多流水线型定量供料系统结构设计
2017-02-09 02:06李叶妮陈吉鹏陈水宣
重庆理工大学学报(自然科学) 2017年1期
李叶妮,陈吉鹏,陆 刚,陈水宣
(1.厦门理工学院 机械与汽车工程学院,福建 厦门 361024;2.厦门大学 航空航天学院,福建 厦门 361005)
多流水线型定量供料系统结构设计
李叶妮1,2,陈吉鹏1,陆 刚1,陈水宣1
(1.厦门理工学院 机械与汽车工程学院,福建 厦门 361024;2.厦门大学 航空航天学院,福建 厦门 361005)
针对传统的手排面加工设备自动化程度不高的现状,设计开发了基于伺服系统的多流水线型定量供料系统。结合国内外的面条加工机械和技术,将不同类型的流水线机构引入手排面的加工过程中,完成了定量供料系统的整机结构设计,包括存面机构、运面机构、分面机构、推杆机构及流水线机构等。通过上下位机实现电气控制及伺服系统的联动控制,完成快速切分等量手排面,并通过流水线自动装盘。该系统生产效率达到了18 000片/h,加工产量提升到670 kg/h。实际应用结果显示:该系统生成效率高,具有很好的应用前景和推广价值。
手排面;定量供料;多流水线;伺服系统
目前,手排面加工设备自动化程度较低、产业结构不够合理等问题较为突出,自动化设备的科技创新不可避免。在我国手排面的生产大体经历了“传统的纯手工制作—半机械化生产—引进国外先进设备进行研究学习—基本实现全自动化大量生产”的发展过程,但有些重要环节还是依赖手工作业。因此,手排面加工装备的自主创新与发展对挂面行业的整体创新与发展至关重要[1-4]。
通过对手排面加工企业的调研,发现普遍存在以下问题[5]:手工分面存在卫生问题;手工分面装盘效率低下,需要大量员工;手工分面所分面质量不均匀,导致产品不稳定;
1 整机工作原理
手排面的生产流程包括以下步骤:上面、上水、拌面、熟化饧面、压延、折条折花、蒸面、拉伸切断、自动入盒、高压杀菌蒸面、烘干、风冷、称重包装。概括手排面的制作工艺主要由3个步骤组成:面条成型加工、面条分段装盒、面条烘干包装[6-7]。本文研究的手排面定量供料系统属于面条分段装盒的工序,主要完成将蒸熟的长段面条分段装盒,所需分段的面条为高温蒸熟的挂面,如图1所示。蒸好的面条规格如下,宽×高=600 mm×660 mm,正片挂面的质量约480 g/挂,经过本文设计的多流水线供料系统后获得13份面条。由于蒸熟的面条送入本系统时是挂在铁杆上的,经过本系统切面分2段后,在挂杆上会残余面条长度约15 mm,因此切断装盘的面条每份长度约320 mm,每份重约37 g。
根据面厂给出的生产要求和现有的生产条件,设计出符合手排面生产所需的手排面自动定量供料系统,设备的整体机构如图2所示。采用多流水线的结构,主要包含存面流水线1,送面流水线2,以及包装装盘流水线3。其中存面流水线是存放蒸熟的挂面,送面流水线是将存放的挂面运送到切刀的位置进行定量切面供料,包装装盘流水线由工人将面条装入6格的盒子中。整机系统结合伺服系统实现了各个流水线的联动控制及刀具的精确分段切面。

图1 高温蒸熟的挂面Fig.1 Hanging noodles steamed at high temperature
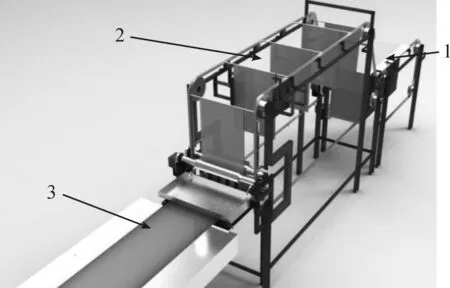
1.存面流水线; 2.分面流水线 ;3.装盘流水线 图2 手排面定量供料整机结构Fig.2 Structure of quantitative feeding noodle system
2 关键机构设计
2.1 存面机构
手排面定量供料机正常运行工作过程中,流水线的第一部分即存面机构系统,该部分需要实现高温蒸熟的挂面稳定送料,需要避免出现如各根挂面杆粘合、运送速度慢、挂面杆卡杆等现象。
在存面机构设计试制的过程中,经过反复多次试验,优化机构设计,验证该机构的可行性。存面机构如图3所示,能实现快速、稳定、高效单根挂面运输。其机械设计主要的特点是利用两个弹簧在存面机构最前端,起到对位于最前端处挂面下压作用;同时,当最前端挂面被送面机构两个挂钩运送走,弹簧复位对下一根挂面下压,保证送面机构单根运送,确保经高温蒸煮的挂面能够不粘连地稳定运送至分面流水线上进行分段定量供料。

