
核电站换料水箱焊接质量控制
2016-12-06 06:37唐宏伟程晓玲王晓宁付龙飞
电焊机 2016年5期
唐 识,唐宏伟,程晓玲,王晓宁,付龙飞
(1.国核示范电站有限责任公司,山东荣成264312;2.中国核电工程有限公司福清核电施工管理部,福建福清350318)
核电站换料水箱焊接质量控制
唐识1,唐宏伟2,程晓玲1,王晓宁1,付龙飞1
(1.国核示范电站有限责任公司,山东荣成264312;2.中国核电工程有限公司福清核电施工管理部,福建福清350318)
焊接是换料水箱重要的制造工艺方法,焊接质量的好坏对换料水箱的质量起着重要作用,因此,如何保证换料水箱焊接质量是保证换料水箱的质量关键。分析00Cr19Ni10(304L)材料的焊接特点、换料水箱焊接过程中的难点、影响焊接质量的因素;总结换料水箱的焊接原则、焊接注意事项,并从焊接事前控制、焊接质量的事中与事后控制方面入手,阐述焊接质量控制措施。为后续核电厂贮罐焊接质量控制提供参考。
核电厂;不锈钢;换料水箱;焊接质量控制
0 前言
换料水箱为核安全二级、质保等级QA1、清洁度等级A1级的核安全设备,它在核电厂的功能为:在停堆换料时,向反应堆换料水池中充水;在反应堆装置出现失水事故的意外情况下,换料水箱为安全喷淋系统(EAS)和安全注入系统(RIS)提供所需的含硼水。
由于换料水箱为核安全级设备,其质量在很大程度上决定了该设备的使用寿命,焊接是换料水箱重要的制造工艺方法,焊接质量的好坏对换料水箱的质量起着重要作用。因此,如何保证换料水箱焊接质量成为保证换料水箱质量的关键。
在此分析00Cr19Ni10(304L)材料的焊接特点、换料水箱焊接过程中的难点、影响焊接质量的因素;总结换料水箱的焊接原则、焊接注意事项,并从焊接事前控制、焊接质量的事中与事后控制方面入手,阐述了焊接质量控制措施。
1 换料水箱的焊接[1-2]
1.100Cr19Ni10不锈钢焊接特点
换料水箱主体材料材质为00Cr19Ni10(304L),属于超低碳奥氏体不锈钢,焊接性优良。但是,该类不锈钢的导热系数小、热膨胀系数大,焊接时易产生较大的变形和焊接应力。为了控制焊接变形,在焊接方法上应尽可能选用能量集中的焊接方法,换料水箱现场拼装焊接采用的焊接方法为焊条电弧焊。
1.2焊接施工难点
换料水箱的底板和顶板为6 mm的00Cr19Ni10不锈钢,筒体壁板为6~30 mm不等的00Cr19Ni10不锈钢,钢板最大规格3 000 mm×8 000 mm×6 mm。在进行薄板焊接时,由于焊接产生的压缩残余应力,使板件容易出现因弯曲形成的波浪变形[1]。
由于00Cr19Ni10不锈钢焊接特点和薄板不锈钢焊接过程中容易出现波浪变形,因此,焊接变形控制是换料水箱焊接过程中的难点。
1.3焊接工艺
(1)焊接坡口准备。
换料水箱制造过程中,按照如图1所示的坡口形式和尺寸进行组对。
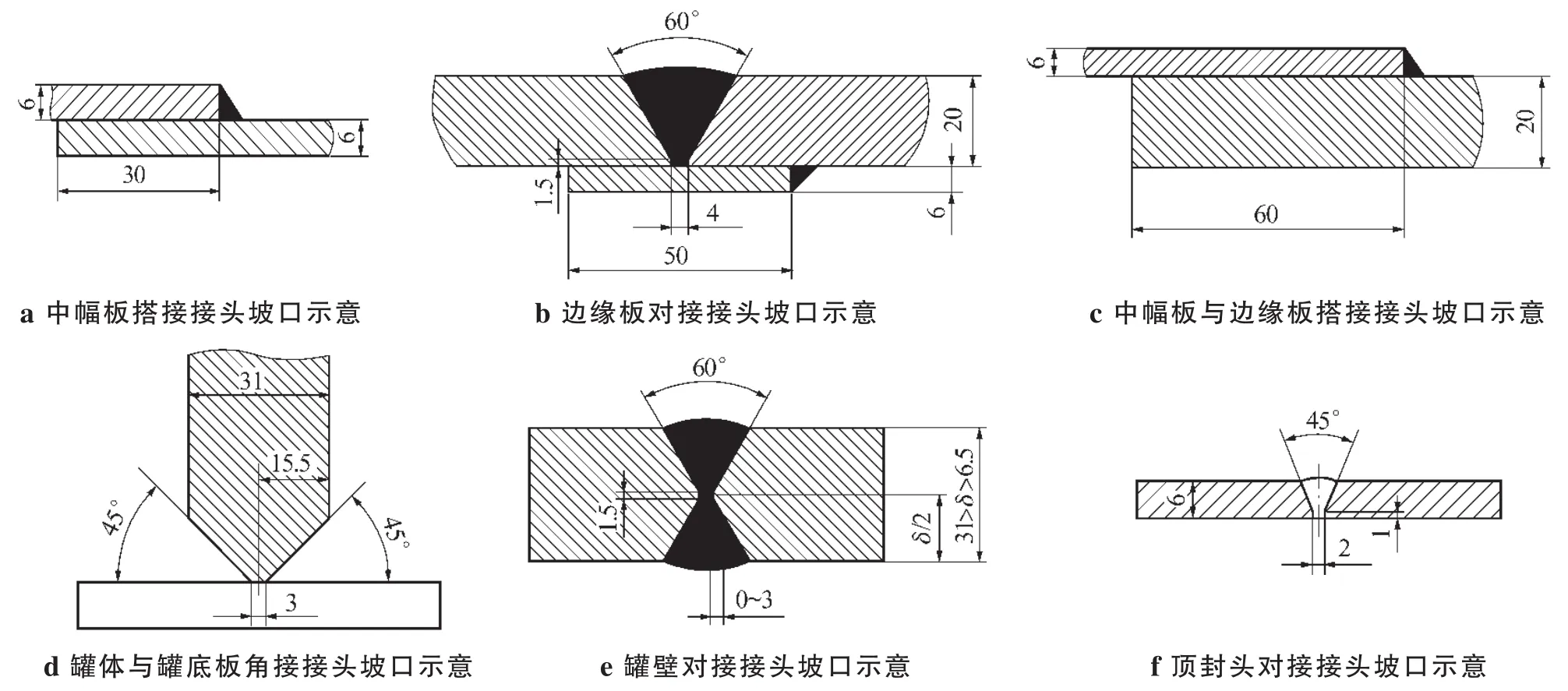
图1 换料水箱各种接头坡口型式和尺寸
(2)焊接工艺。
