滚切式双边剪在八钢中厚板的生产运用
2016-12-13 04:01宝钢集团八钢公司轧钢厂
大陆桥视野 2016年20期
朱 豪 唐 年 / 宝钢集团八钢公司轧钢厂
滚切式双边剪在八钢中厚板的生产运用
朱豪唐年 / 宝钢集团八钢公司轧钢厂
本文对八钢中厚板新上线的滚切式双边剪剪切过程进行分析,经过半年的实际生产运用,结合与曾用摆切式双边剪使用的比较,阐释了滚切式双边剪在现代中厚板企业中的必要性和优越性。
中厚板;双边剪;剪切效率
1.前言
在中厚板精整生产线中,钢板的剪切是一项十分重要的工序,全线产能的70%~80%靠剪切线完成。因此,剪切线的装备水平代基本上代表的中厚板成品产能的水平。现代中厚板企业当中,剪切线主要设备双边剪、定尺剪都是运用滚切式原理的剪刀。滚切剪具有剪切质量好、剪切节奏快、剪刃更换便捷等优点。
八钢中厚板新上线的滚切式双边剪,投产以来,,逐步发挥出滚切剪在生产运用中的优点,在精整产能的发挥中起到重要作用。
2.滚切式双边剪简介
滚切式双边剪主要设备构成:双边剪主体设备分为固定侧和移动侧两部分构成,其中每一侧又由机架、减速箱、主电机平台、静压导轨、夹送辊、换刀系统构成。辅助设备由激光划线装置、磁力对中装置、废料收集系统构成。
固定侧和移动侧分别位于辊道两侧,固定侧固定不动,移动侧悬浮在静压导轨上,由两台交流电机连接减速机驱动机架来调节剪房宽度。生产过程中钢板从两侧中间通过,其毛边分别被切边剪和碎边剪进行剪切和碎断。如图1所示:
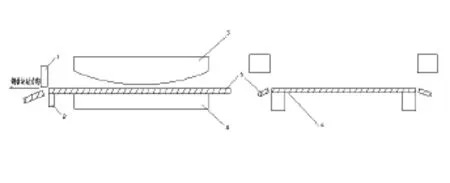
1碎边剪上剪刃 2碎边剪下剪刃 3切边剪上剪刃4切边剪下剪刃 5钢板废边 6钢板图1 滚切式双边剪剪切示意图
工作原理:在剪切时,偏心曲轴在电机的驱动下转动,上刀架随着偏心曲轴的转动,在导向滑板的作用下做滚切运动,下剪刃固定不动,配合上剪刃进行钢板边部剪切。钢板的毛边被切下来之后必须进行碎边,毛边被切边剪切下来之后,通过钢板步进会被送到碎边剪的位置进行碎断,然后进行废料输送和收集。剪切过程分为四个阶段:如图2所示
a)先开始切边,然后再碎边。
b)碎边剪切结束后,切边继续进行。
c)切边进行到一定长度后切边剪切完成。
d)切边剪与碎边剪松开板材,板材向前进给,进入下一个剪切周期。
3.滚切式双边剪的生产运用
双边剪生产中,剪切频率、剪切步长的快慢和长短和剪刃更换的用时等因素,在生产能力发挥中至关重要的作用;剪切质量的控制主要依靠剪刃间隙的调整来实现。下面就从生产能力和剪切质量的控制两方面对滚切剪和摆切剪进行比较。
3.1生产能力
3.1.1剪切效率
剪切效率主要体现为两个参数:剪切步频和剪切步长。摆切剪在八钢使用时,最高剪切步频使用到13刀/分钟,步长为1000mm。滚切剪的剪切步频分为4个档次:16刀/分钟、20刀/分钟、24刀/分钟、28刀/分钟;步长分为两个档次1050mm/1300mm。根据剪刀机这两项功能的参数,对生产节奏数据进行统计.情况如表1:
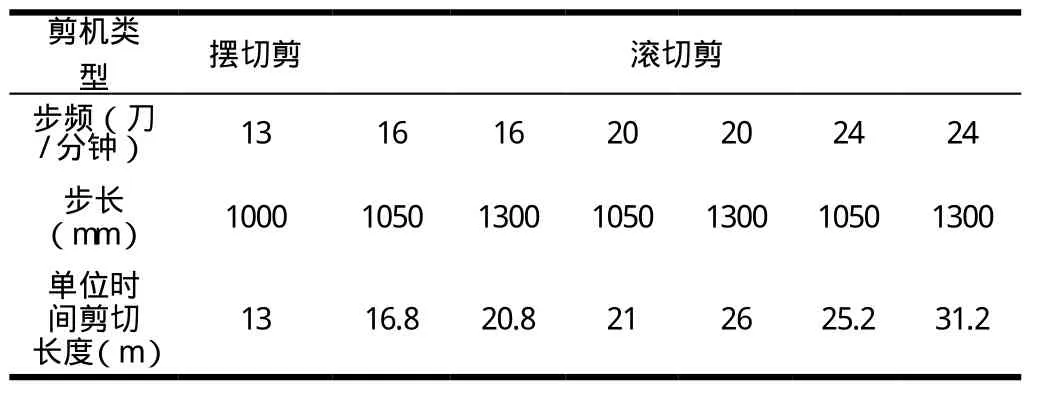
表1 摆切剪和滚切剪剪切效率比较
如表1所示,摆切剪和滚切剪在剪切效率比较中,滚切剪远远高于摆切剪,滚切剪最低配置16刀/1050mm比摆切剪剪切效率高29.2%,在实际生产中,滚切剪比摆切剪剪切效率高30%。
3.1.2剪切能力.
