
半导体与CO2光斑模式下激光熔覆工艺
2016-12-06 06:37杜雷明顾玉芬
电焊机 2016年5期
杜雷明,顾玉芬,石 玗,石 锋
(兰州理工大学省部共建有色金属先进材料加工与再利用国家重点实验室,甘肃兰州730050)
半导体与CO2光斑模式下激光熔覆工艺
杜雷明,顾玉芬,石玗,石锋
(兰州理工大学省部共建有色金属先进材料加工与再利用国家重点实验室,甘肃兰州730050)
为了研究不同光斑模式的激光热源熔覆镍基合金效果的差异,分别采用矩形大光斑半导体激光与圆形小光斑CO2激光在Q235低碳钢表面上进行镍基合金单道熔覆试验。通过相同条件下单道熔覆试验,对比分析不同光斑模式的激光获得的熔覆层尺寸、稀释率以及成形系数随激光功率及扫描速度的变化;还分析了矩形大光斑半导体激光热源与传统圆形小光斑CO2激光热源的差异。结果表明,在相同工艺参数下,矩形大光斑半导体激光获得的熔覆层尺寸、稀释率及成形系数明显优于传统CO2激光。
激光熔覆;半导体激光;CO2激光
0 前言
激光熔覆技术作为材料表面改性技术的一种有效手段,可以显著改善金属材料表面耐磨、耐腐蚀等性能[1-2]。与传统的表面改性技术相比,激光熔覆具有许多优点,如热影响区小、工件变形小、易于实现自动化等[3-5]。因此,激光熔覆技术获得了国内外许多学者的广泛关注和研究。
目前,随着激光技术的发展,国内外大功率半导体激光器的研制技术已趋向成熟。半导体激光器作为继CO2和Nd∶YAG激光器之后,其在材料加工中的优势是传统激光器无法比拟的。现研究表明[6-7],相对于传统激光器而言,半导体激光器不仅体积小、成本低,而且半导体激光的短波长更容易被熔覆材料所吸收,间接提高了生产效率;同时,半导体激光器的光电转换效率明显高于CO2激光器和固体激光器,使能源的利用率得到显著提高。
为了研究不同光斑模式的激光热源熔覆镍基合金效果的差异,分别采用矩形大光斑半导体激光与圆形小光斑的CO2激光在Q235低碳钢表面上进行了镍基合金单道熔覆试验。通过相同参数下的半导体激光与CO2激光单道熔覆试验,对比研究了激光功率及扫描速度对不同光斑模式的激光热源获得的熔覆层尺寸、稀释率以及成形系数等参数的影响。
1 试验材料和方法
1.1试验材料
单道熔覆试验采用基体材料为Q235低碳钢,尺寸为120×40×12。在进行熔覆试验前,采用打磨机对基体材料表面进行打磨,直至材料表面全部呈现出金属光泽且较为平整为止,最后用丙酮将打磨好的材料表面擦洗干净,并用吹风机烘干。试验熔覆材料为Ni60A。Ni60A属于镍基自熔性合金的一种。其具有较好的耐高温、耐腐蚀,耐氧化等优良性能,被广泛应用于重型机械的表面防护层。其化学成分如表1所示。

表1 Ni60A合金粉末化学成分Tab.1Chemical compositionsofNi60ANi-basedalloy %
1.2试验方法
单道熔覆试验所采用的激光器为矩形大光斑半导体激光器、圆形小光斑CO2激光器,具体参数如表2所示。本次试验采用预置粉末法,即试验前采用手工将待熔覆的镍基合金粉末涂覆在Q235低碳钢基材表面。

