基于BOM的板筋类零部件CAPP系统研究
2017-01-04 12:24马玉琼李世杰郑红伟张艳蕊王铁成
河北工业大学学报 2016年2期
马玉琼,李世杰,王 伟,郑红伟,张艳蕊,王铁成
(河北工业大学 实验实训中心,天津 300401)
基于BOM的板筋类零部件CAPP系统研究
马玉琼,李世杰,王 伟,郑红伟,张艳蕊,王铁成
(河北工业大学 实验实训中心,天津 300401)
针对传统制造企业计算机辅助工艺设计CAPP系统难以形成体系化的商业软件和智能化的工艺路线,在分析板筋类零部件的加工方法与工艺要求的基础上,提出了一种基于特征的零件信息编码方法,采用集成化物料清单BOM,利用XML技术建立了专用计算机辅助工艺设计系统的各工艺数据库,实现了该类零部件的工艺设计与管理,设计出适于企业工艺设计管理的集成化CAPP专家系统.经企业试用,取得了良好的效果,且验证了人机交互生成板筋类零件工艺方法的可行性,提高了零部件工艺文件的编制质量和效率.
BOM;板筋类零部件;CAPP系统;工艺设计
目前,国内外CAPP系统经过多年的发展在其结构决策方法方面取得了很大突破,但由于它所涉及问题的复杂性及对环境的依赖性,使得该系统生成的工艺信息较难共享,通用性和实用性较差[1-3],不具备流程重构、面向产品制造全过程[4]工艺设计的能力.本文利用集成化物料清单BOM,设计出具有灵活、标准的CAPP专家系统,通过本系统的应用实现了企业面向全生命周期[5]的工艺设计与管理,提高工艺文件的编制质量和效率.
BOM表是CAD,CAPP系统的重要接口,是各模块系统集成的关键.它主要用于工艺设计和生产制造管理,使用它可以明确了解零件间的制造关系,跟踪零件制造过程,定义零件结构,确定子母零件的从属关系等[6],是制造业的核心数据.它的正确性、完整性会对企业的各种生产活动产生很大影响[7].
1 零件信息特征编码的实现
“零件类别码+形状加工码+辅助码”编码系统[8-9]是一种十进制的9位码混合结构分类编码系统,该系统虽然考虑了精度的问题,但其形状特征和精度要求不能一一对应,具体精度也没有细化和分类.本系统在此基础上增加了精度分类环节.工艺查询时在每一个形状特征后面加一个与其对应的精度环节,以补充零件编码系统中零件工艺信息的不足.
板筋类零部件所涉及的编码规则,是在该编码系统的基础上添加了4个精度环节,每个精度环节与它前一位形状特征码一起表示了该形状特征及其精度要求.这样就弥补了原有编码系统中零件精度信息不足的缺陷,更有利于零件工艺特征表述.
对于加入的零件精度环节,该环节把常用的零件加工精度等级和零件表面加工质量相结合,分成10个等级范围,用0~9十位数字表示.各个数字表示的具体意义如表1所示:

表1 精度等级编码Tab.1 The precision grade coding
因为“零件类别码+形状加工码+辅助码”编码系统中的第Ⅰ位分类码是零件的总体分类,所以后面不接零件精度码,而从第Ⅱ、Ⅲ、Ⅳ、Ⅴ各形状码后面紧跟该零件对应形状的精度码,表示该形状位置的最高零件精度要求.同时该编码系统的第Ⅸ精度码位被去除,其他各位不变,这样改进后的编码系统由9位分类编码变成12位分类编码,如表2所示.增加了精度环节的编码系统可使零件的特征约束更加具体、准确,标准零件库的零件数据更加完善,更有利于工件后续的生产加工.

表2 改进后的编码系统Tab.2 The improved coding system
以上编码规则可满足本系统对板筋类零部件的形状加工特征描述的要求,使零件的基本特征获得良好的信息描述.
2 基于集成化BOM树的工艺设计系统
集成化 BOM不仅是产品用料及其数量的结构清单,而且还是工艺文件设计和工艺数据集成的数据库.从集成化 BOM中,可以简捷地获取与工艺信息相关的计划文件.比如:产品或零部件所对应的工艺决策、工艺流程、工艺方案、工艺路线、工艺规程等工艺信息[9],可增强各系统的集成性.