焊接热输入是影响变形量的关键因素。在焊接方法确定的情况下,焊接过程中可通过调节焊接参数来控制热输入,在保证熔透和焊缝无缺陷的前提下,应尽可能采用小的焊接热输入。因此,要严格按照拟定的焊接工艺规程焊接换料水箱,换料水箱底板和顶板焊接工艺参数如表1所示。
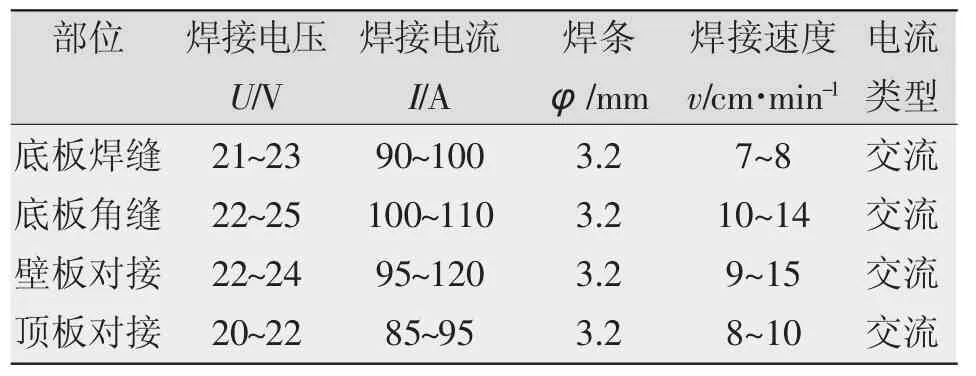
表1 换料水箱焊接参数
1.3焊接原则
在进行换料水箱底板的焊接过程中,为了控制焊接变形和焊接质量应遵循以下焊接原则:
(1)在焊接时应控制焊接热输入,采用小电流多层多道焊,快速焊接,层间温度控制在100℃以下,减少敏化温度区间停留时间,避免晶间腐蚀。
(2)先焊收缩量较大的焊缝,使焊缝能够自由收缩。
(3)先焊在工作时受力较大的焊缝,使内应力合理分布。
(4)先焊短的焊缝,后焊中长焊缝,最后焊接长焊缝,使焊缝有较大的横向收缩余地。
(5)对于长焊缝,一般采用分段跳焊法;对于环焊缝,焊工对称分布沿同一方向同步焊接。
(6)罐壁纵向、环向焊缝采取双面焊接,与介质接触的内侧焊缝最后施焊。
(7)底板与第一层壁板角焊缝:先焊内侧角焊缝,再焊外侧角焊缝,打底焊由数名焊工沿周向均布同向施焊。
1.4焊接注意事项
(1)焊接前清理坡口及其坡口附近规定区域,焊缝打磨清理应采用专用的氧化铝砂轮和不锈钢专用钢丝刷。
(2)使用专用的不锈钢记号笔进行标注。
(3)焊接时每层焊接接头应错开,防止焊接结构在同一截面上,必须避免在丁字焊缝处熄弧。
(4)焊接过程中,禁止在母材上引弧和收弧。
(5)在换料水箱拼装、焊接过程中应采取若干防渗碳措施。
2 焊接质量控制
焊接质量的保证(控制)贯穿于设计和制造的全过程,为保证产品的焊接质量,对企业的设备、人员和技术管理都有要求。同时应保证产品的合理设计、合理的制造流程、合理的工艺、可靠的试验和检验等全过程。
2.1焊接质量因素分析
影响换料水箱焊接质量的因素鱼骨图,如图2所示。
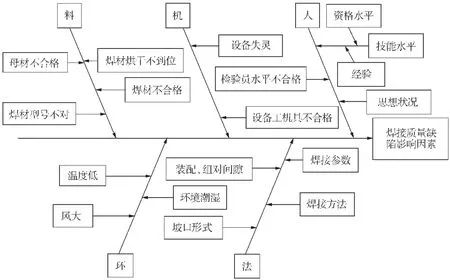
图2 焊接质量因素鱼骨
(1)人员因素。
所有因素中,人是最关键的决定性因素。焊接质量的控制首先要考虑到对人员因素的控制,因为人是焊接过程的主体,换料水箱焊接质量受到所有参与的焊接技术人员、质量检验人员、操作人员、服务人员共同作用,它们是影响换料水箱焊接质量的主要因素。
(2)设备因素。
设备因素包括换料水箱焊接过程中所使用的焊接设备、工机具、测量仪器和检验设备等,焊接过程必须合理选择焊接设备、工机具和无损检测设备的类型和性能参数,合理使用这些设备、工机具,正确操作。
(3)材料因素。
换料水箱焊接所使用的原材料包括母材、焊接材料以及其他辅助性材料等,这些材料的自身质量是保证焊接产品质量的基础和前提。
(4)工艺因素。
焊接工艺是影响换料水箱焊接质量的关键因素之一,有效的焊接工艺控制是保证换料水箱焊接质量的关键。工艺方法对焊接质量的影响主要体现在:一是工艺制定的合理性;二是承包商是否建立了健全完整的焊接工艺管理;三是执行焊接工艺的严格性,经过评定合格的焊接工艺必须严格执行,不得随意改变。
(5)环境因素。
在特定环境下,换料水箱的质量容易受到外部焊接条件(如温度、湿度、风力及雨雪天气)的影响,在其他因素一定的情况下,也有可能单纯因环境因素造成焊接质量问题。
