
窄间隙包容式套锻工艺研究
2016-12-14 02:04江叔通谭明皓
新技术新工艺 2016年11期
杨 红,江叔通,谭明皓
(南昌齿轮锻造厂,江西 南昌 330044)
窄间隙包容式套锻工艺研究
杨 红,江叔通,谭明皓
(南昌齿轮锻造厂,江西 南昌 330044)
对窄间隙包容式套锻工艺进行了研究,并对该工艺方案的套锻件锻造工艺、模具设计进行了论述,同时介绍了工艺流程和套件分离方案。采用窄间隙包容式套锻工艺,拓宽了套锻工艺的应用,避免了热剪切时大小锻件分离时可能出现的变形,也重组了工艺流程并减少了工序。
窄间隙;包容式;套锻工艺;热剪切
在一定工艺条件下,有效利用大锻件冲孔连皮的位置和材料进行(开式或闭式)模锻,获得2种或2种以上不同形状和尺寸模锻件的锻造加工方法称为套锻。套锻通常用于回转体锻件(如齿圈、环及类似形状锻件)的制造。套锻工艺主要有2种:分步套锻和同时套锻。
分步套锻是先进行大锻件模锻,之后利用从大锻件上分离的连皮(视情况,连皮体积可能较非套锻方法有所增大)锻成小锻件[1-5]。分步套锻的主要优点是将原先需废弃的连皮部分材料加以利用,提高了材料利用率。该套锻工艺在轴承圈锻造中应用广泛;但在小锻件锻造时,仍需投入设备、模具以及操作人员等。
同时套锻(以下简称套锻)是在锻件图设计和热锻件图设计阶段,将小锻件放置在大锻件的连皮位置,构成一个组合模锻件(组合后从投影面积上看,大锻件包容小锻件,不增大锻件投影面积),在下料、加热和模锻环节,同步进行生产。换言之,就是将2个或2个以上同种材质的锻件组合在一起,在同一模具中模锻。模锻成形之后,通过一定方式(现有方法中主要是热态剪切)将组合在一起的锻件(或零件)分离。这种套锻在提高材料利用率的同时,提高了设备、模具以及人员的利用率,也提高了生产效率。由于连皮位置放置了厚度较连皮大的锻件,因而其变形刚性区应力球张量稍小,且降温速度稍慢,故有降低变形力的作用(可望提高模具寿命)。
现有套锻工艺文献[6-9]中,主要是从锻件填充性、避免折叠,提高模具寿命和利于锻件分离等方面考虑,一般要求构成组合锻件的大件内径与小件外径之差大于2倍的飞边桥部的宽度(即为宽间隙全包容式套锻),这限制了套锻工艺的应用。另外,宽间隙全包容式套锻工艺套锻件的后续分离方法一般采用热态剪切,可能会引起锻件出现较大变形,故分离后,一般需增加校正工序(含需增加校正设备、模具及操作人员等),还需二次切边,增加了切边模具和操作人员。
为了拓宽套锻工艺的应用范畴,同时减少大小锻件分离时增加的校正和切边等工序,本文对窄间隙包容式套锻工艺进行研究。窄间隙包容式套锻定义为,对大小件进行套锻工艺设计时,套锻件的大件内径大于小件外径,但两者的间距小于飞边桥部的宽度。本文以实例来阐述窄间隙包容式套锻工艺的锻造工艺设计、工艺流程和大小件分离设计等。
1 工艺分析
某变速器的二档齿轮(见图1)材料为20CrMoH,等温正火硬度为160~190 HBW。某变速器的结合齿圈(见图2)材料为20CrMoH,等温正火硬度为147~190 HBW。

图1 某变速器的二档齿轮零件图

图2 某变速器的结合齿圈零件图
大小件采取套锻工艺设计时,大件可使用开式或闭式锻造,因小件需与大件相连,只能采取开式模锻结构方式,故大小件无论采取何种分离方式,小件外径和大件内孔之间必须有间隙,否则无法分离。结合齿圈单独锻造时,一般使用螺旋压力机锻造,查手册[10-12]可得,小件设计时,桥部宽度为10 mm。小件外径为(72.5±0.1) mm,大件内径为(79.4±0.1) mm,具有6.9 mm间隙,可以使用窄间隙包容式套锻工艺进行设计。
2 套锻工艺和模具设计