2.1 集成化BOM树的技术实现
集成化BOM树不仅是搭建CAPP系统各工艺文件数据库的基础,也是表达各零部件工艺文件信息层次结构的主要形式.采用多层次的BOM树结构可以清晰的将相关的工艺数据与工艺设计过程联系起来,形成集工艺设计与工艺管理功能为一体的系统.多层次BOM树结构如图1所示.
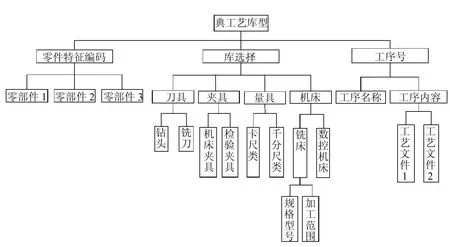
图1 多层BOM树结构Fig.1 Themulti-layer BOM trees
因为BOM树的可视化设计是该系统实现的一大难点,因此可根据建立好的BOM树结构,将各BOM数据以XML(XMLSchema)文档的形式存储在数据集Dataset中,从而实现集成化BOM的可视化显示[10-11].
使用XML模式定义BOM的数据结构,就是为了确保BOM数据能以XML格式准确的存储,使用户可以方便快捷的定义简单或复杂的数据类型,在一定的程度上验证了它的有效性和正确性.BOM树简化的XML文档格式为BOM.xm l.调用XML文件的程序代码如下所示:
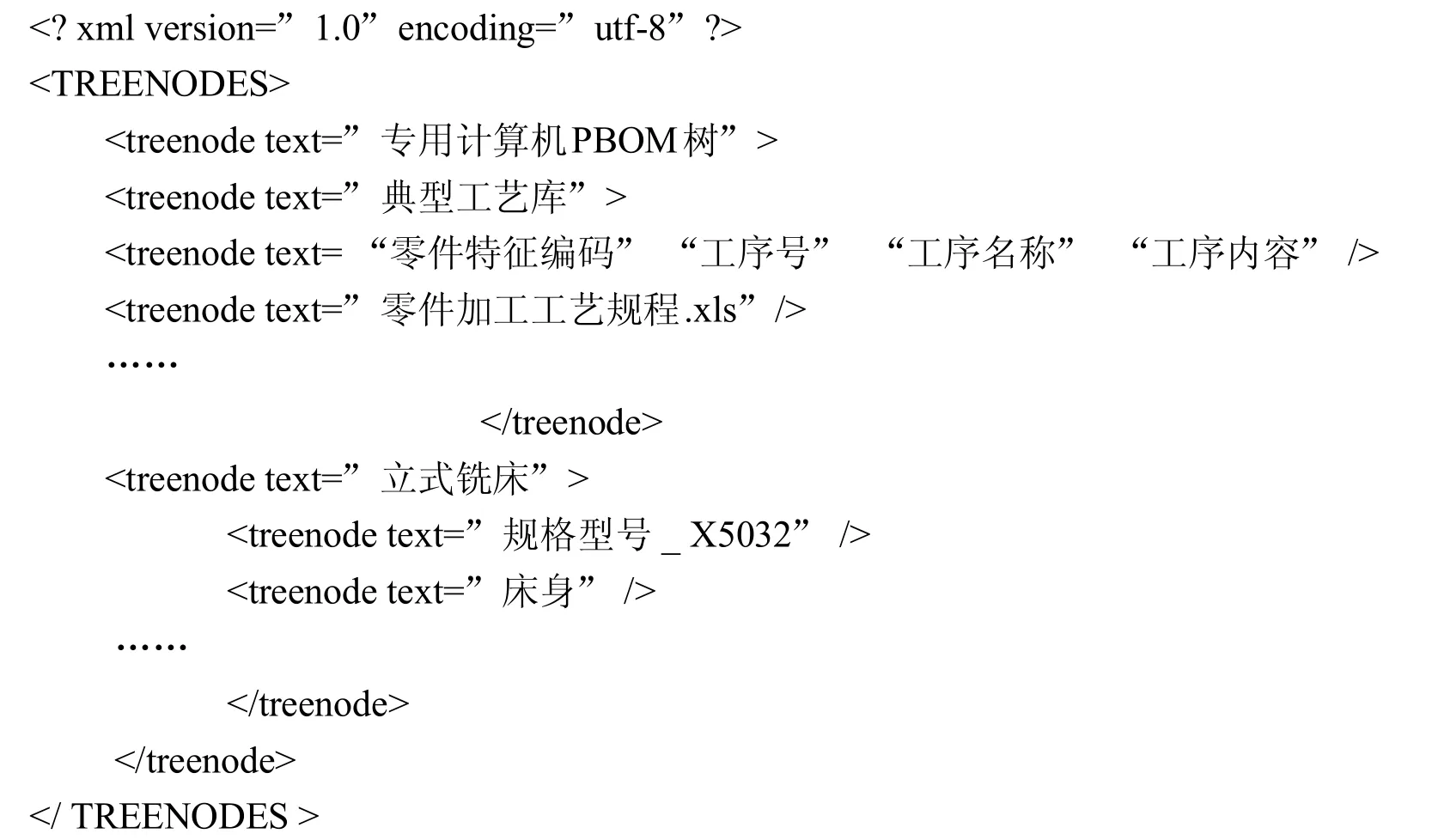
程序代码中的每个子节点必须以<treenode>形式排列,这样树形控件才可以识别调入的TEXT文本.设置空间属性TreeNodeSrc=“BOM.xm l”,专用计算机工艺制造设计PBOM的树形结构便会显示在标题栏中,其他的BOM信息,比如:零件特征编码、工序号、工序名称、工艺装备等根据要求以清单列表的形式显示出来.通过对BOM进行编辑修改,利用ASP.Net所提供的API函数可方便快捷的更改BOM树的节点层次结构和属性.
