
可吸收缝合线的纺丝工艺及恒张力控制系统研究*
2017-02-07 09:38隋修武徐立伟
传感技术学报 2017年1期
隋修武,王 硕,李 瑶,徐立伟
(天津工业大学机械工程学院天津市现代机电装备技术重点实验室,天津 300387)
可吸收缝合线的纺丝工艺及恒张力控制系统研究*
隋修武*,王 硕,李 瑶,徐立伟
(天津工业大学机械工程学院天津市现代机电装备技术重点实验室,天津 300387)
为了解决壳聚糖和胶原蛋白可吸收缝合线制备工艺中缝合线线径粗细不均、抗张强度不均的问题,设计了可吸收缝合线恒张力控制系统。检测装置采用敏感元件为电阻应变片的三辊式张力传感器;控制算法采用PID算法;执行装置采用变频调速三相电机。实验证明:恒张力控制系统能将被控张力误差控制在±0.1 N以内,实时性好,可靠性高,制作出的缝合线完全符合美国药典第32版中胶原缝合线的标准。
恒张力控制系统;三辊式张力传感器;PID;可吸收缝合线;变频调速
世界缝合线市场自2004年达到13亿美元以来,一直以10%~20%的速度增长。目前我国医用缝合线每年约有15亿元人民币的市场需求,其中可吸收缝合线约有7.5亿元,而缝合线的国产化率却不到40%[1-2]。
壳聚糖和胶原蛋白可吸收缝合线是该领域的研究热点。目前,对于壳聚糖和胶原蛋白可吸收缝合线生产和缠绕过程中的控制主要以设定电机恒转速为主。随着收卷过程的进行,收卷筒的半径越来越大,可吸收缝合线的实际线速度会慢慢提高。由于牵伸张力通过改变缝合线材料中的大分子链排列结构来改变其线经和抗张强度,随着缝合线实际线速的提高,可吸收缝合线牵伸张力增大,很容易造成制作出的缝合线线径粗细不均、抗张强度不均,严重影响到临床应用效果。因此,对可吸收缝合线的纺丝工艺及控制系统的研究不仅具有很高的理论研究价值,而且有着更重要的实际应用价值。本文针对可吸收缝合线研究了一种恒张力控制系统,系统由传感器、控制器、执行器和人机界面组成。利用电阻应变片式张力传感器,采用直接测量法检测缝合线的张力,采用PID控制算法[3-5],通过变频器控制三相电机的转速,最终实现对张力的精确闭环控制[6]。
1 纺丝成形工艺及其控制
1.1 湿法纺丝工艺介绍[7]
将一定配比的壳聚糖和胶原蛋白、蓖麻油材料,经超细丝直径闭环控制系统控制的喷丝机构制9根直径约为0.01 mm的初生态丝,初生态丝经凝固浴,与凝固液(丙酮、氨水等成分)之间进行双扩散作用,形成成品丝,再经过假捻机构进行加捻和解捻操作,编制成原始缝合线,然后经过交联处理,增加其强度及调节亲水性,经过相应化学处理及清洗烘干后,成为具有一定直径和强度的中缝合线,由送卷机构送入带有微细牵伸张力控制的收卷机构,完成成品缝合线的缠绕。壳聚糖和胶原蛋白可吸收缝合线的纺丝成形工艺流程图如图1所示。