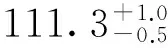
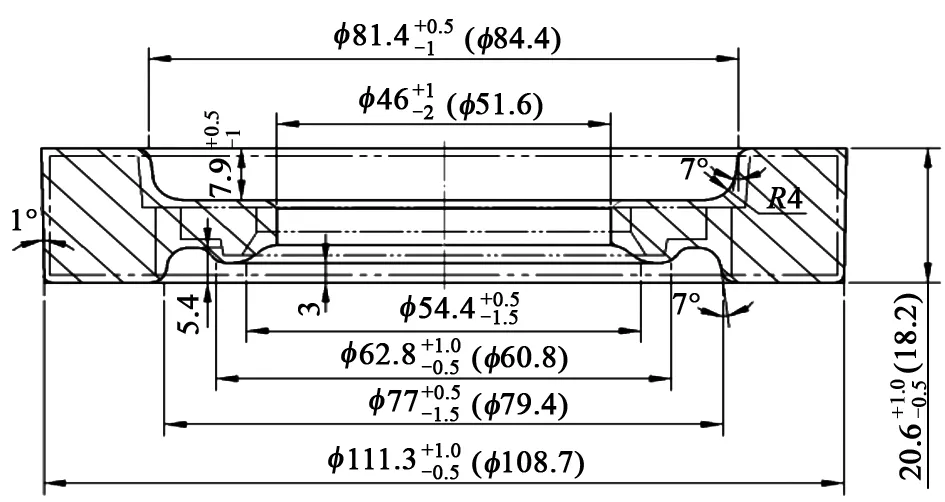
图3 套锻件的锻件图
根据热锻件图设计的模具结构图如图4所示。其中,上模、下模、下模镶块和顶杆的材料选择H13,硬度可选择为44~50 HRC;其余的材料选择5CrNiMo,硬度可选择为40~46 HRC。上模与上模套配合为间隙配合,间隙为0.2~0.3 mm。下模镶块与下模配合方式为过盈配合,过盈量为0~0.035 mm。为了防止锻件错移过大,上、下模套设计了一定的导向长度,并要求在上模与镦粗坯料接触前,上、下模套已经具有了导向行程,否则会产生较大纵向毛刺,另外为防止所有的打击力由下模和下模镶块承受,上、下模套需设计承击面。
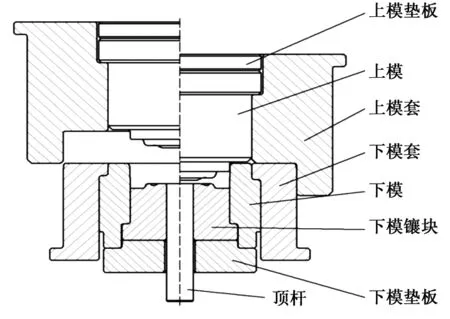
图4 模具结构图
3 工艺流程设计
宽间隙套锻工艺流程:下料→中频加热→制坯→预锻(若有)→终锻→切边、冲孔→热校正→切边、冲孔→热处理→抛丸→大小件毛坯各自正面粗车→大小件毛坯各自反面粗车。
窄间隙套锻工艺流程:下料→中频加热→制坯→预锻(若有)→终锻→切边、冲孔→热处理→抛丸→套锻件正面粗车→套锻件反面粗车、分离→修车小件外径。
相对于宽间隙的来说,窄间隙套锻工艺在锻造工艺流程上,减少了热校正和切边冲孔工序。因宽间隙的套锻件通过热剪切分离,故后续切削加工时是2个零件单独加工,正、反车削共计需要4道工序。窄间隙的套锻件是在切削加工时分离,分离之前可认定为单个零件,正、反车削和修车小件外径,共计为3道工序,其中分离为反面车削工序的一个工步。采用窄间隙工艺比宽间隙式艺减少了1道工序。
4 套锻件分离设计
由于大小件都是回转体零件,从经济性角度考虑,滚齿(铣齿)前的切削加工都是选择车削[13-15],令大小件的间距有6.9 mm(单边3.45 mm),故可利用端面切槽刀将窄间隙的套锻件进行分离。首先将套锻毛坯通过正、反车削加工到图5所示要求,大小件之间有余量还未去除,另外为防止大件内孔接刀,分离之前的大件内孔尺寸车至(78.8±0.1) mm,留0.6 mm余量进行分离时切削;反面粗车外径、端面等工步完成后,利用端面切槽刀(刀片宽度为3 mm)将大小件之间的余量去除,同时将大件内孔车削至尺寸(79.4±0.1) mm,余量留给小件外径处;分离之际,由于大件被车床的卡爪夹紧,小件则脱离大件,需要约束小件不被甩出,故需制作一个心轴工装,心轴固定在卡盘上,心轴外径尺寸为(41.6±0.1) mm;分离后,小件脱离大件,受切削力的作用,沿着轴向向卡盘移动,小件套在心轴上并与心轴一起转动,分离之后加工完毕,取下大件,同时从心轴上取下小件。
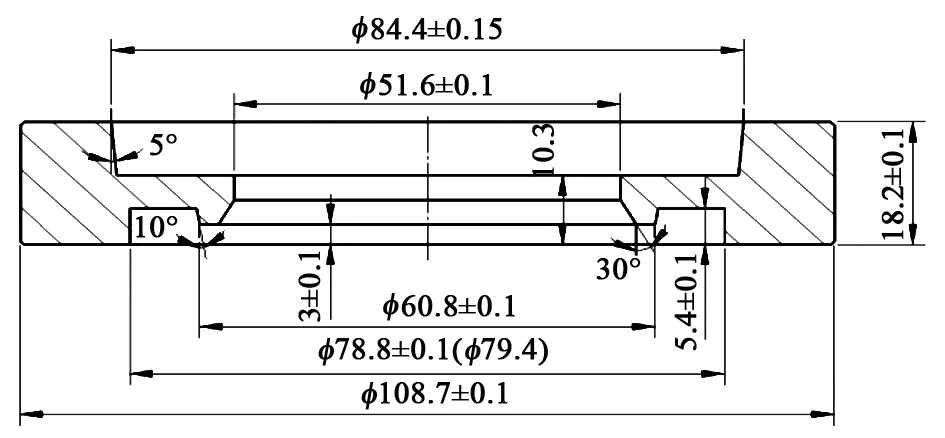
图5 套锻毛坯正反车削尺寸
5 结语
窄间隙包容式套锻除继承了一般套锻方法所具备的节省材料、降低变形力和提高生产效率(节省设备、模具和操作人员等)等优越性之外,还具有如下优点。
1)通过合理组合及选择合适的分离方法,使传统方法认为不能进行套锻的锻件可用套锻方法锻造,拓宽了套锻应用范围。
2)避免了热剪切时大小锻件分离时可能出现的变形。
3)热态剪切分离的锻件表面粗糙,且每个待加工的表面应保留一定加工余量,采取非热剪切分离方式,虽会增加分离工步,但分离面光洁,可不留或少留加工余量,可直接做精加工定位基准。
4)重组了工艺流程,减少了工序。
[1] 刘庚武. 在摩擦压力机上套锻工艺的研究[J]. 锻压技术,2007(4):139-140.
[2] 崔杰. 崔杰套锻法在生产中的应用[J].新技术新工艺,2010(4):85-86.
