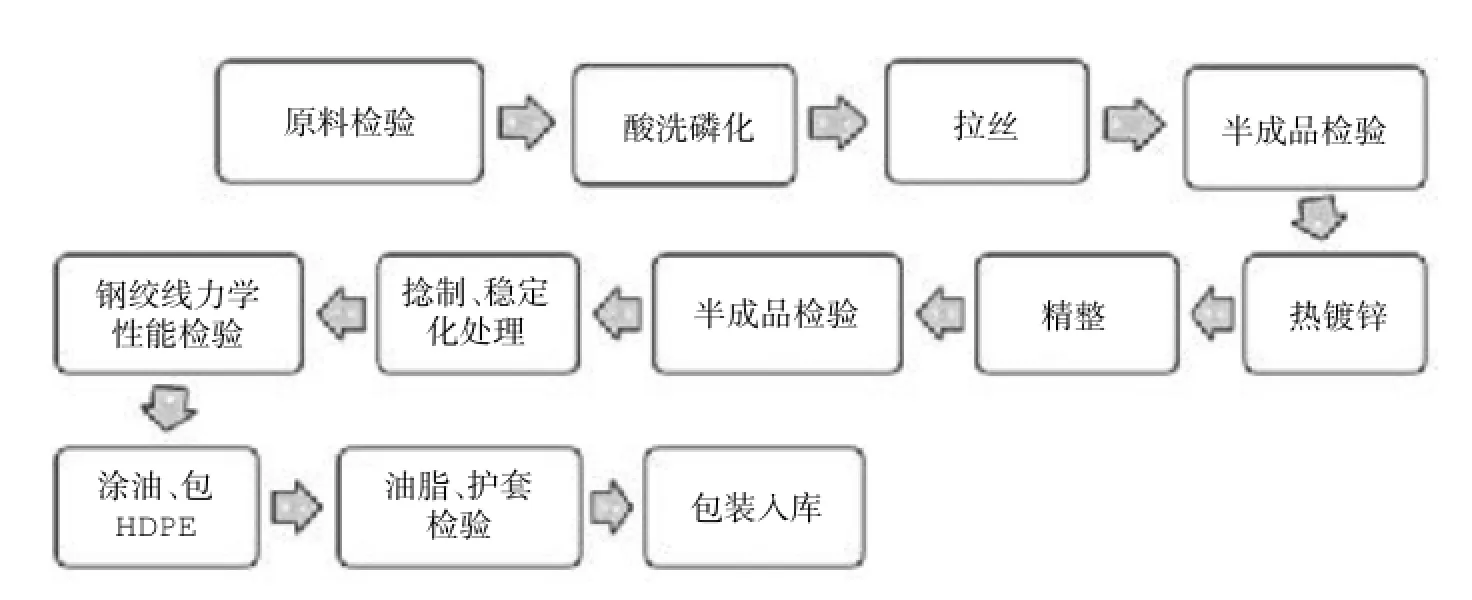
图1 产品生产流程见图
研究工艺流程,拉拔工艺参数及模具尺寸,合理分配半成品压缩率,确保强度最高,韧性损失最小。
研究热镀锌工艺,解决浸锌时间影响锌层厚度和钢丝扭转制的问题。
研究稳定化处理工艺,解决回火温度与张力匹配,产品伸长率与松弛率的矛盾问题,保证产品符合要求。
4 原料及工艺参数研究
产品的性能指标是由原料盘条质量水平、半成品钢丝镀锌工艺和后续镀锌钢绞线生产工艺共同影响所决定的。确定原料适用要求是能否实现项目目标的重要因素之一。
4.1 原料选择
为了适应产品的技术要求,我们与原料生产厂合作研究了该产品专用盘条,严格控制盘条化学成分中的C含量,并添加Cr、V元素,降低P、S等有害元素的含量。Cr可增加钢的淬透性,使索氏体比率提高,改善拉拔性能,还可提高钢材的抗氧化性和耐腐蚀性,但Cr易偏析,不宜加入过多,否则会造成马氏体增多;适当添加V可细化晶粒、提高钢材强度和韧性的作用。C的含量应适宜,过低会造成强度不足,过高易形成网状渗碳体,使拉拔性能变坏。控制N、O含量,降低钢材脆性,考虑以上因素,最终确定了成分含量。根据生产经验,选择采用盘条的尺寸为Φ13.0 mm,要求具有最适合拉拔的索氏体化组织含量≥85%。
4.2 拉拔
(1)拉丝工艺采用搅拌润滑和旋转冷却模具组合技术,提高拉拔后钢丝表面质量,减少拉拔应力优化塑性和扭转性能。
(2)模具采用“小角度+长模芯”;
(3)配模工艺路线:
经过大量样品分析,光面钢丝抗拉强度及扭转性能合格率100%,平均抗拉强度1 920 MPa,平均扭转次数25次,且断口平齐,符合要求。
4.3 热镀锌
众所周知,热镀锌工艺对钢材强度、扭转值影响很大,温度高会降低强度,影响镀层质量,温度低会降低扭转值;同一温度下,浸锌时间长,强度降低,浸锌时间短,影响锌层厚度及扭转。经过反复模拟试验、验证,终于找到了既能确保锌层质量,又能保证高强度、高扭转的最佳工艺。
镀锌工艺在采用多组电解碱洗+电解酸洗+更新的EMW电磁感应抹拭组合技术的同时,采用新的热镀锌生产工艺:
(1)锌温:460~465℃;
(2)浸锌时间为50 s。
围绕确保镀锌钢丝的产品质量,在热镀锌工序加大镀锌钢丝表面抽样检查和巡回检查力度,强化岗位责任制,对于检查发现的漏镀、锌瘤等问题及时做出标识、记录,区别存放,坚决杜绝有问题的半成品流入下工序现象的发生。
采取上述措施后,对镀锌钢丝的性能和质量进行检验,结果表明,镀锌钢丝的扭转性能明显改善,扭转合格率达到95%以上。
图2为扭转后钢丝断口。
