
数据库法加工面板类零件工艺技术研究
2016-12-21 00:46张永智张蒲忠孙建邦郭志伟
新技术新工艺 2016年10期
张永智,郭 颖,张蒲忠,孙建邦,郭志伟
(中国兵器工业第二〇三研究所,陕西 西安 710065)
数据库法加工面板类零件工艺技术研究
张永智,郭 颖,张蒲忠,孙建邦,郭志伟
(中国兵器工业第二〇三研究所,陕西 西安 710065)
为应对不同尺寸规格的电子检测箱的面板加工,简化重复冗杂的编程工作,进而满足产品生产进度要求,对面板类零件结构进行分析后得出,不同面板只是大、小孔直径、位置和孔距不同,其共同部份都是铣大孔与钻小孔。可以将相关直径的铣大孔与钻小孔的加工程序作为一个个子程序处理,将其模块化,从而组建数据库进行管理。在数据库中建立孔尺寸、位置与对应程序名间的关系,在遇到新零件时,只需要找出铣大孔与钻小孔的直径及各孔位置尺寸,然后调用数据库中的相应子程序,稍加修改即可完成程序的快速编写。对频繁变更的面板类产品的加工工艺进行模块化处理,编制新程序时可一一对应进行灵活调用,实现快速编写,从而提高编程工作效率。该工艺方法创新性强,能较快应对频繁变更的产品要求,结构简单,不易出错。
面板类零件;数控工艺;子程序;数据库
1 问题的提出及解决方案
中国兵器工业第二〇三研究所生产小批量电子检测箱,其检测箱由6个面板拼装而成,尺寸为428 mm×148 mm×6 mm,上面分布着若干直径不同的大孔及周围小孔,面板尺寸示意图如图1所示。大孔的直径为10~30 mm,周围小孔的直径为2.5~4.5 mm,各孔孔距尺寸为15 mm×15 mm~25 mm×25 mm。由于面板种类繁多,且每次尺寸都不固定,因此,对于操作工编程而言,需要不断编写新程序,而众多程序间容易混淆,在工艺调整中不方便,也易造成错误。
经过分析,由于面板类零件结构尺寸大同小异,不同面板只是大孔、小孔直径和位置孔距不同而已,其共同部分都是铣大孔与钻小孔。为此,考虑采用类似于数据库的工艺方法。具体思路就是将相关直径的铣大孔与钻小孔的加工程序作为一个个子程序处理,将它们模块化,从而组建数据库进行管理。在数据库中建立好孔尺寸、位置与对应程序名称间的关系,在遇到新零件需要编程时,操作工只需要找出铣大孔与钻小孔的直径及各孔位置尺寸,然后调用数据库中的相应子程序,稍加修改即可完成程序的快速编写。
2 实施结果
