
军用微矩形电连接器灌封工艺研究与应用
2016-12-21 00:46孙海航
新技术新工艺 2016年10期
包 望,孙海航
(中航工业沈阳兴华航空电器有限责任公司,辽宁 沈阳 110021)
军用微矩形电连接器灌封工艺研究与应用
包 望,孙海航
(中航工业沈阳兴华航空电器有限责任公司,辽宁 沈阳 110021)
针对早期微矩形电连接器产品灌封后存在接触体整齐性差、易发生抗电击穿、绝缘性差和废品率高等问题,基于多次试验与验证,提出了一种行之有效的灌封工艺方案。在该方案中,介绍了微矩形电连接器产品、灌封工艺、操作过程及应用结果。应用结果表明,采用该灌封工艺灌封的微矩形电连接器具有良好的力学性能和电气性能,适用于军用微矩形电连接器产品灌封;同时,对超微矩形电连接器灌封工艺的研究具有一定的指导意义。
微矩形电连接器;胶粘剂;灌封工艺
随着我国武器装备事业的快速发展,军用武器装备领域对整机性能及抵抗恶劣环境影响的能力要求提高,电连接器的密封性能越来越成为影响系统质量的关键,而微矩形电连接器的密封工艺至今仍是一个不容乐观的难题。尤其随着整机设备所实现功能更加复杂,设备数量越来越多,微矩形电连接器向超微距形电连接器发展,进而如何研制出既满足密封性能要求又满足空间使用要求的微矩形电连接器就成为电连接器研究的重中之重[1-2]。灌封工艺作为密封技术的重要部分,已成为军方和技术人员广泛关注的焦点。
针对早期微矩形电连接器产品存在灌封后接触体高低不平、偏心,并在湿度大的环境中极易发生抗电击穿、绝缘性差等影响产品交付周期、产品对接和废品率高的问题,本文结合1.27 mm高密度网格间距微矩形电连接器灌封工艺的应用实例,从产品概述、灌封工艺及其主要操作过程、应用结果等方面介绍微矩形电连接器灌封工艺技术。
1 产品概述
1.27 mm高密度网格间距微矩形电连接器是孔间距为1.27 mm排列,带金属外壳,有印制板浸焊直式、弯式和导线焊接等3种端接形式的产品。插头弹性插针与插座刚性插孔接触实现电连接,弹性插针即为绞线式插针(俗称麻花针)。插头产品主要由插头壳体、插针绝缘体、带导线插针和灌封部位组成;插座产品主要由插座壳体、插孔绝缘体、带导线插孔、界面封严体和灌封部位组成。其中的接触体与绝缘体、绝缘体与壳体依靠胶粘剂灌封固定,具体产品装配结构及定位尺寸如图1所示。该系列产品的空气泄漏率、绝缘电阻、耐电压、抗冲击和振动等产品技术性能要求符合GJB 2446-1995总规范要求。

图1 产品结构图
2 灌封工艺及其操作过程
2.1 胶粘剂选择
在电子工业中,常用的灌封胶有环氧树脂、有机硅弹性体和聚氨酯胶粘剂,其中,环氧树脂和有机硅弹性体应用最为广泛。常用典型封装材料的性能及应用特性对比见表1[3]。
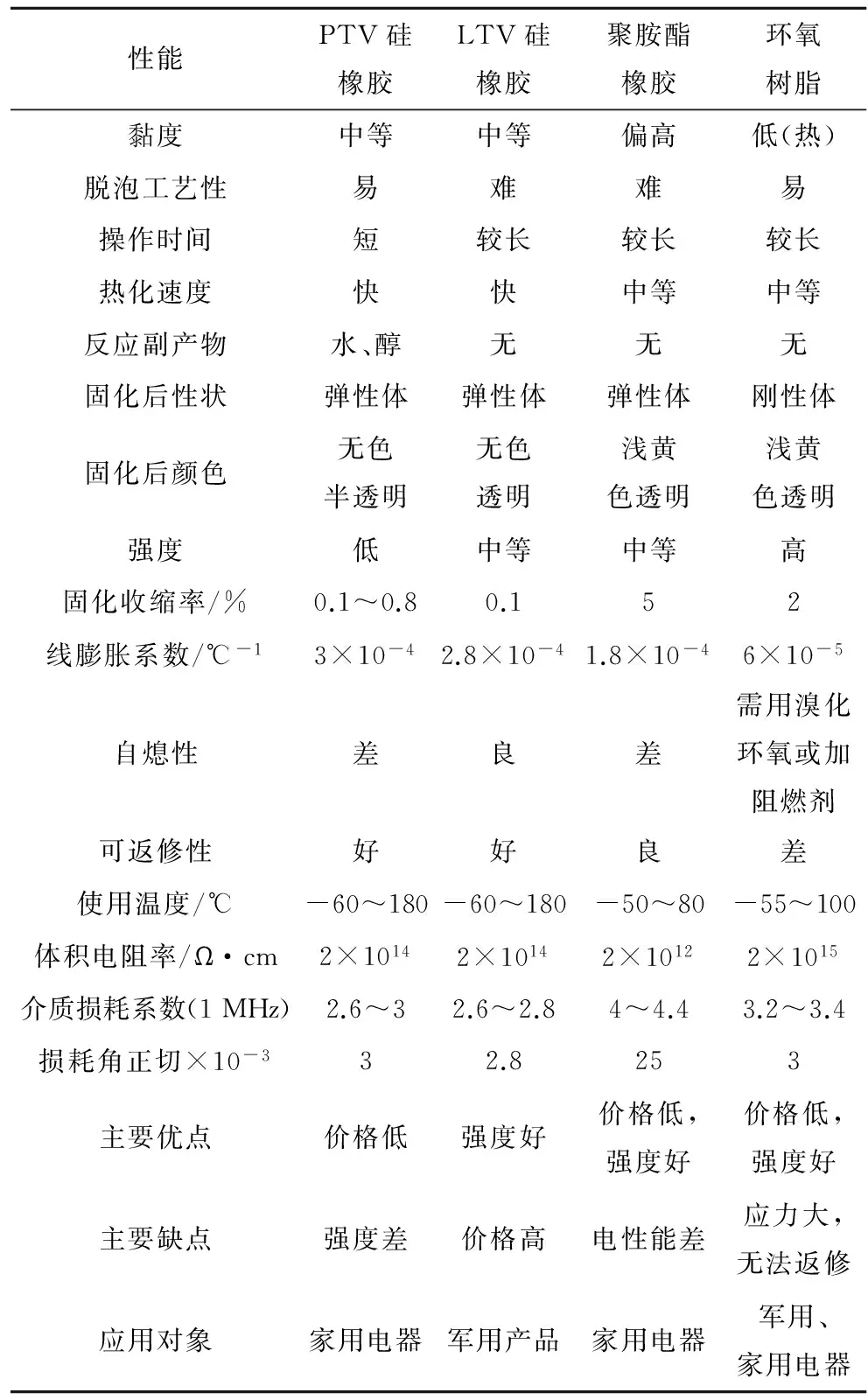
表1 常用典型封装材料的性能及应用特性对比