表2 半导体激光器与CO2激光器参数Tab.2Parameters of diode laser and CO2laser
为了研究矩形大光斑半导体激光器与圆形小光斑CO2激光器熔覆效果的差异,此次试验过程中保持预置粉末的厚度及激光器离焦量不变,粉末厚度为1 mm,激光离焦量为0。激光功率与扫描速度依次增加,功率为900~1 500 W,扫描速度为1.5~3 mm/s。
2 试验结果和分析
2.1激光功率对熔覆层尺寸、稀释率及成形系数的影响
为了研究工艺参数对半导体与CO2激光热源熔覆层成形的影响,采用熔宽-熔深比来表示熔覆层成形系数,并以熔覆层成形系数来衡量熔覆层的成形质量。图1a、图1b与图2a、图2b为扫描速度1.5 mm/s时,不同光斑模式的激光获得单道熔覆层尺寸、稀释率及成形系数随激光功率变化的趋势图。图1a、图1b表明不论采用半导体激光热源还是CO2激光热源获得熔覆层宽度、熔深都随激光功率的增加而增加。其原因在于当扫描速度一定时,激光功率决定了镍基合金粉末单位时间内所能获得的能量;增加激光功率,能量密度随之增加,粉末与基体所吸收的能量也随之增加,而增加的能量将增大熔池面积。提高合金粉末的利用率,进而熔覆层宽度与熔深均随激光功率的增加而增加。进一步对比分析图1发现在相同熔覆参数条件下,与圆形小光斑CO2激光相比,矩形大光斑半导体激光能够获得较宽、较浅的熔覆层。
分析图2a发现半导体激光与CO2激光获得熔覆层稀释率都随激光功率增加而增加。图2b表明半导体激光与CO2激光作为热源时获得熔覆层成形系数随激光功率增加而减小。对比分析图2a、图2b发现,在相同条件下,半导体激光获得熔覆层稀释率及成形系数明显优于CO2激光的。其原因在于半导体激光光斑面积较大,能量分布均匀,相同功率下,能量密度较小,因而易获得宽而浅熔覆层;而CO2激光光斑面积较小,能量集中、密度较大,因此获得的熔覆层尺寸窄而深。因此,在相同熔覆参数条件下,矩形大光斑半导体激光获得熔覆层稀释率及成形系数的能力明显优于圆形小光斑CO2激光的。进一步分析图2b发现半导体激光熔覆层成形系数随着激光功率增加迅速减小,而CO2激光熔覆层成形系数随着激光功率增加减小较慢,其原因在于虽然熔覆层的熔宽与熔深随着激光功率的增加而增加,然而熔宽不仅受激光功率的影响还受光斑大小的限制,因此增加激光功率对熔深影响大于对熔宽的影响,而半导体激光光斑面积较大,能量密度较低,随之激光功率的增加相对于熔宽而言熔深会以较快速度增加;而CO2激光光斑面积较小,在相同功率下与半导体激光相比其能量密度较大,因此相对于半导体激光而言随着激光功率的增加CO2激光的熔深相对于其熔宽的增加速度来说比较慢。因此,随着激光功率增加,相对于CO2激光而言半导体激光熔覆层成形系数减小速度较快。

图1 不同激光热源下熔覆层宽度、熔深随激光功率的变化Fig.1Variations of cladding layers width and depth with the laser power in different laser heat sources

图2 不同激光热源下熔覆层稀释率、成形系数随功率的变化Fig.2Variations of cladding layers dilution rate and form factor with the laser power in different laser heat sources
2.2扫描速度对熔覆层尺寸、稀释率及成形系数的影响
图3与图4为激光功率1 500 W时,不同光斑模式的激光热源获得单道熔覆层尺寸、稀释率及成形系数随扫描速度变化的趋势。分析图3发现,不论采用矩形大光斑半导体激光还是圆形小光斑CO2激光作为热源时获得熔覆层宽度、熔深都随扫描速度的增加而减小。由于激光功率不变,扫描速度决定了粉末与基体受激光热源加热时间的长短,增加扫描速度,线能量将随之减小,单位时间内粉末与基体所吸收的能量也将减少。因此,随着扫描速度的增加熔覆层宽度、熔深具有减小的趋势。进一步分析图3发现,在相同扫描速度下,相对于圆形小光斑CO2激光而言,矩形大光斑半导体激光获得的熔覆层的尺寸宽而浅。
由图4a可知,不论采用半导体激光还是CO2激光获得熔覆层稀释率都随扫描速度的增加而减小。由图4b可知,半导体激光与CO2激光,作为热源时获得单道熔覆层成形系数都随扫描速度增加而增大。同样,图4也表明在相同熔覆参数条件下,矩形大光斑半导体激光获得熔覆层稀释率及成形系数明显优于圆形小光斑CO2激光。