2.2 基于集成化BOM树的工艺设计
利用集成化物料清单的BOM技术,人工智能技术,构建一套人机交互的板筋类零部件 CAPP系统.该软件系统分为5个主要模块:系统主控模块、零件特征设计模块、工艺数据库处理模块、工艺决策模块和工艺文件处理模块.各模块的结构图如图2所示.
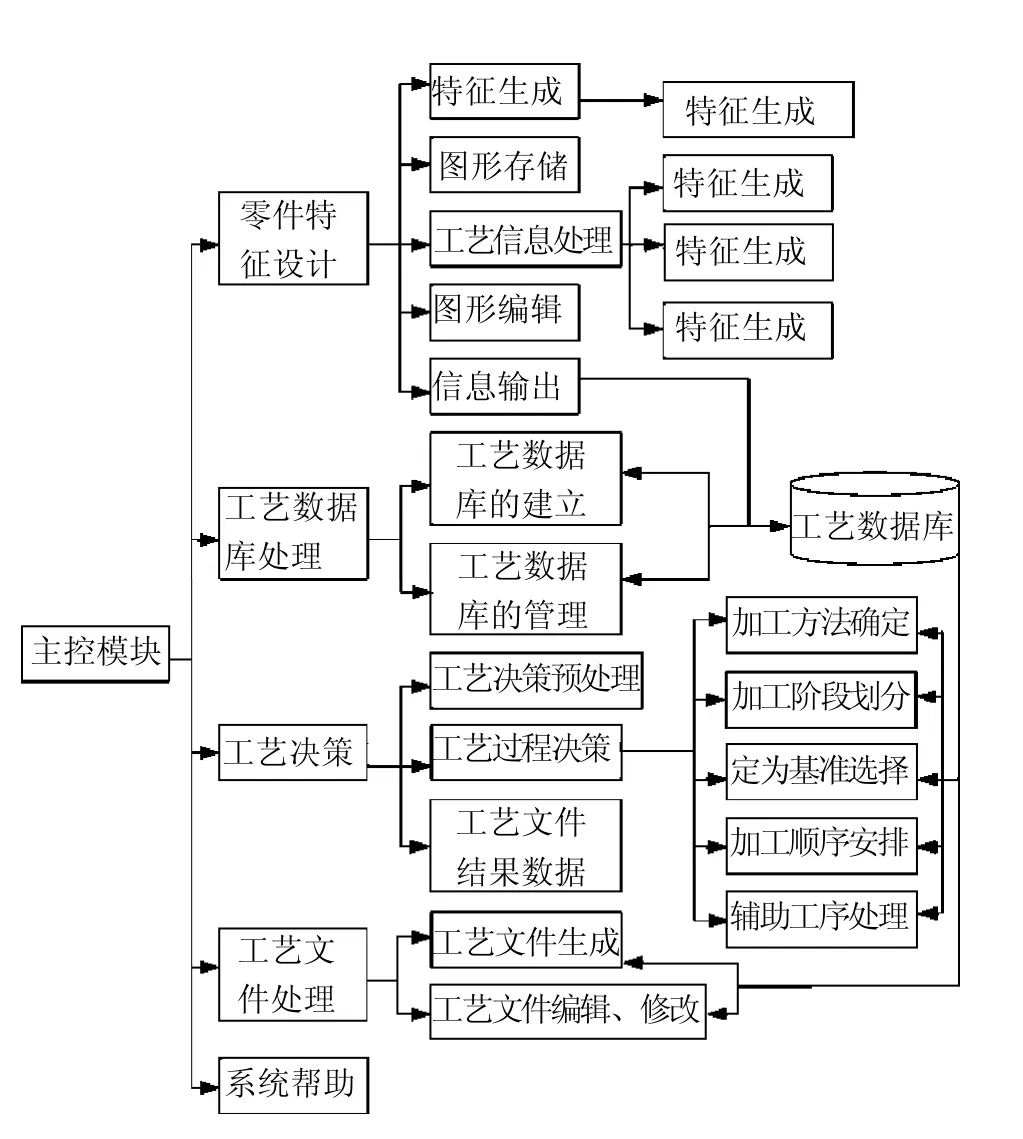
图2 CAPP系统的模块结构图Fig.2 Themodule structureof CAPPsystem
2.2.1 基于集成化BOM的工艺文件数据库建立
工艺文件数据库是存储零件工艺设计过程中所产生的所有工艺信息数据的.本系统利用OLEDBADO对象访问所建立的BOM数据库,它允许用户自定义各种格式工艺文件的不同类型模板,将工艺文件模板中的表格与BOM数据库表中的字段相对应,建立工艺文件模板与工艺文件数据库表(BOM表)以及工艺文件类型之间的关系,最后将所有的对应关系、工艺数据通过工艺数据库处理模块存储起来.
本系统调用工艺文件数据库时,首先输入该零件的信息特征编码,查询库中是否有典型工艺文件,若有则工艺设计人员调出相似工艺文件数据并在图3工艺查询与修改对话框中进行编辑、修改,并将之存储到工艺文件数据库的标准工艺库中.若无则根据该零件信息特征生成工艺.