为便于描述此工艺方法,本文以图1面板尺寸为例进行说明。为使图样清晰便于描述,将图1进行精简处理,仅保留部分大孔的位置和各小孔孔距尺寸,面板厚度为6 mm,小孔直径为2.5 mm。精简后面板尺寸示意图如图2所示。
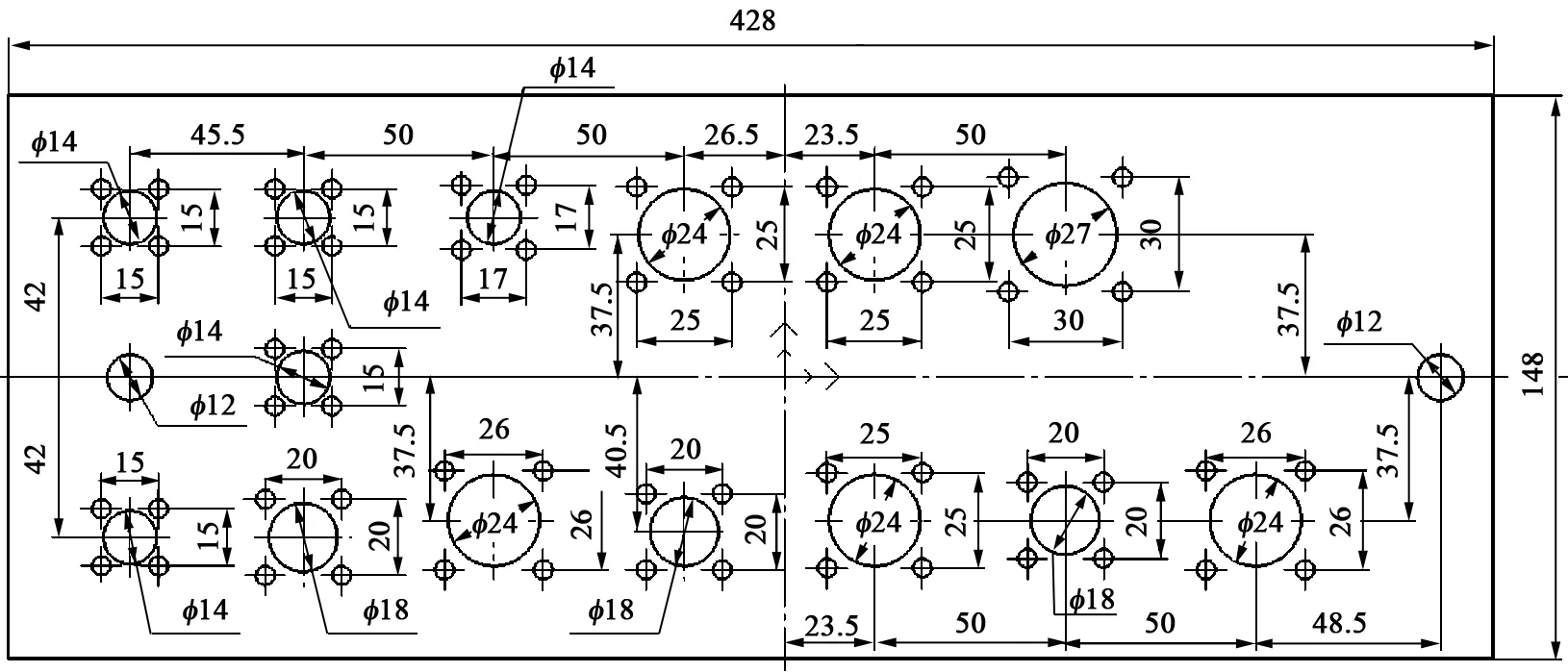
图1 面板尺寸示意图
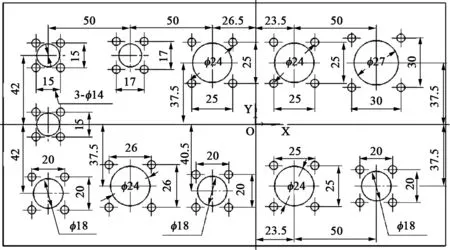
图2 面板尺寸精简示意图
由图2可知,面板有4个尺寸的大孔直径,分别是φ14、φ18、φ24和φ27 mm,有6组小孔孔距,分别是15×15、17×17、20×20、25×25、26×26和30 mm×30 mm。具体实施步骤如下:1)编写铣大孔和钻小孔子程序,建立1个子程序对应表,建立数据库,铣大孔子程序见表1,钻小孔子程序见表2;2)分组记录各大孔孔径、位置尺寸,周边小孔孔距尺寸(见表3);3)以图2面板尺寸精简示意图为例,对照表1、表2和表3内容编制主程序。
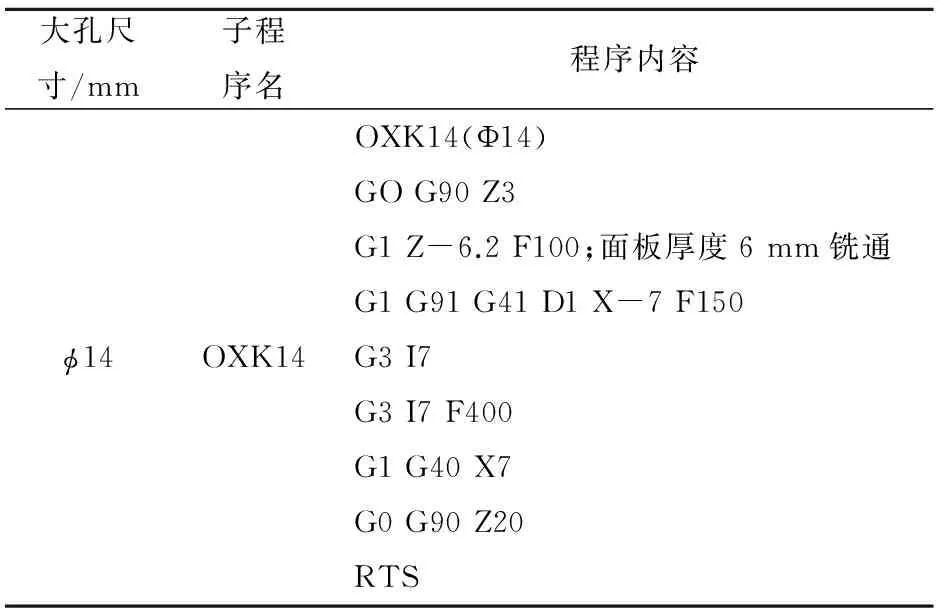
表1 铣大孔子程序

(续)
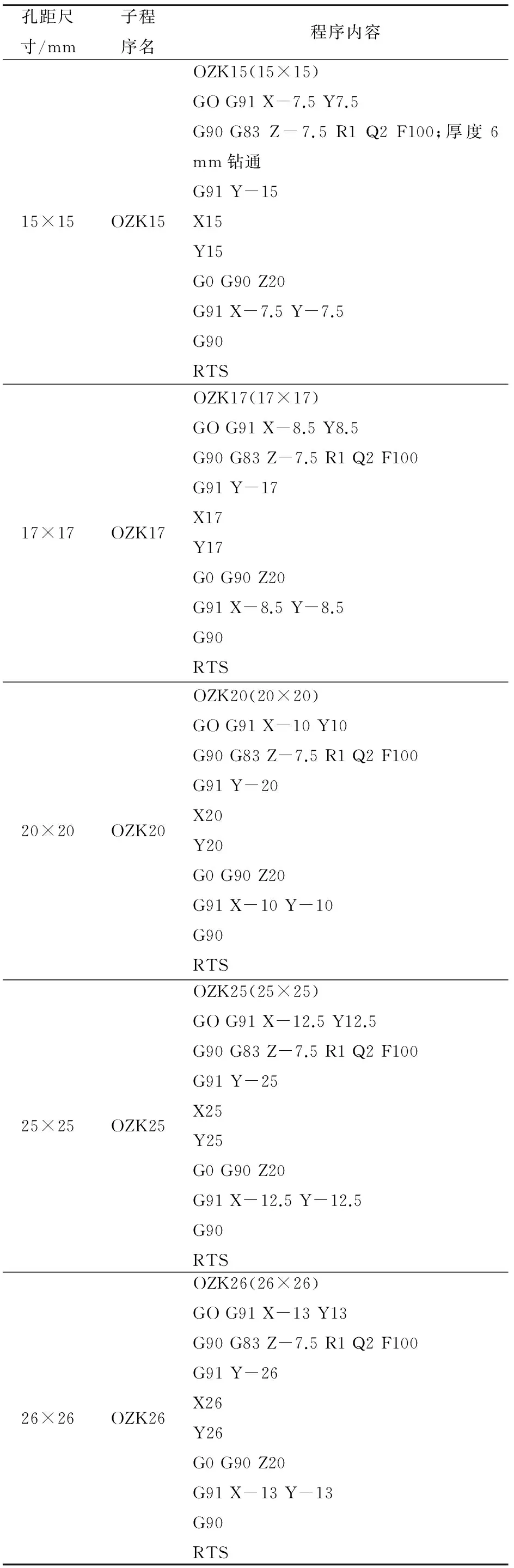
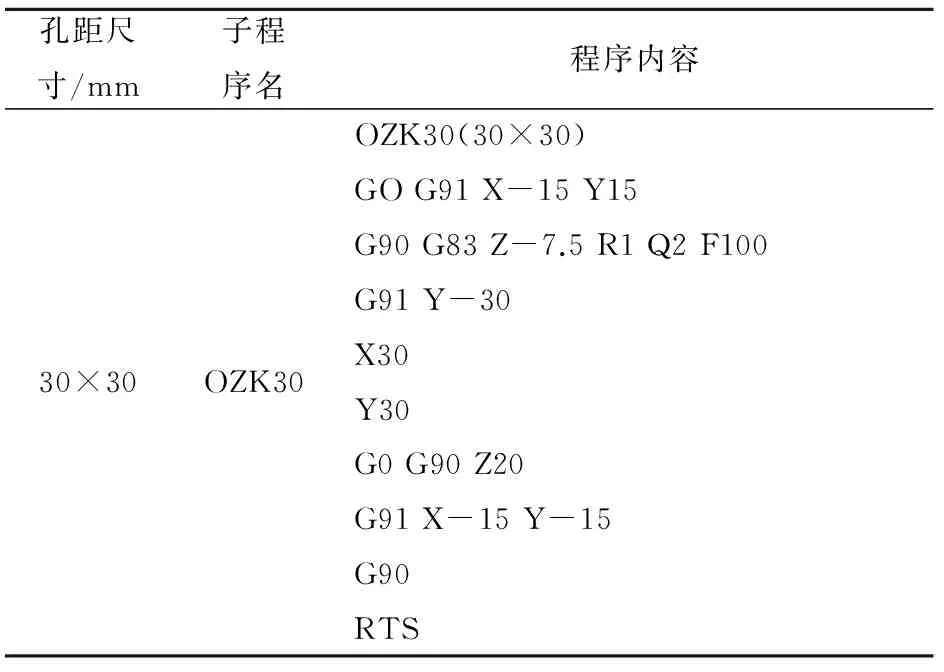
表2 钻小孔子程序
(续)

表3 孔径位置尺寸子程序记录表
编制主程序如下。
1)铣大孔程序如下:
G90 G80 G40 G17 G15 H1 ;程序头复位、选1号坐标系
G0 Z100 M3 ;安全高度,主轴正转
G0 Z20 M8 ;安全面,切削液开
G0 X-126.5 Y0 ;第1个φ14孔中心
CALL OXK14 ;调用铣φ14孔子程序
G0 X-126.5 Y42 ;第2个φ14孔中心
CALL OXK14 ;调用铣φ14孔子程序
G0 X-76.5 Y42 ;第3个φ14孔中心
CALL OXK14 ;调用铣φ14孔子程序
G0 X-126.5 Y-42 ;第1个φ18孔中心
CALL OXK18 ;调用铣φ18孔子程序
G0 X-26.5 Y-40.5 ;第2个φ18孔中心
CALL OXK18 ;调用铣φ18孔子程序
G0 X73.5 Y-37.5 ;第3个φ18孔中心
CALL OXK18 ;调用铣φ18孔子程序
G0 X-76.5 Y-37.5 ;第1个φ24孔中心