图3 不同激光热源下熔覆层宽度及熔深随扫描速度的变化Fig.3Variations of cladding layers width and depth with the travel speed in different laser heat sources

图4 不同激光热源下熔覆层稀释率及成形系数随扫描速度的变化Fig.4Variations of cladding layers dilution rate and form factor with the travel speed in different laser heat sources
上述试验研究了激光功率与扫描速度对矩形大光斑半导体激光与圆形小光斑CO2激光获得单道熔覆层尺寸、稀释率及成形系数影响。结果表明,在相同条件下矩形光斑半导体激光获得的熔覆层宽度、稀释率及成形系数明显优于传统CO2激光,即大光斑半导体激光器更适合于激光熔覆。从根本上讲这是由矩形大光斑激光与传统圆形小光斑CO2激光的热源模型所决定的。矩形大光斑半导体激光热源特性呈梯形平台分布如图5所示[8],而圆形小光斑CO2激光热源呈高斯分布如图6所示[9]。与圆形小光斑高斯热源分布的CO2激光相比,矩形大光斑半导体激光呈梯形平台分布的热源具有较小的温度梯度、更容易被熔覆材料与基体所吸收的短波长特点,因此与传统的小光斑CO2激光器相比大光斑半导体激光器具有较高的熔覆效率,能够获得宽、稀释率较低的熔覆层。此外,矩形大光斑半导体激光能量分布更加均匀,能量密度也较低,分布均匀的功率密度不会给材料基体造成较大的局部热畸变,能够减少后续加工。因此,大光斑半导体激光器更适合于表面熔覆。
3 结论
(1)在相同工艺参数下,矩形大光斑半导体激光获得单道熔覆层尺寸、稀释率以及成形系数的能力明显优于传统圆形小光斑CO2激光的。
(2)与传统CO2激光热源相比,大光斑半导体激光热源呈梯形平台分布,能量分布更加均匀,相同功率下具有较小的能量密度,易获得宽而浅的熔覆层,即呈梯形平台分布大光斑半导体激光热源更适合于表面熔覆。
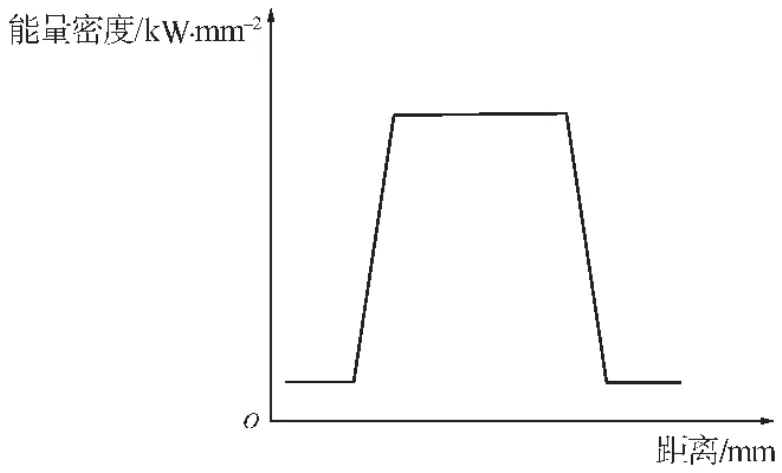
图5 半导体激光热源分布Fig.5Heat distribution of diode laser

