巨型水轮发电机定子低频振动改善性处理
2016-12-06 08:55李政张岗
中国水能及电气化 2016年9期
李 政 张 岗
(华能澜沧江水电股份有限公司糯扎渡水电厂,云南普洱 665005)
巨型水轮发电机定子低频振动改善性处理
李 政 张 岗
(华能澜沧江水电股份有限公司糯扎渡水电厂,云南普洱 665005)
国内已投产的600~700MW容量等级的部分巨型水轮发电机组,其定子机座水平振动较大,虽然对降低定子机座水平振动进行了探索性的研究与处理,但实际效果不明显。糯扎渡水电站采用转子磁轭重新热打键和磁极圆度调整的措施,摸索出了改善定子低频振动的方法,本文着重介绍低频振动处理过程,供水电同行参考借鉴。
巨型机组;定子低频振动;处理
糯扎渡水电站位于云南省普洱市思茅区和澜沧县交界处,是澜沧江中下游河段梯级规划“二库八级”电站的第五级。电站水库具有多年调节能力,机组额定水头187m,总装机容量5850MW(9×650MW),是澜沧江上最大的电站。电站由9台发电机组组成。本文以电站8号机组为例进行分析。
1 现 状
糯扎渡水电站自2012年9月投产以来,在线监测系统显示:7~9号机组定子机座水平振动偏大,特别是8号机组,其定子机座水平振动峰值达到281μm,远远超出国家标准。2014年10月—2015年6月的电站7~9号机组水平振动月平均值统计见表1。

表1 7~9号机组定子机座水平振动每月平均值单位:μm
经分析发现,定子机座水平振动以2倍频为主,1倍频次之,振动数值随发电机励磁电流的增大而增大,变化规律明显,空转无励磁时振动值在30μm以内,与机组转速无明显关联,稳定性试验发现低负荷50MW时振动值达到最大,随负荷的增加振动数值呈缓慢下降趋势,下降幅值在20μm以内。可以判定该振动明显受电磁不平衡力影响。
不同结构设计的机组对比监测:电站1~6号机组采用刚性结构设计,其定子机座水平振动值在40μm以内;7~9号机组采用柔性结构设计,其相关数值在110μm以上。从数值上可以确定柔性结构的刚度弱于刚性结构,水平振动相对较大。
2 振动原因分析
针对水轮发电机定子机座振动大的情况,委托哈动所开展了关于“大型水轮发电机定子振动评估及技术解决方案”课题研究,结果表明,机组振动主要原因有电磁力引起、机组运行中定子或者转子圆度发生变化导致气隙不均匀、安装时定转子圆度不均匀引起气隙不均匀、转子结构本身导致、安装质量和控制标准不高等。
3 转子圆度处理过程
从振动结论来看,影响振动的因素较多,但仍不能明确电站机组机座水平振动大的主因,综合现场施工条件,电站确定了以转子圆度调整实现定子振动改善的处理方案,并根据8号机组在88%额定转速时转子磁轭与转子支架分离的问题,转子圆度处理过程中对磁轭重新进行热打键,确保热打键理论紧量达到设计要求的3.8mm。现场除了严格控制圆度处理工艺外,还对机组进行轴线调整、轴瓦间隙调整、推力受力调整、对转子支架进行刚度校核并增设立筋和环筋。
3.1 准备工作
收集整理处理前数据,拆机前重点测量48个磁极上、中、下气隙值,待拆机将转子吊至安装间后进行转子测圆架安装,测量48个磁极上、中、下三点半径。测量过程中保证磁极编号与机组在线监测系统使用的磁极编号一致。
3.2 转子磁轭垫片取出
拆除所有磁极,以挂磁极的中间位置测量每个磁极处的磁轭外径,测量上、中、下三点。检查发现磁轭片在周向存在轻微的错位。
在磁轭通风槽内加入履带式加热片,每层48个,沿高度方向均分为5段,共240个加热片,每个4kW,总加热功率960kW,外接4台开关柜;保温层用130块6100mm×610mm×40mm保温被将磁轭内、外、上、下均覆盖好。
预案估算最高温度200℃,约需30h,设定采取多种措施确保垫片全部取出的预案,避免磁轭与主力筋之间的间隙内无残留垫片。实际历时约8h,温度达80℃时已将所有磁轭垫片取出,取垫平稳轻松。
测量原磁轭垫片的厚度,等待转子自然冷却。
3.3 转子支架加固
3.3.1 筋板焊接
为了提高转子支架的翘曲安全系数,在转子支架上、下环板上增加环形筋,同时考虑热打键的作用。每个环板上增加2条环形筋板,两筋板径向间距为1000mm,环形筋高度为200mm,厚度为20mm,采用多名焊工对称焊接方法,焊接前预热坡口及其附近部位,温度提至80℃左右。
3.3.2 立筋焊接
为提高转子刚度,在转子支架支臂上位于上、下环板间的位置,增加V形筋,同时考虑热打键的作用,每个支臂上增加2条V形筋板,V形筋边长为250mm,厚度为30mm。采用分段、退步焊接方法(详见图1,红色部分为V形筋)。焊接完成后进行焊缝打磨、100%探伤。