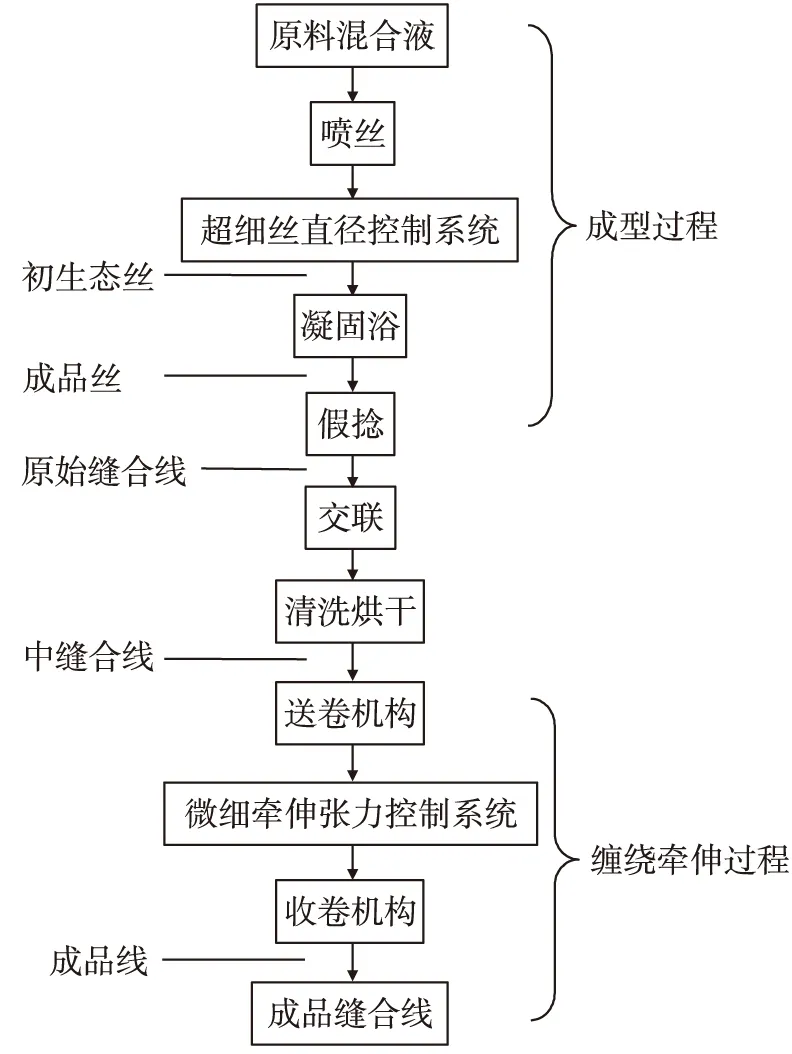
图1 纺丝成形工艺流程图
1.2 温度控制
纺丝液温度和烘箱温度需要进行温度控制。通过热电阻温度传感器采集温度。控制器采用内置ON/OFF控制,继电器输出方式,开关式控制循环冷却水泵的开启和关断来控制纺丝液温度;控制器采用电压脉冲输出方式(0~14 V),通过内置PID控制,利用占空比,通过交流继电器控制电阻丝的加热时间来控制烘箱温度。
1.3 酸度控制
原料混合液需要进行酸度控制。通过酸度计采集PH值。控制器采用内置ON/OFF控制,继电器输出方式,开关式控制电磁阀的通断来控制原料混合液各个成分的加入量,进而控制原料混合液的酸度。另一路由手动控制添加的方式来控制酸度。
2 恒张力控制系统
2.1 张力控制的原理
可吸收缝合线在收卷筒上缠绕时,调节牵伸张力来改变缝合线的线径和抗张强度。直接法张力控制能够对生产线上总的干扰因数做出电气上的补偿[8-10]。图2为缝合线生产线上直接法恒张力控制系统的框图,系统由传感器、控制器、执行器和人机界面组成。系统输入量是以电阻应变片式张力传感器为检测元件的模拟电压信号,经张力变送器之后,输出与PLC相匹配的4 mA~20 mA的电流信号;电流信号经PLC处理运算后经模拟输出模块以电压信号直接输出给变频器,变频器对应的可调范围为0~60 Hz,通过变频器控制可吸收缝合线的收线电机和拨线杆(作用是左右拨动送线,保证缝合线在收卷筒上一层一层地铺放)牵引电机的转速,确保整个系统中缝合线张力的恒定。在触摸屏界面可以实现微张力设定、张力显示、缠绕电机转速显示、PID参数设定,以及进行其他手动控制等。

图2 直接法恒张力控制系统框图
本系统采用敏感元件为电阻应变片的张力传感器。此传感器采用三辊式测量结构,中间是检测辊,左右是辅助辊,起导向的作用,被测缝合线绕于3个辊上。将缝合线收卷张力转换为作用在检测辊上的压力,再由传感器进行检测,从而使恒张力控制系统的阶数降低。图3为三辊张力测量结构图。

图3 三辊张力测量结构图
图3中,T为缠绕于检测辊上的缝合线收卷张力,F为施加于张力检测辊上的总的合力,检测辊的自重可以通过调节传感器的调零功能来消除。它们之间的关系满足欧拉公式:F=2Tcos(θ/2),式中θ为检测辊包角,θ=θ1+θ2,本设计中θ1=θ2=70°。在理论上,F只与T有关,但由于两个辅助辊的内圈和外圈都存在着摩擦力,所以在实际测量中存在理论误差,那么在选用轴承的时候,要选择微型轴承并且其摩擦系数也要尽量的小。