图4所示的典型工艺库操作界面和标准工艺库操作界面基本相同,都包含有对零件信息和零件加工信息的描述、零件图的管理以及资源设备的选择等功能.不同之处则是典型工艺库增加了“添加新零件工艺”的功能.该功能可在典型工艺库中添加新零件工艺数据,并将其保存至系统的工艺文件数据库中.
2.2.2 基于集成化BOM的工艺知识数据库建立
本系统基于工艺决策树的推理规则,采用集成化BOM建立板筋类零件的工艺决策数据库和设备资源知识数据库.将所定义的数据库采用OLEDBADO对象连接访问.
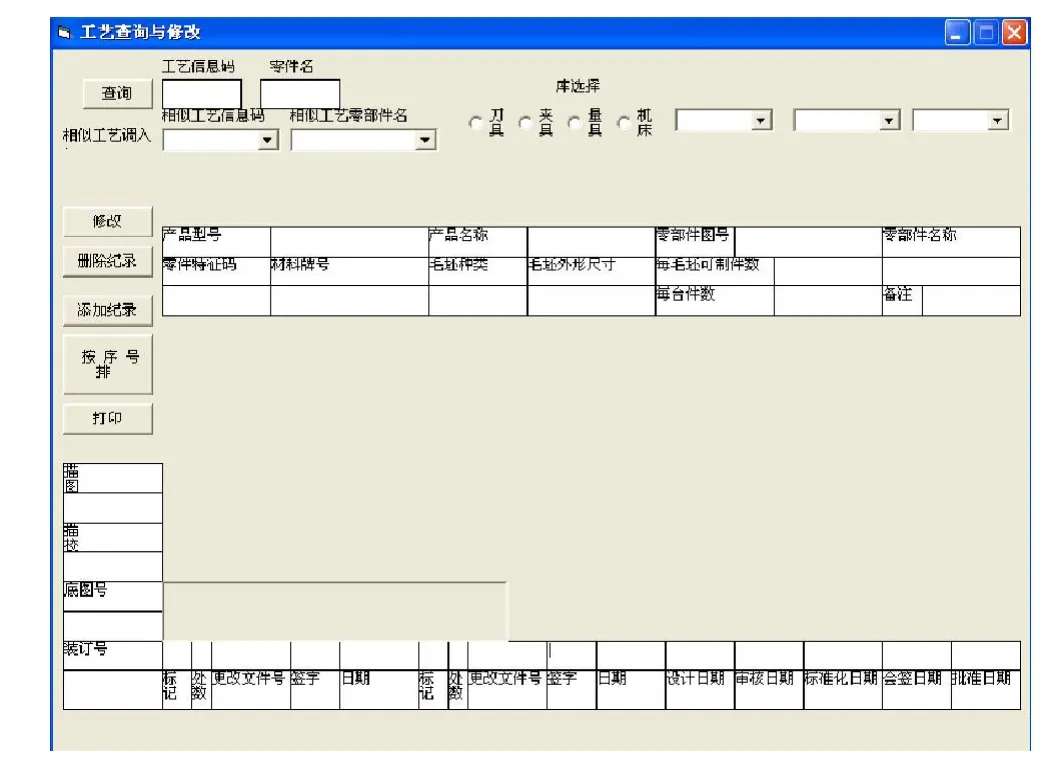
图3 工艺查询与修改对话框Fig.3 The dialog box of processquery andmodify
图4 标准工艺库和典型工艺库Fig.4 Standard process library and typicalprocess library
下面以设备资源数据库中机床的分类铣床为例简单介绍该系统中设备资源数据库的功能.