2.2焊接前质量控制
(1)承包商要求。
为了保证民用核安全设备设计、制造质量,国家颁布了《民用核安全设备监督管理条列》(国务院令第500号)、《民用核安全设备设计制造安装和无损检测监督管理规定》(HAF601-2008)、《核电厂质量保证安全规定》(HAF003-1991)等法规,上述法规对从事民用核安全设计制造安装和无损检测的单位提出了要求。
由于换料水箱属于民用核安全设备,属于国家核安全监管部门监管范畴,因此,对于从事换料水箱的设计制造安装和无损检测单位都应取得国家核安全局监管当局颁发的设计制造安装和无损检测许可证,方可从事许可证范畴内的核安全活动,并接受国家核安全监管当局的监督管理。
(2)承包商质保体系建立要求。
换料水箱属于核电厂重要的核安全物项,因此,换料水箱的制造单位必须遵照核安全法规HAF003《核电厂质量保证安全规定》及其相关导则、核电业主、核电工程总承包单位质量保证体系以及承包合同要求并结合承包商承包工作范围,从质量保证大纲、组织、文件控制、设计控制、采购控制、物项控制、工艺过程控制、检查和试验控制、对不符合项的控制、纠正措施、记录、监查等12个方面入手,建立一个完整的质保体系并有效运转,保证换料水箱的焊接质量。
(3)承包商焊接组织机构的建立要求。
为了管理、指导和实施质量保证体系,承包商必须建立一个有明文规定组织结构,并明确组织机构的职责、权限等级以及内外联络渠道。
承包商建立的组织机构必须对负责实施和验证质量的人员与部门权限及职能做出书面规定,如对焊接人员、焊接检验人员的职责规定,承包商技术管理部和质量保证部的权限等。
(4)承包商焊接质量控制程序和方案编制。
承包商应在质量保证体系、管理程序和其他工作程序的基础上,结合换料水箱制造图纸、技术条件等具体要求,针对换料水箱的焊接编制焊接工作程序和焊接方案,如《焊接工艺评定管理程序》《焊接产品见证件管理程序》《焊接材料管理程序》《焊接设备管理程序》《焊工培训、考试、取证管理程序》《焊缝返修程序》《换料水箱焊接方案》《换料水箱焊接工艺规程》等工作程序或方案。
(5)承包商人员培训。
焊接过程中全部有关部门的部门负责人,焊接、无损检测等人员在从事焊接工作前,必须经过相应的培训授权。
(6)焊接开工条件审查。
在换料水箱焊接前,核电工程总承包单位通常会组织核电业主、监理等单位对承包商进行开工条件审查,审查主要内容为:产品制造图纸、技术文件、设备、材料、现场环境、人员资格以及工艺评定等是否能满足现场开工要求,在确认各项条件满足焊接开工要求后,承包商方可启动焊接工作。
焊接开工条件审查实际上就是对焊接准备前的人、机、料、法、环、测六个环节准备工作进行检查,确认上述六个环节的准备工作满足焊接开工工作。如人员资格检查,重点检查焊工、无损检测、QC或其他特设工种的持证情况。
(7)焊接质量计划的开启。
为了保证换料水箱制造、焊接过程中的质量可控,按照换料水箱制造质保和设计要求,对于QA1级核安全设备,承包商应在换料水箱焊接前必须开启换料水箱焊接质量计划,质量计划中设立质量控制点,确定质量检查控制方法和必须完成的工作流程、检验,所有控制点的质量活动和试验应有总承包单位、核电业主、监理等单位代表参加或认可。