电阻应变片式张力传感器作为敏感元件,通过测量电桥和调理电路将应变片的微小电阻变化转化成4 mA~20 mA的电流信号,送入PLC,精确调整电路参数,使传感器在小量程0~5 N范围内的测量精度达到±0.05 N。
2.2 恒张力控制系统硬件结构
恒张力控制系统硬件结构图如图4所示。

图4 恒张力控制系统硬件结构图
①检测装置:由于可吸收缝合线缠绕过程中的张力控制属于微小张力控制,系统采用小量程(0~10 N),敏感元件为电阻应变片的张力传感器,型号为SCX,精度达到0.05%。通过检测到检测辊所受的压力值,直接测量出缝合线的所承受张力,输出其对应的模拟电压信号。再通过张力变送器,输出可供控制装置所匹配的电流信号。
②控制装置:以欧姆龙CP1H-XA为核心的控制模块,该型号PLC本身带24个开关量输入点和16个开关量输出点,另有4路模拟量输入和2路模拟量输出信号。总体测量精度达千分之一。利用PLC提供的PID编程功能模块,只需设定好所需的PID参数,运行PID控制指令,就能求得所需输出控制值,实现模拟量闭环控制。
③执行装置:本恒张力控制系统的最终执行机构为可吸收缝合线的收线电机,调节收线电机的转速与变频器的频率相匹配,实时保证缝合线的恒张力。
2.3 恒张力控制系统的软件设计
恒张力控制系统的软件设计主要包括两方面:张力数据处理及处理信号的输出;欧姆龙CP1H型PLC的软件编程环境为CX-Programmer 6.0。整个系统运行开始后,首先需要手动设置标准可吸收缝合线所需要的张力值,然后将系统在生产线上实际检测出的张力与其比较,再进行PID算法的控制,通过PID参数整定,最终确定最佳的比例、积分和微分系数。控制系统流程图如图5所示。

图5 控制系统流程图
CX-Programmer 编程软件的分辨率设置为6 000,程序包括以下2个关键指令:
①张力设定值的比例缩放指令SCL3(487)。
系统将根据指定的带偏移一次函数,将带符号BCD数据缩放(转换)为带符号BIN数据。符号如图6所示。

图6 比例缩放指令SCL3
将S所指定的带符号BCD 数据(BCD数据为绝对值,用CY标志判别正负、ON:负、OFF:正)根据C指定的参数(斜率和偏移)所决定的一次函数,转换为带符号BIN数据,将结果输出到D。

图7 C决定的一次函数
转换式为:
我还梦见三爹的腿经常抽筋,颤抖得厉害,有时姐姐还在做着出门打工的准备,父母在那里帮着收拾行李,我暗暗地伤心难过……
(1)
式中:ΔY/ΔX为斜率。偏移可以为正数、0、负数。当偏移为0时,C决定的一次函数如图7所示。
本程序带偏移一次函数由D50设定,通过MOV(021)指令为其设定数值。参数D50设置如下:D50设置为#0,即偏移量为0;D51设置为#100,即Δx=100%;D52设置为#1770,即Δy=1770;D53设置为#1770,即最大转换值为1770H;D54设置为#0,即最小转换值为0。
②PID运算指令PID(190)。
PID指令将从输入通道获取指定的二进制数据的输入范围,按照设定参数进行PID运算,并将运算结果存放到输出通道中。符号如图8所示。
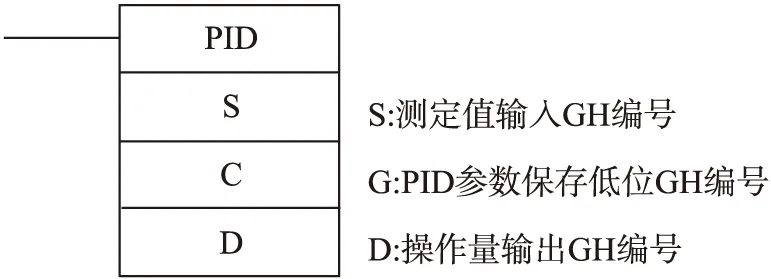
图8 PID运算指令PID
根据C所指定的参数(设定值、PID常数等),对S进行作为测定值输入的PID运算(目标值滤波型2自由度PID运算),将操作量输出到D。
PID运算指令的参数通过PID参数整定方法确定。选用现场工程整定法的临界比例度法。
临界比例度法操作方法如下:①将调节器的积分时间TI置于最大(TI=∞),微分时间置零(TD=0),比例度δ适当,平衡操作一段时间,把系统投入自动运行;②将比例度δ逐渐减小,得到等幅振荡过程,记下临界比例度δK和临界振荡周期TK值;③根据δK和TK值,采用经验公式,计算出调节器各个参数,即δ、TI、TD的值。公式如表1所示。④按“先P后I最后D”的操作程序将调节器整定参数调到计算值上。若还不够满意,可再作进一步调整。

表1 临界振荡整定经验公式
本系统对象控制通道滞后较小,负荷变化大,但不允许有余差的情况,所以选用比例积分控器。最终确定比例系数为900,积分系数设定为10,微分系数为0。
本程序设定参数由D100设定,通过MOV(021)指令为其设定数值。参数D100设置如下:D101存储比例系数,D102存储积分系数,都由用户人工通过触摸屏输入设定并通过BIN(023)指令将BCD数据转换为BIN 数据;D103设置为#0,即微分时间为0;D104设置为#000A,即取样周期为10;D105设置为#0008;D106设置为#1595;D107设置为#0,即操作量下限值为0;D108设置为#1770,即操作量上限值为1770H。
3 实验及分析
为了验证恒张力控制系统的性能,采用本系统进行了张力控制实验、缝合线综合性能实验和比对实验。
3.1 张力控制实验