滚切式双边剪设计剪切力2*6500KN,剪切钢板厚度范围6~50mm(σ s≤1200MPa),6-40mm(σ s≤1200MPa);剪切长度范围5-32米,成品宽度范围1500~3200mm。在各项参数较摆切剪,具体参数见表2:
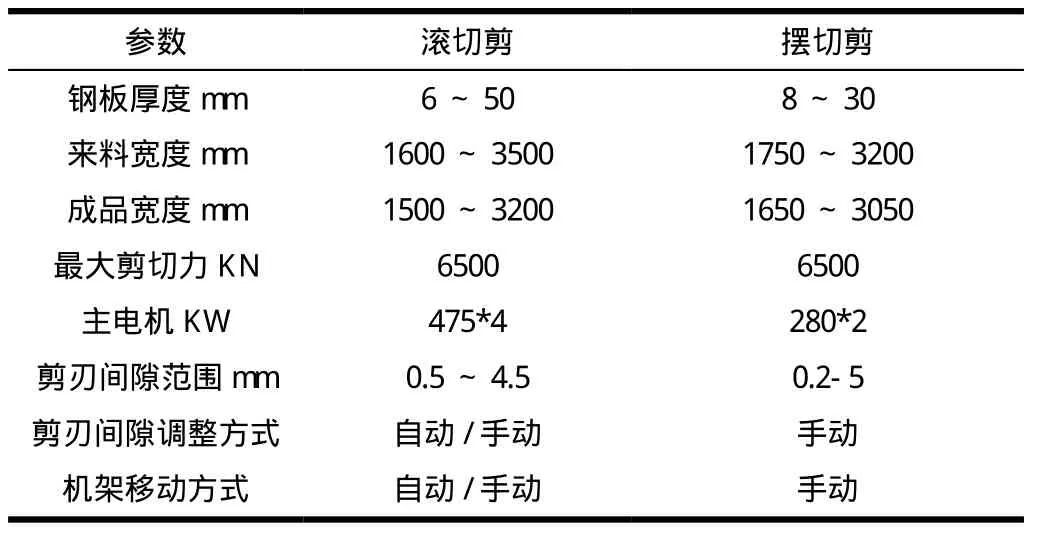
表2 滚切剪与摆切剪参数比较
3.2剪切质量
摆切式双边剪在生产中容易产生牙口(接刀处错刀)、结瘤、缺肉、压痕等缺陷(如图3);而且,夹送辊功能精度方面的影响造成钢板在运送过程中会跑偏,剪切时会产生牙口、毛边未切净、剪切镰刀弯等缺陷。
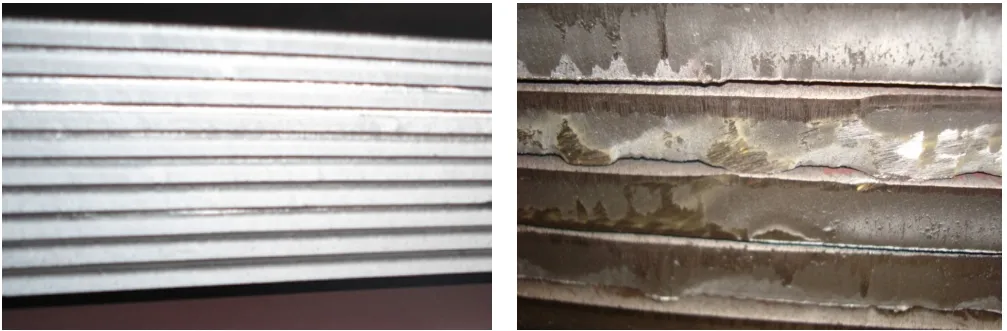
图3 摆切式/滚切式双边剪切边断口形貌对比
滚切式双边剪几乎不会在剪切过程中产生牙口和毛边未切净,剪切镰刀弯也远高于GB/709-2008对于单轧钢板的镰刀弯要求。同时滚切式双边剪剪刃间隙有很高的平行度要求,剪切时很少会产生错刀、结瘤等缺陷。如图5所示。
剪切质量不良,缺陷严重的情况会做退库处理,严重的会造成合同钢板改规,从而对中厚板生产组织,产品交货周期等方面产生影响,同时增大了物流周转的压力。根据来统计,2011年4月以,滚切式双边剪上线生产以后,因为剪切原因造成钢板退库和改规的数量明显减少,得到很好的控制。统计情况如表3:

表3 滚切剪和摆切剪造成钢板退库和改规的情况对比
从上面的图表中可以看出,滚切剪具有剪切边部质量好,接刀处痕迹轻,外观视觉效果佳等优点,因剪切原因造成的钢板退库、改规量也远远低于摆切剪。
4 结束语
滚切式双边剪在现代中厚板企业中的运用已经趋于普遍化,八钢中厚板厂从滚切式双边剪投用以来,滚切式双边剪剪切节奏快、剪切断口质量好、精度控制高、剪刃更换迅速便捷等优点逐步地体现出来,产能水平日渐增加,台时剪切量从原来摆切式双边剪的84吨提升到现在的112吨,并且随着作业率的提高,台时产量会进一步提高,具备了年产100万吨的剪切能力。
猜你喜欢
福建师范大学学报(自然科学版)(2022年2期)2022-03-16
成都信息工程大学学报(2021年5期)2021-12-30
知识窗(2021年4期)2021-10-02
铁道建筑技术(2021年4期)2021-07-21
小品文选刊(2021年5期)2021-06-06
西安邮电大学学报(2021年1期)2021-04-19
经济数学(2020年1期)2020-06-24
无线电通信技术(2019年4期)2019-06-25
中国收藏(2018年7期)2018-12-28
福建中学数学(2018年7期)2018-12-24