CALL OXK24 ;调用铣φ24孔子程序
G0 X-26.5 Y37.5 ;第2个φ24孔中心
CALL OXK24 ;调用铣φ24孔子程序
G0 X23.5 Y37.5 ;第3个φ24孔中心
CALL OXK24 ;调用铣φ24孔子程序
G0 X23.5 Y-37.5 ;第4个φ24孔中心
CALL OXK24 ;调用铣φ24孔子程序
G0 X73.5 Y37.5 ;第1个φ27孔中心
CALL OXK27 ;调用铣φ27孔子程序
G0 Z100 M9 ;安全高度,切削液关
M30 ;程序结束
2)钻小孔程序如下:
G90 G80 G40 G17 G15 H1 ;程序头复位、选1号坐标系
G0 Z100 M3 ;安全高度,主轴正转
G0 Z20 M8 ;安全面,切削液开
G0 X-126.5 Y0 ;第1个φ14孔中心(15×15孔距中心)
CALL OZK15 ;调用钻OZK15子程序
G0 X-126.5 Y42 ;第2个φ14孔中心(15×15孔距中心)
CALL OZK15 ;调用钻OZK15子程序
G0 X-76.5 Y42 ;第3个φ14孔中心(17×17孔距中心)
CALL OZK17 ;调用钻OZK17子程序
G0 X-126.5 Y-42 ;第1个φ18孔中心(20×20孔距中心)
CALL OZK20 ;调用钻OZK20子程序
G0 X-26.5 Y-40.5 ;第2个φ18孔中心(20×20孔距中心)
CALL OZK20 ;调用钻OZK20子程序
G0 X73.5 Y-37.5 ;第3个φ18孔中心(20×20孔距中心)
CALL OZK20 ;调用钻OZK20子程序
G0 X-76.5 Y-37.5 ;第1个φ24孔中心(26×26孔距中心)
CALL OZK26 ;调用钻OZK26子程序
G0 X-26.5 Y37.5 ;第2个φ24孔中心(25×25孔距中心)
CALL OZK25 ;调用钻OZK25子程序
G0 X23.5 Y37.5 ;第3个φ24孔中心(25×25孔距中心)
CALL OZK25 ;调用钻OZK25子程序
G0 X23.5 Y-37.5 ;第4个φ24孔中心(25×25孔距中心)
CALL OZK25 ;调用钻OZK25子程序
G0 X73.5 Y37.5 ;第1个φ27孔中心(30×30孔距中心)
CALL OZK30 ;调用钻OZK30子程序