根据1.27 mm高密度网格间距微矩形电连接器产品结构、使用环境要求及对常用典型灌封材料的性能、应用特性进行对比分析与试验,最后选用DG-3S双组份环氧胶粘剂。DG-3S为耐温-55~150 ℃的改性环氧胶粘剂,常温固化,亦可加热固化,分为甲、乙两组份包装。其胶接工艺简单,使用方便,固化快,具有良好耐油、水,耐酸、碱等耐介质性,粘接力强,剥离强度(剥离最大值)≥19.6 N/cm,胶层韧性好,胶合件应力小,无溶剂,对使用者无毒害,对潮湿面、油面亦可粘接,综合性能优良。
2.2 工艺流程图
1.27 mm高密度网格间距微矩形电连接器灌封工艺方法包括胶粘剂的配制、绝缘体固定灌封、接触体初步固定灌封、接触体调平齐、接触体固定灌封和检验等主要步骤,灌封工艺流程图如图2所示。
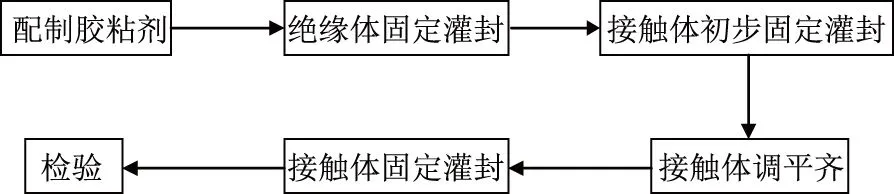
图2 灌封工艺流程图
2.3 主要操作过程
2.3.1 配制胶粘剂
用电子秤准确称取少量胶粘剂于清洁的调胶盒内,按质量比为(1.5~2)∶1配制DG-3S胶粘剂,胶粘剂中不能混入杂物。用调胶棒连续搅拌双组份胶粘剂1~2 min,至胶粘剂混合均匀、胶粘剂颜色一致,再进行脱泡处理。调好的胶液不能放置时间过长,最好在30 min内使用完。
如灌封材料中混有大量气泡,不仅影响产品外观质量,更重要的是影响产品的电性能和力学性能。对于环氧材料而言,无论是胶体中的内应力,还是外来的应力,都使其不能连续、均匀地传递,造成应力在气泡处的集中,容易产生裂纹或开裂,使灌封失效;因此,胶粘剂双组份混合后,应采用真空设备进行脱泡处理。
2.3.2 绝缘体固定灌封
将绝缘体装入壳体,装配到位后(为达到可靠的灌封性能,被粘接零件在灌封前表面需要进行严格的表面清洗处理),在绝缘体端面四周与壳体配合的缝隙边缘涂抹少量胶粘剂(胶液填满缝隙即可);然后室温自然固化20~30 min,以便将绝缘体与壳体粘住固定。在绝缘体与壳体固定时,应注意胶液不能粘住绝缘体孔腔以及流溢到对接端面。
2.3.3 接触体初步固定灌封
将接触体组件与壳体组件装在灌封定位夹具上,按产品要求将接触体组件用镊子装入绝缘体孔中,并利用装入工装将接触件装配到位;再按DG-3S胶粘剂配制要求配制适量DG-3S粘接剂于调胶盒内,用灌胶棒挑胶,在各排接触件之间、壳体内腔涂上一层底胶(胶层厚度与接触体组件尾端端面平齐即可),并用热风枪将胶液吹稀,使胶液充分渗入到接触件间的间隙中(见图3);最后将电连接器连同灌封定位夹具一并放入电热鼓风干燥箱,在(80±10) ℃固化20~30 min(经20~30 min固化后的胶粘剂并未完全固化,以便接下来接触体调平齐工序操作)。
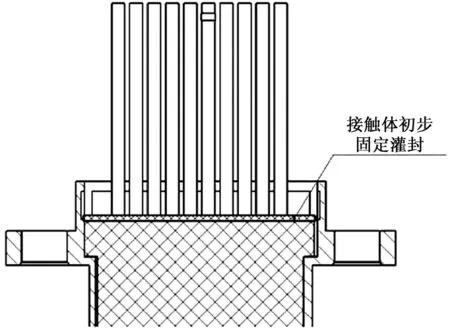
图3 接触体固定灌封底胶示意图
2.3.4 接触体调平齐