以威纶通触摸屏的系统时钟为计时工具,对每分钟内触摸屏实时显示的实际张力值进行观察与记录。经多组实验,本系统能将实际张力值与设定张力值的误差控制在±0.1 N以内。
3.2 缝合线综合性能实验
通过张力控制实验确定本系统可以保证牵伸张力恒定后,通过缝合线综合性能实验,再次验证缝合线试样的线经和结点抗拉强度是否符合美国药典[11](USP)标准。
3-0、2-0和0规格的缝合线试样各取10根,用螺旋测微仪在每根试样的1/4,1/2和3/4处进行测量取平均值,结果填入表2中。将每组的10次测量结果取平均值,结果填入表2中;用电子单纱强力机,标距长度为10 cm,在约6 cm处打结,以280 mm/min的速度拉断,记录在打结处断裂时的数据。测30个点,结果填入表2中,取平均值后结果填入表2中。
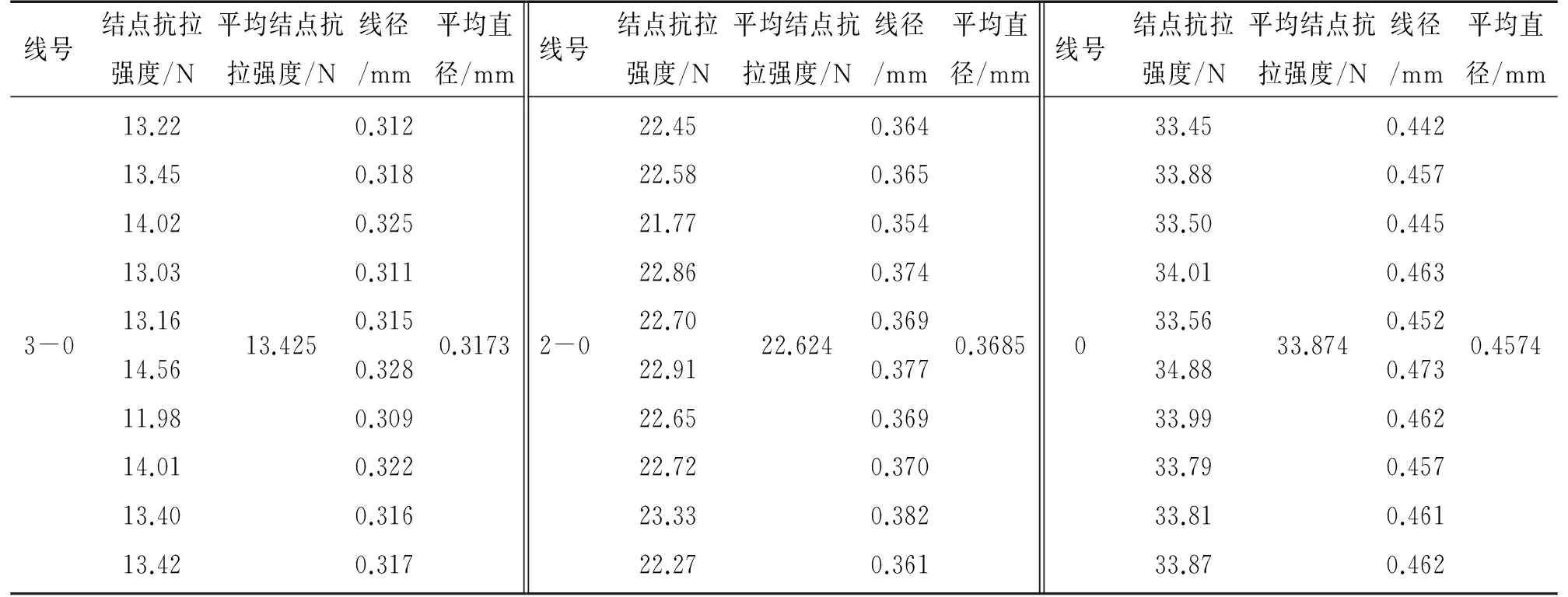
表2 测量结果
将本系统的测量结果与表3美国药典第32版中胶原缝合线的标准进行比对。

表3 美国药典第32版中胶原缝合线的标准
通过对表2、表3中数据的比较分析,对于3-0、2-0和0规格的缝合线,采用本恒张力控制系统制作出的缝合线完全符合美国药典第32版中胶原缝合线的标准。实验结果证明本恒张力控制系统能有效地保证牵伸张力的恒定,可靠性高,能制作出符合行业标准的缝合线。
3.3 比对实验
采用与实验3.2相同的方法,测试未使用本控制系统的立管式湿法纺丝机生产的2-0规格的缝合线样品10根,测量结果见表4。

表4 未用本控制系统的纺丝机生产样品的测量结果
通过对表2、表4中数据的比对分析,可以看出在应用本控制系统后,“立管式湿法纺丝机”生产出来的2-0规格的缝合线,直径和抗张强度的不均匀性分别由原来的23.44%、34.73%提高到了5%以内。
4 结论
本恒张力控制系统能将被控张力误差控制在±0.1 N以内。所生产的缝合线的质量指标已达到和超过了美国药典第32版所规定的指标要求。系统实时性好,可靠性高,可以按照国家标准的规定完成壳聚糖和胶原蛋白可吸收缝合线的精确张力闭环控制。
针对“立式向上管式湿法纺丝机[12]”研究的恒张力控制系统与传统控制方法相比,在壳聚糖和胶原蛋白可吸收缝合线生产和缠绕过程中能很好地对线径和抗张强度进行实时控制,生产出均匀性好的缝合线,批量生产后将大大提高其生产质量和生产效率。此次研究的微细缠绕张力控制技术可在纺织工程、化学工程、材料加工等行业中推广应用。
[1] 中国报告基地. 2013-2017年中国医用可吸收缝合线行业市场行情发展趋势及投资前景预测报告[M]. 2013:6.