图1 立筋焊接
3.4 转子磁轭垫片配置和热打键
3.4.1 测量
测量磁轭外径、磁轭与大立间的间隙d。计算出磁轭圆度,磁轭上、中、下三点垂直度。
根据设计要求热打键理论值t1=3.80mm,理论上配置垫片的厚度为t=t1+d,最终配置的垫片厚度需结合转子圆度确定,比如转子上部平均圆度R为-0.47mm,中部为-0.20mm,下部为0.18mm。12号大力筋处间隙d上部为6.68mm,中部为6.78mm,下部为6.78mm;12号大力筋处磁轭实际圆度r上部为-0.98mm,中部为-0.18mm,下部为0.60mm。12号垫片配置的厚度为:上部T=t1+d-(r-R)= 3.80+6.68-(-0.98+0.47)=10.99mm,中部为10.56mm,下部为10.16mm。
结合现场垫片有0.30mm、0.50mm、1mm、2mm、3mm五种规格,最终垫片配置厚度上部为10.80mm,中部为10.60mm,下部为10.40mm,上、中、下之间配置不同厚度的垫片。
3.4.2 焊接
将不同规格的垫片点焊,并分上、中、下部焊接在基础板上,最终形成一个整体。
3.4.3 热打键
主立筋结构(见图2),磁轭加温至105℃,主立筋温度为60℃,形成55℃温差,24个垫片全部放入,历时12h。

图2 主立筋结构
3.5 转子磁极垫片配置和圆度调整
3.5.1 磁极挂装
圆度控制指标:将各磁极上、中、下半径的平均值与整个磁极半径的平均值偏差控制在±0.125mm以内。根据磁极垫片厚度的调整实现圆度控制要求(图3中数字标示处为磁极垫片安装位置),每个磁极垫片安装位置共计5处。
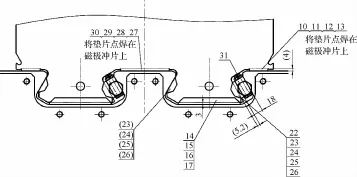
图3 磁极垫片安装
配置的磁极垫片有0.20mm、0.50mm、1mm、2mm四种规格,垫片长度与磁极高度保持一致。现场结合磁轭圆度按照±0.125mm偏差控制,计算出每个磁极的加垫厚度,将不同规格的磁极垫片点焊形成一个整体,计算过程中需考虑静态下气隙值、定子铁芯的平均测量直径。若转子直径超差,则通过磁极垫片来校正。
磁极绝缘、交流阻抗等试验合格后,开展磁极挂装工作,先回装基准磁极和对称位置的磁极,并测量该磁极的半径、垂直度,以基准磁极为例,计算出的磁极垫片配置厚度应为2.50mm,由2个1mm和1个0.50mm垫片组成,片间采用点焊固定并形成一个整体。
后续挂装的磁极,以先挂装的两个磁极的垫片厚度及磁轭圆度为依据进行挂装。
3.5.2 磁极键更换
目前,机组的磁轭与磁极通过双鸽尾形式连接,所采用的链条键存在无法打紧的问题,此次转子处理将磁极键更换为加工的整体阶梯键,每对键由两个阶梯键组成(见图4)。