2.3焊接过程控制
换料水箱的焊接过程控制可以采用实时质量计划控制,加强焊接过程的焊接检验,确保换料水箱焊接过程质量可控。质量计划是指标明制造、检查和试验各种步骤的文件,该文件应列有制造、焊接和验收中应进行的所有工艺、程序、工作细则、试验和检查的流程图或工序表,质量计划中明确了相关单位的质量控制点。质量计划中的常见三种质量控制点:停工待检点(H点)、现场见证点(W点)、报告见证点(R点)。
停工待检点(H点):主要设置在关键工序或步骤上。应在H点到来之前通知监督方(如业主的质量监督人员、第三方的质量监督人员等),由监督方派员对H点实施监督;如果监督方未按规定到检测现场出席监督,检测方应停止进入H点相应的工序,更不能擅自进行H点以后的工作。
现场见证点(W点):主要设置在关键工序或监督方关注的工序上。应在W点到来之前通知监督方,由监督方派员对W点实施监督;如果监督方因故不能到达检测现场出席监督,检测方可以进行W点相应的工序操作,包括进行W点以后的工作。
报告见证点(R点):主要设置在文件、程序、报告等审查步骤上。检测方应向监督方提供质量计划中设置R点的有关文件(如技术参数和检测数据等),监督方应将实测数据和检测记录与有关标准、作业指导书或验收准则等文件进行核对和比较,以确定该工序的内容是否已处于受控状态。
作为核电工程总承包、监理单位应做好换料水箱焊接过程控制过程中的质量控制,除了换料水箱质量计划过程中规定的见证点外,核电工程总承包单位和监理单位还应做好如下工作:
由核电工程总承包单位牵头,组织核电业主、监理公司采用不定期和定期相结合的方法,对承包商进行焊接专项检查,检查的主要内容为:
(1)焊接材料进场验收、存储、烘干、发放、回收、使用情况。
(2)焊工资格考核以及维护记录,焊工数量及变动情况,定期更新在场焊工资质情况。
(3)焊接设备及焊接测量器具台账建立、维护、保养及标定情况。
(4)焊工现场焊接工艺纪律、焊接工艺规程执行情况(抽查焊工是否按照批准的焊接工艺规程进行焊接)。
(5)焊接过程中的记录规范性、完整性及时性检查。
(6)QC人员旁站情况。
(7)焊接变更执行跟踪情况等内容。
2.4焊接后质量控制
焊后质量控制的关键步骤之一是焊后的检验工作,焊后检验可分为破坏性检验和非破坏性检验。破坏性检验通过换料水箱的焊接见证件实施;非破坏性检验是指换料水箱焊接完成后通过对其进行外观和无损检测检验控制。
换料水箱焊接完成后,承包商应及时委托进行无损检测,探伤的结果及时反馈,以利于及时返修。
焊后质量控制还包括焊后质量统计分析和经验反馈等工作,承包商换料水箱焊接完成后,应对换料水箱的焊接质量进行统计分析,做好经验反馈,避免换料水箱过程中出现的焊接质量问题再次在其他贮罐焊接过程中出现。
3 核安全文化的培育与实践
3.1核安全文化的培养
核安全是核能事业发展的生命线,是国家核安全的重要组成部分,在工作中参与核电建设的所用企业和员工都要坚持“安全第一、质量第一”理念。