从图5铣床数据规格可以看出设备资源数据库涵盖了设备的种类、型号,加工范围、加工精度,寿命,工作的时间等.技术人员可在操作界面上输入设备的某个相关数据就能对设备的整体数据进行查询,修改.当需要添加新的设备资源数据时,只需在操作界面进行编辑,系统便将新数据保存至原有数据库中.
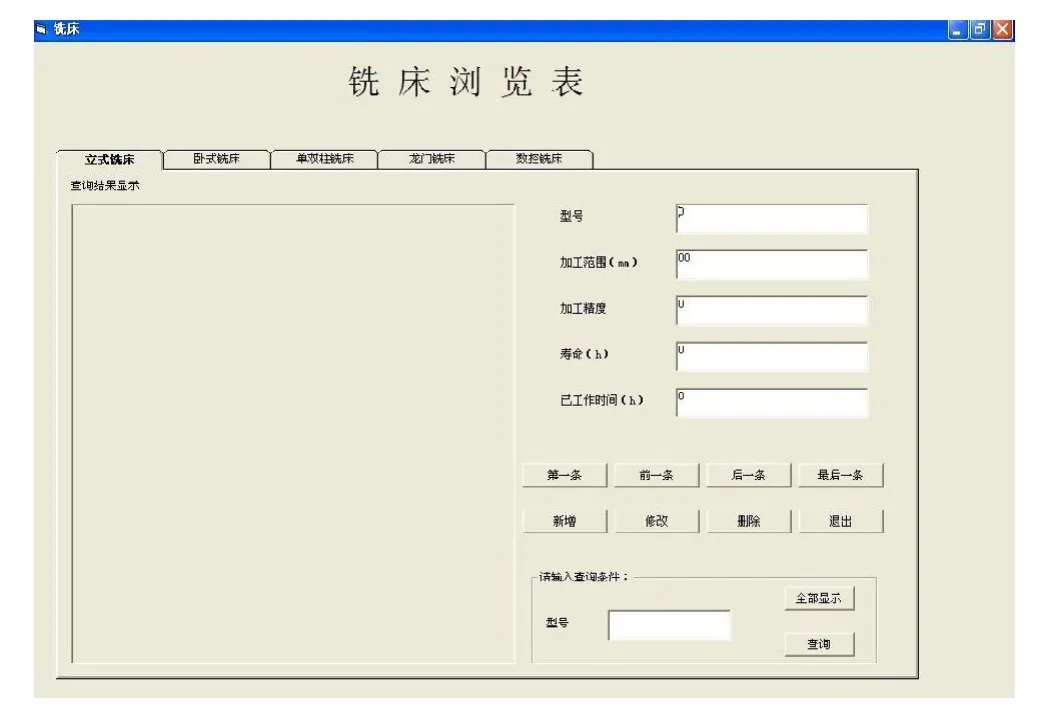
图5 铣床数据规格Fig.5 Them illingmachine data specification
3 零件工艺文件的生成
采用集成化物料清单BOM及零件信息特征编码技术,经人机交互进行编辑修改,可得到板筋类零部件的工艺文件并以工艺卡片形式输出.以板筋类零件小面板为例,输入其零件特征码,根据图3工艺查询与修改对话框显示的数据并通过“相似工艺调入”按钮,调出工艺文件数据库中以BOM表结构储存的与小面板相似零件的工序内容,再根据本零件所需工序,对相似零件工艺数据进行修改,则可以得到小面板的加工工艺数据,工序内容.最后点击该对话框中的打印按钮,可输出小面板的工艺过程卡片如下图6所示.