将产品从灌封夹具上取出后,目测检查接触体对接端面是否平齐。如出现不平齐现象,应将产品重新装入灌封夹具,并用热风枪加热灌封件中的底胶(注意温度不能>60 ℃且加热时间不能过长),使胶软化,然后用校正工具校平齐。之后再将电连接器连同灌封夹具放入电热鼓风干燥箱,在(80±10) ℃干燥50~60 min。
2.3.5 接触体固定灌封
接触体初步固定灌封平齐后,将配制好的胶粘剂用灌胶棒挑入灌胶腔内,并用热风枪将胶液吹平填满,保证胶层均匀不外溢(见图4);然后,用细棉纱布蘸无水乙醇将非灌胶部位的胶液擦拭干净,非灌胶部位不得有残留胶体及其他污物;最后,将灌封好的产品放入(80±10) ℃的电热鼓风干燥箱中干燥100~120 min。为使胶体保持灌胶原状,在其固化过程中不得牵扯导线(或使导线受力)。
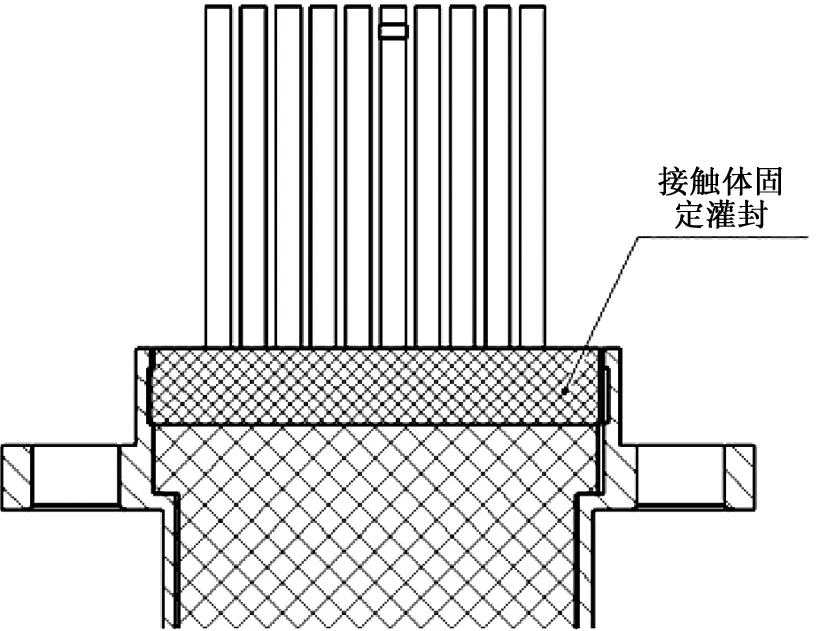
图4 密封灌封示意图
胶液固化后不得有明显气泡(如有气泡则需扎破,进行补胶处理),灌胶部位不允许有缺胶和脱胶现象(如有缺胶和脱胶则需进行补胶处理),胶面光滑,不得有杂物,导线在灌胶腔中的排列应基本平齐。
2.3.6 检验
灌胶后胶体无气泡,表面光滑,非灌胶部位没有胶液等杂物(见图5);接触体分离力符合要求;产品接触电阻≤30 mΩ;产品绝缘电阻≥5 000 MΩ;产品介质耐压≥800 V。

图5 DG-3S灌封后的电连接器
3 应用结果
通过上述工艺措施,对1.27 mm高密度网格间距微距形电连接器进行灌封操作,可满足其力学性能和电气性能指标要求。其空气泄漏率、绝缘电阻、耐电压、抗冲击、抗振动等产品技术性能及外观整洁方面均符合GJB 2446-1995总规范要求;同时,该灌封工艺已应用于其他相关微矩形电连接器灌封操作,且满足其产品性能指标要求。该灌封工艺装配的产品以其优良的性能和可靠性在市场上占有很大的份额,且每年都有大量的订货,在航空、航天和武器装备等领域应用广泛,在多个重点型号均有应用。
4 结语
应用结果表明,本文提供的微矩形电连接器灌封工艺方法解决了早期灌封工艺存在的灌封后接触体高低不平、偏心,并在湿度大的环境中极易发生抗电击穿、绝缘性差等导致影响产品交付周期、产品对接和废品率高等问题。且采用该灌封技术灌封后的微矩形电连接器操作性强,具有良好的力学性能和电气性能,符合GJB 2446-1995总规范技术性能要求,适用于军用微矩形电连接器灌封。该灌封技术为微矩形电连接器向超微距形电连接器领域发展,对超微矩形电连接器灌封工艺研究具有一定的指导意义。
[1] 朱凤正.矩形电连接器的灌封设计[J].机电元件,1995(4):19-20.
[2] 陈鸣瑶,孙亚振. 军用电子设备外接电连接器密封灌注工艺研究[J]. 新技术新工艺, 2014(7):80-82.
[3] 高华,赵海霞.灌封技术在电子产品中的应用[J].电子工艺技术,2003,24(6)257-259.
责任编辑 郑练