核安全文化需要内化于心,外化于形,让安全高于一切的核安全理念为社会的自觉行动;为此参与核电站的建设的承包商应建立一套以安全和质量保证为核心的管理体系,健全规章制度并认真贯彻落实;加强队伍建设,完善人才培养和激励机制,形成安全意识良好、工作作风严谨、技术能力过硬的人才队伍。
3.2核安全文化实践
(1)焊接过程中遵循的质量保证原则。
今天的质量就是明天的核安全,人人都是一道安全屏障和最后一道屏障,在焊接工作中,践行核安全文化就是践行质量文化,安全第一,质量第一的理念必须在工作中贯彻落实。
为此,承包商参与换料水箱制造、焊接相关工作的所有人员在工作中要时刻树立“四个凡事”思想,并在工作中贯彻落实。
从事换料水箱制造、焊接相关所有人员,在工作中应做到:凡事有章可循、凡事有人负责、凡事有人监督、凡事有据可查。确保换料水箱的全过程质量控制。
凡事有章可循:换料水箱制造承包商必须建立一套内容完整、层次分明的体系文件,所有与换料水箱质量相关的工作都应编制程序,确保换料水箱从原材料采购、制造、焊接到换料水箱完整交付的全过程相关的所有工作都要依据、程序、文件支持,一切工作都按程序来办。
凡事有人负责:换料水箱制造承包商必须建立一个结构完整、职责明确的组织机构,组建相应机构和配备人员,明确各部门的职责、权限和内外部接口,使换料水箱每项活动都有人负责,不漏项,不重叠,以便“凡事有人负责”。
凡事有人监督:加强过程控制,不断提升质量,对换料水箱质量有影响的各项工作,特别是一些特殊工艺过程(如焊接),事先进行必要的工艺试验,事中与事后则在实施者自检后,派专人进行专门的验证,也就是“凡事有人验证”。
凡事有据可查:实施过程应有完整有效的记录制度,记录是各项活动实现质量的客观证据,也是评定质保体系运转有效性的依据。保存好记录,就使分析质量、评价质量和改进质量工作,做到“凡事有据可查”。
(2)核电经验反馈。
经验反馈作为一项管理工具,在国内外核电厂运行中得到了广泛运用,有效提高了核电厂运行安全水平。在核电站工程建设阶段开展经验反馈的目的,从工程建设过程中的偏差、事件群类中发现工程质量、管理问题,为工程建设监管提供帮助。同时对提高承包商管理人员、工人的核安全和质量意识起着重要作用,促进承包商质量管理水平的提高。
4 结论
根据换料水箱的焊接质量控制措施,通过某核电工程现场换料水箱的焊接实施,验证了换料水箱焊接质量是可控的,所拟定的焊接质量控制措施是可行性。
[1]陈丙森.焊接手册(第二版)[M].北京:机械工业出版社,2003:19-23.
[2]中国机械工程学会焊接学会.焊接手册(焊接结构)——第三版[M].北京:机械工业出版社,2003:191-193.
Welding quality control of nuclear power plants refueling water tank
TANG Shi1,TANG Hongwei2,CHENG Xiaoling1,WANG Xiaoning1,FU Longfei1
(1.StateNuclearPowerDemonstration Plant Co.,Ltd.,Rongcheng 264312,China;2.Construction Management Department,Fuqing Nuclear Power Nuclear Equipment Institute China Nuclear Power Engineering Co.,Ltd.,Fu qing 350318,China)