图6 小面板工艺文件Fig.6 The smaller panelprocess information
该系统经某企业生产加工车间试运行,让使用者能够方便快捷的生成板筋类零部件的工艺文件.不仅提高了企业单位的生产效率,也降低了技术人员的劳动强度,并对零件的工艺方案、工艺路线、工艺规程等工艺信息进行了有效的统筹管理.
4 结论
本文利用了改进后的零件特征编码系统,通过探索研究集成化物料清单BOM,设计出具有针对性的CAPP一体化开发平台系统.该CAPP系统利用人工智能对零件工艺进行检索,能对工艺文件进行编辑管理,并实现相似工艺的查询和修改,实现工艺文件的生成和重用,减少工艺人员的劳动强度.经企业生产加工部试运行,证明了该系统是可行的,可用于指导实际生产.
[1]赵海兵.基于Web的CAPP技术及其发展的探讨 [J].机械制造,2014,52(547):78-79.
[2]吴嘉,王媛.CAPP发展现状及展望综述 [J].机电产品开发与创新,2010,23(2):82-83.
[3]刘保华,乔爱科.CAPP系统类型及关键技术研究 [J].机械设计与制造,2009(8):62-64.
[4]袁永建,许建新.基于BOM的飞机制造工艺业务管理系统研究 [J].机械制造,2010,48(548):63-66.
[5]胡伟,谢小柱,黄平等.面向全生命周期的刀具管理系统研究 [J].工具技术,2008,42(3):48-51.
[6]温淑鸿,肖放.CAPP系统中面向产品的零件信息管理与实现 [J].天津纺织工学院学报,1998,17(5):46-49.
[7]曾富东,曾富鸿,唐业,等.PDM中BOM实现技术研究 [J].机械设计与制造,2001(4):94-95.
[8]于红艳,邢建国,王新建.基于实例检索的回转体零件CAPP方法研究 [J].机械,2012,39(1):42-45.
[9]路春光,孟丽丽.基于工作流和集成化物料清单树的CAPP系统 [J].计算机集成制造系统,2005,11(11):1593-1598,1608.
[10]陈开,魏坤,竺长安,等.基于XML的BOM生成系统 [J].计算机工程,2008,34(22):34-36.
[11]孟丽丽,路春光,张萌,等.产品物料清单BOM的XML实现方法研究 [J].工程图学学报,2007(3):163-168.
[责任编辑 田 丰 夏红梅]
Research on BOM-based CAPPsystem for plate parts
MA Yuqiong,LIShijie,WANGWei,ZHENG Hongwei,ZHANG Yanrui,WANG Tiecheng
(Experimental Training Center,HebeiUniversity of Technology,Tianjin 300401,China)
The system ization of commercial software and intelligent technology is difficult to be formed w ith the traditionalCAPP(ComputerAided ProcessPlanning)system.By analyzing theprocessingmethod and requirement forplate parts,the partinformation encodingwayswasproposed about their feature.The integrated BOM(BillofMateriel)and XML(X ExtensibleMarkup Language)technologywasused toestablish theprocessdatabaseof thededicated CAPPsystem.Theywerealso used to design andmanage process planning forplate parts.Integrated CAPPexpertsystem wasdesigned to settle forprocessdesign andmanagementofmanufactureenterprises.A fter the testing useby an enterprise,the processmethod based on the human-computer interaction is feasible.The efficiency and quality of the process fileswere improved.
BOM;plate parts;CAPPsystem;process design
TH164
A
1007-2373(2016)02-0028-05
10.14081/j.cnki.hgdxb.2016.02.005
2015-05-05
河北省自然科学基金(E2013202286)
马玉琼(1987-),女(汉族),助理实验师.通讯作者:李世杰(1957-),男(汉族),教授,博士.
数字出版日期:2016-04-26 数字出版网址:http://www.cnki.net/kcms/detail/13.1208.T.20160426.0952.018.htm l
猜你喜欢
一重技术(2021年5期)2022-01-18
四川轻化工大学学报(自然科学版)(2021年1期)2021-06-09
汉字汉语研究(2020年2期)2020-08-13
电子制作(2019年22期)2020-01-14
中学生数理化·八年级物理人教版(2019年9期)2019-11-25
中学生数理化·八年级物理人教版(2019年12期)2019-05-21
疯狂英语·新读写(2018年3期)2018-11-29
汽车观察(2018年9期)2018-10-23
电子制作(2018年11期)2018-08-04
电子制作(2017年22期)2017-02-02