Research and Application of Pouring Process to Military Micro Rectangular Electrical Connector
BAO Wang, SUN Haihang
(Shenyang Xinghua Aero Electric Co., Ltd. AVIC, Shenyang 110021, China)
For micro rectangular electrical connector products existing preloaded neat poor, prone to electrical breakdown, poor insulation, and rejection rate problems. Based on several tests and verification, propose an effective pouring process program. In this program, it introduces micro rectangular electrical connector products, pouring process, procedure and application results. Application results show that micro rectangular electrical connector which uses the pouring process epoxy adhesive potting has good mechanical and electrical property, and apply to pouring process to military micro rectangular electric connector products. Meanwhile, it has some significance for the ultrafine rectangular electrical connector research.
micro rectangular electric connector, adhesive, pouring process
V 242.45
A
包望(1988-),男,助理工程师,大学本科,主要从事电连接器设计等方面的研究。
2016-05-18
猜你喜欢
玩具世界(2022年1期)2022-06-05
中外女性健康研究(2020年15期)2020-09-06
发明与创新·小学生(2020年7期)2020-07-18
机电元件(2020年3期)2020-07-01
石油化工(2019年1期)2019-02-14
装备制造技术(2018年7期)2018-08-30
科技与创新(2016年16期)2016-09-23
印制电路信息(2015年2期)2015-01-07