图6 CO2激光热源分布Fig.6 Heat distribution of CO2laser
[1]Erdem Camurlu H,Filippo Maglia.Self-propagating hightemperature synthesis of ZrB2or TiB2reinforced Ni-Al composite powder[J].Journal of Alloys and Compounds,2009(478):721-725.
[2]Sexton L,Lavin S,Byme G,et al.Laser cladding of aerospace materials[J].Journal of Materials Processing Technology,2002(122):63-68.
[3]Meng Q W,Geng L,Zhang B Y.Laser cladding of Ni-base composite coatings onto Ti26Al24V s-ubstrates with replaced B4C+NiCrBSi powders[J].Surface and Coatings Technology,2006(200):4923-4928.
[4]郎娟,邢志华,朱起云.激光表面改性技术在工业中的应用[J].中国设备工程,2003(8):17-18.
[5]Sheng Li,Qianwu Hu,Xiaoyan Zeng,et al.Effect of carbon content on the cracking susceptibility of Fe-based laser clad layer[J].Applied surface science,2005(240):62-71.
[6]Lin Li.The advancesandcharacteristics of high power diode laser materials processing[J].Optics and Lasers in Engineering,2000,34(4-6):231-253.
[7]杨永强.高功率半导体激光熔覆高速钢研究[J].红外与激光工程,2003,32(3):251-254.
[8]朱洪波,张金胜,马军,等.10 kW连续输出半导体激光熔覆光源[J].光学精密工程,2013,21(4):829-834.
[9]邹江林,吴世凯,肖荣诗,等.高功率光纤激光和CO2激光焊接熔化效率对比[J].中国激光,2013,40(8):08030 021-08030025.
Laser cladding by diode laser and CO2laser with different beam pattern
DU Leiming,GU Yufen,SHI Yu,SHI Feng
(State Key Laboratory of Advanced Processing and Recycling of Non-ferrous Metals,Lanzhou University of Technology,Lanzhou 730050,China)
To study which of beam pattern can be suitable to make fine bead with less power,diode laser with a rectangular beam profile and conventional CO2laser with a circular beam profile were used for cladding of Ni-based alloy on the mild steel(Q235),respectively. In the paper,the study under different beam pattern lasers on effects of process parameters such as laser power output,travel speed was carried out by single pass cladding experiments,and comparing the clad by conventional CO2laser,weld width,low dilution rate could be obtained in diode laser cladding.In addition,models of the heat distribution of diode laser and CO2laser were analyzed.The results show that the excellent clad layer with a wider bead and low dilution was obtained by diode laser,compared with CO2laser.
laser cladding;diode laser;CO2laser
TG456.7
A
1001-2303(2016)05-0001-05
10.7512/j.issn.1001-2303.2016.05.01
2015-09-26;
2015-12-10
973计划前期研究专项(2014CB660810);国家自然科学基金资助项目(51305189);甘肃省自然科学基金资助项目(145RJZA119);省部共建有色金属先进加工与再利用国家重点实验室开放基金(SKLAB02014208);兰州理工大学红柳杰出人才培养计划(J201201)
杜雷明(1988—),男,河南鹿邑人,硕士,主要从事焊接过程智能控制方面的研究工作。
猜你喜欢
矿冶工程(2021年6期)2022-01-06
石材(2020年11期)2021-01-08
河北省科学院学报(2020年4期)2020-03-19
科学(2020年6期)2020-02-06
阅读(高年级)(2019年9期)2019-11-15
热喷涂技术(2019年3期)2019-11-14
阅读与作文(小学高年级版)(2019年8期)2019-10-16
小资CHIC!ELEGANCE(2019年28期)2019-09-12
电子制作(2018年9期)2018-08-04
中国石油大学学报(自然科学版)(2015年2期)2015-11-10