图2 扭转后钢丝断口
4.4 精整
为防止绞线工序积锌断线,必须保证镀锌丝表面光滑,同时锌层致密度高,也能提高防腐性能,因此对外层丝进行精整:标注实际长度。
4.5 捻制及稳定化处理
稳定化处理工艺既要保证张力下位错钉扎,消除部分残余应力,又要保证锌层表面质量。稳定化处理工艺的关键参数是处理温度和张力。镀锌钢绞线抗拉强度、松弛性能、延伸性和伸直性的性能指标是否符合国标和用户的要求,其关键在于对稳定化处理的温度和所施加的张力的控制。在实际生产过程中,我们采用感应加热的同时施加一定的张力,以确保稳定化处理过程能够快速进行。对稳定化处理过程中的线速度、张力和温度3个主要控制参数,经过多次反复试验和筛选,最终确立了如下的稳定化生产工艺:
(1)加热温度:390~395℃;
(2)张力:100~103 kN;
(3)捻距:220 mm。
在确定的回火温度下,对钢绞线施加轴向张拉力,钢绞线产生1.5%~2.0%的轴向拉伸塑性变形从而可以保证钢绞线获得低松弛、高伸长等优良综合力学性能。
4.6 无粘结生产工序
(1)该工序原理是将单根钢绞线通过专用设备涂防腐润滑脂和防腐塑料护套。调整牵引速度,挤塑机转速,保证表面质量及护套厚度。
(2)必须保证油脂含量30 g/m以下,塑料覆层1.5~2.0 mm,才能达到截面形状六边形的目的。
5 研制生产结果
研制生产的产品的力学性能见表2,无粘结工序护套指标结果见表3。

表2 成品力学性能(100卷成品统计数据)
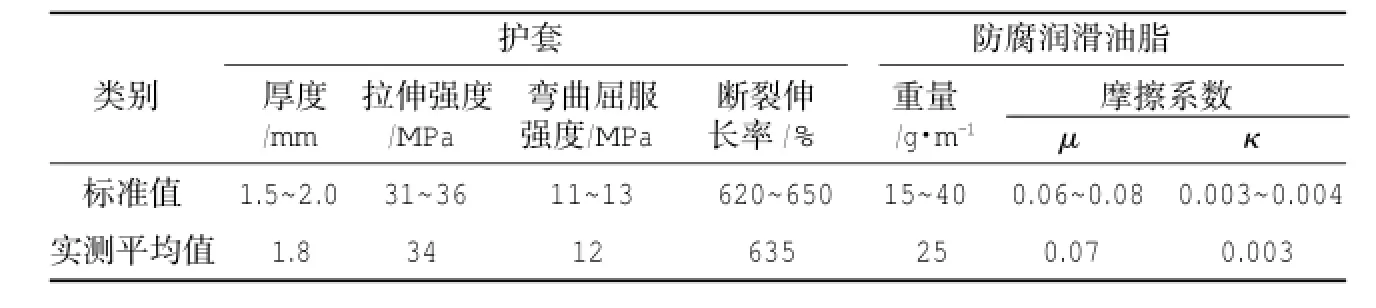
表3 无粘结工序护套指标
在本产品的研制生产过程中,采用了意大利引进的稳定化生产线生产,具备批量生产的能力。所研制的产品经国家建筑工程质量监督检验中心检测,各项性能指标均超过研制目标,鞍座系统抗弯曲疲劳试验经权威部门“中国船舶重工集团公司第七0二研究所”测试,满足在637~837 MPa应力下循环200万次不断的要求,产品质量达到国际先进水平。经用户使用证明,产品应用性能良好,符合桥梁领域对斜拉索材料要具有高强度、高耐腐蚀性能、高耐疲劳性能的要求。
6 结论
研制生产的斜拉索用钢绞线产品工艺路线设计合理、参数制定准确、原料选择适当,具备批量生产的能力。产品经国家建筑工程质量监督检验中心检测,最大力、屈服负荷、伸长率、松弛性能、伸直性、偏斜拉伸系数、应力腐蚀、轴向疲劳等指标均超过研制目标。鞍座系统抗弯曲疲劳试验结果符合研制目标要求。该产品已获得国家发明专利。
经用户使用证明,产品应用性能良好,符合桥梁领域对斜拉索材料要具有高强度、高耐腐蚀性能、高耐疲劳性能的要求,具有良好的发展前景和社会效益。