图4 一对磁极键
3.6 其他辅助性措施
主要的辅助性措施包括将机组轴线调整、对三个导轴承进行间隙调整、推力受力调整等工作。
3.7 处理效果
3.7.1 机组140%Ne过速试验
与额定转速工况相比,过速时机组导轴承摆度、定子机座和上机架振动、转子不圆度等指标有明显上升,但数值均在国家标准之内;转子半径与转速成线性关系,随转速的上升转子半径增大;140%Ne过速时转子磁轭与转子支架发生了分离。
3.7.2 机组零起升压试验
逐步升高励磁电流后,在磁拉力的作用下,机组摆度、振动及转子不圆度和偏心距均出现了明显上升,其中转子不圆度由空转无励磁时的3.52%升至升压后的4.72%,偏心距由0.09mm升至0.22mm,定子机座水平振动由24μm升至80μm。
3.7.3 机组稳定性试验
机组带负荷后,定子机座振动在低负荷时达到最大值117μm,随着负荷的增加,转子不圆度和定子机座振动呈缓慢下降趋势,不圆度由4.74%下降至4.33%,定子机座振动由117μm下降至99μm;全负荷段下转子圆度变化在0.20%以内,变化较小。
3.7.4 气隙变化及振动特性
从机组在线监测系统中的转子圆度图来看,转子处理前后的气隙变化不明显,相关数据对比见表2。

表2 处理前后转子数据对比
处理前振动主要以2倍频为主,1倍频次之;处理后为1、2倍频共同占主要振动分布源,1倍频幅度有所增加。
3.8 转子处理的初步建议
a.转子磁轭重新热打键对定子机座水平振动的改善作用明显;建议进一步探索通过适当增加热打键的紧量,以进一步降低定子机座的水平振动。
b.静态下提高转子圆度偏差的控制指标,对定子机座水平振动的改善不明显,建议静态调整完成后结合带励磁试验的数据,实现在机坑里再次调整磁极,提高动态下的转子圆度,最终进一步降低定子机座水平振动幅度。
c.随转速上升转子半径增大的现象,可能与新型磁极键无法打紧有关,对磁极键的优化工作还需进一步探索。
4 结 语
作为巨型电站低频振动的改善性处理,糯扎渡电站迈出了重要的一步。低频振动处理后,8号机组从低转速至140%Ne转速,其振摆数据均满足规范要求;低频振动改善效果明显,定子机座水平振动由281μm降至117μm,满足修订后的国家规范要求。从效果分析看,为同类型电站处理类似问题提供了经验。
[1] 杨光勇,杨治全,叶超.小湾水电站1号机组转子圆度处理分析[J].机电信息,2015,447(21):146-149.
[2] 姬升阳,李政卿,胡成学.三峡水电站发电机转子圆度处理[J].水电与新能源,2010,91(5):24-26.
[3] 王鹏宇,孔德宁,胡镇良,等.巨型水轮发电机定子机座水平振动探讨[J].水电站机电技术,2011,34(5):29-32.
[4] GB/T 8562—2003水轮发电机组安装技术规范[S].北京:中国标准出版社,2004.
[5] GB/T 7894—2009水轮发电机基本技术条件[S].北京:中国标准出版社,2009.
Low-frequency vibration improvement handling of large hydraulic stator
LI Zheng,ZHANG Gang
(Huaneng Lancang River Hydropower Co.,Ltd.Nuozhadu Hydropower Station,Puer 665005,China)
A part of large hydraulic units with capacity level of 600~700MW have been put into operation in China.The horizontal vibration of stator frame is larger.The reduction of stator frame horizontal vibration is exploratory studied and handled,but actual effect is not prominent.Nuozhadu Hydropower Station adopts the measures of rotor yoke secondary hot keys and pole roundness adjustment measures.Methods of improving low frequency vibration are explored.In the paper,low frequency vibration treat process is mainly introduced as reference of hydro-power peers.
large units;stator low-frequency vibration;treatment
TV734.2
B
1673-8241(2016)09-0047-04
10.16617/j.cnki.11-5543/TK.2016.09.011
猜你喜欢
机械工程师(2022年10期)2022-11-17
防爆电机(2022年4期)2022-08-17
防爆电机(2021年4期)2021-07-28
防爆电机(2021年2期)2021-06-09
物理之友(2020年12期)2020-07-16
黑龙江科学(2020年4期)2020-04-08
中国设备工程(2020年23期)2020-01-19
制造技术与机床(2019年11期)2019-12-04
幼儿教育·父母孩子版(2017年9期)2017-11-15
凿岩机械气动工具(2016年3期)2016-03-01