[2] 刘小红,陈向标,赖明河,等. 可吸收医用缝合线的研究进展[J]. 合成纤维,2012,41(4):23-26.
[3] Hamed M,Hassan S,Aria A. PID-Fuzzy Control of Air Handling Units in the Presence of Uncertainty[J]. International Journal of Thermal Sciences,2016,109:123-135.
[4] Raju M,Saikia L C,Sinha N. Automatic Generation Control of A Multi-Area System Using Ant Lion Optimizer Algorithm Based PID Plus Second Order Derivative Controller[J]. International Journal of Electrical Power and Energy Systems,2016,80:52-63.
[5] Sahu B K,Pati T K,Nayak J R,et al. A Novel Hybrid LUS-TLBO Optimized Fuzzy-PID Controller for Load Frequency Control of Multi-Source Power System[J]. International Journal of Electrical Power and Energy Systems,2016,74:58-69.
[6] 陈晨,徐东亮. 纤维缠绕高张力控制系统设计[J]. 电子技术与软件工程,2016(9):144-145.
[7] 隋修武,刘蕾,杜玉红,等. 基于线阵CCD的可吸收缝合线线径在线检测系统[J]. 传感技术学报,2014,27(8):1154-1158.
[8] 刘行,缪旭红,赵帅权. 纱线张力测试方法研究进展[J]. 棉纺织技术,2015,43(1):78-82.
[9] 庾在海,吴文英,陈瑞琪. 纺织过程中的纱线张力测试方法[J]. 传感器世界,2004,10(1):27-29.
[10] 张强,王海舰,毛君,等. 基于压电振动俘能的自供电刮板输送机张力检测系统[J]. 传感技术学报,2015,28(9):1335-1340.
[11] USP 32-NF[S]. 2009:3644-3645.
[12] 温永堂,傅振刚,郭振友,等. 立式向上管式湿法纺丝机[P]. 实用新型专利,ZL94208529. 9,1994-04-21.
Study on Spinning Process and Constant Tension Control System of Absorbable Suture*
SUIXiuwu*,WANGShuo,LIYao,XULiwei
(Tianjin Key Laboratory of Advanced Mechatronics Equipment Technology,School of Mechanical Engineering,Tianjin Polytechnic University,Tianjin 300387,China)
In the producing process of absorbable suture,in order to solve the problem of suture diameter and the tensile strength are uneven,constant tension control system of absorbable suture is designed. Detection device uses the three rollers tension sensor whose sensitive element is the resistance strain gauge;Control algorithm uses the PID algorithm;Execution device uses the variable frequency speed control three-phase motor. Experiments show that the constant tension control system can control the controlled tension error in less than ±0.1 N. The system has good real-time performance and high reliability. The suture made by the constant tension control system is completely in line with the standard of the United States Pharmacopoeia thirty-second edition of the collagen suture.
constant tension control system;three rollers tension sensor;PID;absorbable suture;frequency control

隋修武(1971-),男,吉林省公主岭人,天津大学毕业,博士学位,现任天津工业大学机械工程系副教授,主要研究方向为现代测控技术与智能化仪器,allensui@163.com;王 硕(1991-),男,河北省唐山人,天津工业大学机械工程系硕士研究生在读,主要研究方向为传感器技术,billgesure@qq.com。
项目来源:天津市应用基础与前沿技术项目(15JCYBJC19700);天津市科技特派员项目(15JCTPJC56800)
2016-06-02 修改日期:2016-09-17
TP273.5
A
1004-1699(2017)01-0157-05
C:7210X
10.3969/j.issn.1004-1699.2017.01.028
猜你喜欢
纺织科学研究(2021年1期)2021-12-03
纺织学报(2021年5期)2021-05-27
新世纪智能(高一语文)(2020年9期)2021-01-04
电子制作(2019年22期)2020-01-14
传媒评论(2019年5期)2019-08-30
四川地质学报(2019年2期)2019-08-02
时代英语·高一(2019年1期)2019-03-13
中华诗词(2018年4期)2018-08-17
宝藏(2017年6期)2017-07-20
宝藏(2017年6期)2017-07-20