G0 Z100 M9 ;安全高度,切削液关
M30 ;程序结束
3 结语
1)该工艺方法的创新性强。子程序应用看似简单,但思路清晰,将许多复杂的编程过程进行化整为零,实现数据共享,为今后类似产品的工艺提供了一定的借鉴作用。
2)该工艺方法能较快应对频繁变更的产品要求。在实际应用中,避免了多余重复的编程工作,工艺上结构简单,不易出错。
责任编辑 郑练
Research on Process Technology for Processing Panel Parts by Database Method
ZHANG Yongzhi, GUO Ying, ZHANG Puzhong, SUN Jianbang, GUO Zhiwei
(203thInstitute of China Weapon Industry, Xi’an 710065, China)
To deal with different sizes of electronic detection box panel processing, simplify repeats miscellaneous programming work, and meet the production schedule, carries on the analysis to the structure of panel parts. We conclude that the different panels have different hole diameters, position and apertures, and the common part is milling a big hole and drilling a small hole. The diameter of the milling and drilling holes of the processing program can be as a sub program processing, they are modular so as to set up a database management. In the database to establish good pore sizes, position and corresponding program of a relationship, only find milling holes with a drill hole diameter and hole position and sizes, the corresponding subroutine calls to the database, and can be slightly modified to complete the process of rapid series of writing. The frequent change of panel products processing technology of modular processing, programs can be one-to-one flexible call, and achieve rapid writing so as to improve the programming efficiency. Then the process of innovation turns strong, and has rapid response to the frequent change of product requirement. This technology has the advantage of simple structure and being hard to make a mistake.
panel parts, numerical control process, subroutine, database
TG 659
A
张永智(1978-),男,大学本科,技师,主要从事五轴加工中心工艺编制及操作等方面的研究。
2016-06-03
猜你喜欢
河南科技(2021年27期)2021-11-28
陶瓷学报(2020年6期)2021-01-26
中成药(2018年10期)2018-10-26
制造技术与机床(2018年10期)2018-10-13
幼儿教育·教育教学版(2017年10期)2017-12-13
钻探工程(2017年7期)2017-09-03
科技与创新(2016年21期)2017-02-14
中国科技纵横(2015年2期)2015-11-05
科学中国人(2014年16期)2014-11-20
中国新技术新产品(2014年3期)2014-03-24