Development and Production of Unbonded Galvanized Pre-stressed Steel Strand for Bridge Cable
WANG Ya-zhi
(Tianjin Metallurgy Steel Wire and Cable Group Co.,Ltd.,Tianjin 300400,China)
Φ15.20 mm series 1 860 MPa unbonded hot-dip galvanized steel strand for bridge cable was developed and produced in order to meet the special requirement by saddle type stay cable. Through the adoption of comprehensive optimization technical plan such as raw material micro alloying and galvanizing and the special process control of stabilization treatment,the product possesses high strength,toughness and bending fatigue resistant property.
stay cable;hot-dip galvanizing;steel strand;saddle system;bending fatigue
10.3969/j.issn.1006-110X.2016.05.005
2016-05-25
2016-06-08
王雅志(1959—),男,高级工程师,天津冶金钢线钢缆集团有限公司总经理兼总工程师。
猜你喜欢
表面工程与再制造(2022年1期)2022-05-25
节能与环保(2022年3期)2022-04-26
中国自行车(2020年3期)2020-05-20
舰船科学技术(2020年4期)2020-05-18
表面工程与再制造(2019年3期)2019-09-18
重型机械(2019年3期)2019-08-27
世界有色金属(2019年23期)2019-02-09
中国高新技术企业(2015年21期)2015-07-13
装备环境工程(2015年4期)2015-02-28
表面工程与再制造(2014年2期)2014-02-27