Welding is an important fabrication process of in-containment refueling water storage tank(IRWST),and welding quality plays an very important role in controlling the quality of the IRWST,so how to ensure the welding quality is the key to the overall quality of IRWST.In this paper,the welding characteristics of steel 00Cr19Ni10(304L),difficulties in the welding process of IRWST and factors affecting welding quality are analyzed,and the welding principle and matters need attention are also summarized.And the welding quality control measures are described in detail from the aspects of the preweld control,in-process control and postweld control.This paper could be a reference for the welding quality control of storage tanks of nuclear power plants in the future.
nuclear power plants;stainless steel;refueling water tank;welding quality control
TG405
B
1001-2303(2016)05-0117-06
10.7512/j.issn.1001-2303.2016.05.26
2016-02-12;
2016-02-20
唐识(1976—),男,四川仁寿人,高级工程师,学士,主要从事核电厂设计管理、执照申请及焊接管理等工作。
猜你喜欢
科技信息·学术版(2022年8期)2022-02-25
今日农业(2021年21期)2022-01-12
河南畜牧兽医(2021年1期)2021-01-07
上海建材(2019年1期)2019-04-25
中国公路(2017年18期)2018-01-23
电子制作(2017年19期)2017-02-02
财税月刊(2016年7期)2016-10-11
人民交通(2015年4期)2015-12-17
小雪花·成长指南(2015年10期)2015-10-23
中国工程咨询(2014年5期)2014-02-16