[3] 李文忠,王冠兵.圆锥滚子轴承套圈双扩套锻工艺:中国,101417379A[P].2009-04-29.
[4] 程学正,李文忠.一种中小型英制圆锥轴承套塔复合锻造内外同套工艺:中国,101758368A[P].2010-6-30.
[5] 史爱民,徐军,戈必玉,等.一种轴承套圈毛坯三联套件锻造成型生产线:中国,201997666U[P].2011-10-05.
[6] 陈文琳. 齿轮坯套锻新工艺[J]. 锻压机械,2001(4):24-25.
[7] 李利军. 复合模锻工艺的应用[J]. 机械工人,2003(5):86.
[8] 鞠丽,李仕磊,张维强. 套锻闭式锻造工艺分析及后续分离工序的数值模拟[J]. 热加工工艺,2010(9):99-101.
[9] 曹衍学,王波.齿轮套锻坯双工位切边冲孔组合模具:中国,202224522U[P].2012-05-23.
[10] 闫洪. 锻造工艺与模具设计[M]. 北京:机械工业出版社,2012.
[11] 姚泽坤. 锻造工艺学与模具设计[M]. 西安:西北工业大学出版社,2007.
[12] 许发樾. 实用模具设计与制造手册[M]. 北京:机械工业出版社,2005.
[13] 乐兑谦. 金属切削刀具[M]. 北京:机械工业出版社,2001.
[14] 王先逵. 机械制造工艺学[M]. 北京:机械工业出版社,1995.
[15] 李振杰. 机械制造技术[M]. 北京:人民邮电出版社,2009.
责任编辑 郑练
Research for the Narrow Clearance Contain Overlap Forging
YANG Hong, JIANG Shutong, TAN Minghao
(Nanchang Gear Forging Factory, Nanchang 330044, China)
Research the narrow clearance containing overlap forging and narrating the forging process and die design by using the process. The narrow clearance containing overlap forging process expands the application of overlap forging process, so it avoids the hot shear forging deformation when separation, restructures the process and reduces the working procedure.
narrow clearance, contain, overlap forging, hot shear

TG 316
A
杨红(1970-),女,工程师,硕士,主要从事锻造工艺和机械加工等方面的研究。
2016-07-15
猜你喜欢
铝加工(2022年1期)2022-11-24
智慧健康(2022年22期)2022-11-18
金属加工(冷加工)(2022年2期)2022-02-24
民用飞机设计与研究(2020年4期)2021-01-21
湖北农机化(2020年17期)2020-11-02
昆钢科技(2020年3期)2020-08-18
制造技术与机床(2019年10期)2019-10-26
物流工程与管理(2019年7期)2019-08-01
国防科技工业(2018年7期)2018-07-26
钛工业进展(2018年6期)2018-01-25