1.称重机构; 2.链条1; 3.挂面; 4.传感器1 ;5.弹簧1; 6.传感器2 ;7.弹簧2 ; 8.传感器3 ; 9.三相异步电机1; 10.传感器4
图3 存面机构
Fig.3 Noodle cache structure diagram
2.2 送面机构
送面机构(图4)采用链条传动系统,通过送面机构可实现将存面机构中存放的挂面运送到分面机构进行定量分面。根据切面时间、挂面的长度要求确定两个挂面之间间隔是1 070 mm,链条总长7 490 mm。在送面三相异步电机11启动下,每根挂面往前运送,当面到位传感器15感应到信号后,把采集到信号传送给伺服系统作准备,挂面会沿着轨道16往下运动,因此对导轨加工精度与材料结构要求高,必须确保轨道不变形且耐磨,并且挂面运动过程不能出现脱钩现象,才能确保挂面定量分段且不卡杆。

11.三相异步电机;12.链条2; 13.空杆;14.挡板;15.传感器5;16.轨道
图4 送面机构
Fig.4 Noodle delivery structure
2.3 分面机构
由于蒸熟的挂面垂直长度为660 mm,分段装盘后需要再进行烘干,人工分段时如果面条分得太短,烘干后容易松散,面条分得太长,一盘面条就会超重。因此,需要设计一种合理的分面机构,使得面条的切分符合产品的要求。
图5为分面机构,由伺服系统、齿轮组、辊刀、翻转漏斗几部份组成。为了满足切断后面条的长度与重量的要求,需要切分13段等质量的面条。分面装置采用漏斗型的翻转机构,由伺服电机带动辊刀实现连续、快速、稳定的切面,翻转漏斗将被辊刀切落的面条等分,同时通过翻转将挂于漏斗上的面条倒落。翻转漏斗内有5个小斗,4个大斗,经过一次分面,一次翻转后分面,即可将切断的面条分成等量的13份。质量误差在5g以内。

17.伺服电机;18.传感器6; 19.辊刀;20.轴承;21.刀盘;22.齿轮;23.同步带
图5 分面机构
Fig.5 Noodle cutting structure
3 主要机构分析及计算
本文的控制系统实现了手排面的定量分段加工,要求精确控制辊刀随挂面以一定的速度运动。采用伺服电机的电子凸轮功能来实现定长剪切。通过计算和分析,决定采用台达ECMA伺服电机和ASDA-A2伺服驱动器。
伺服电机的选型依据滚筒装置(如图6所示)计算,并通过关键参数的计算选择合适的伺服电机。电机选型计算参数如表1所示。

图6 设备传动及选型计算原理Fig.6 The principle diagram of calculation of transmission and selection of equipment表1 电机选型计算参数Table.1 Motor type selection calculation parameter table

名称符号数值单位JR减速比1/RN2工作台移动速度V3m/min单一行程移动距离S220mm外力F0N滚轮挤压工件反力FP62.5N滑轨摩擦系数μ0.1传动效率η0.81加速时间tA0.257s减速时间tD0.257s停止时间tS0s滚筒直径DR140mm轴承直径DS30mm滚轮惯量JRO0.0002119kg·m2减速机惯量JR0.00051kg·m2联轴器惯量JC0.00071kg·m2衔接轴惯量JS0.0002kg·m2
1) 选型计算
电机旋转1圈导螺前进距离:
(1)
(2)
加减速度时间计算:
(3)
(4)
tM=tA+tE+tD+tR=4.699 86(s)
(5)
tP=tM+tS=4.699 86(s)
(6)
负载端相对於电机端的转动惯量计算:
0.016 95(kg·m2)
(7)
外力与摩擦力换算成电机端等效力矩:
0.095 02(N·m)
(8)
0.234 62(N·m)
(9)
(10)
电机最高转速判断:
(11)
ECMA-E31320:NV≤3 000
(12)
2) 确定电机型号
电机要求:
(13)
(14)
因此选用型号 ECMA-E31320 的电机。
Ttyp(9.55)>TL(0.234 62)
(15)
(16)
3) 电机校核(ECMA-E31320)
电机加减速度最大扭矩计算:
0.237 17(N·m)
(17)
0.232 06(N·m)
(18)
单一行程扭力均方根值:
0.233 55(N·m)
(19)
伺服回生能量计算:
(20)
(21)
EE=0.104 7×N×TL×tE=0.347 09(J)
(22)
(23)
(24)
满足以下要求:
(25)
(26)
(27)
通过以上计算与校核,最终选择台达的ECMA-E31320电机,根据电机与驱动器选型配套要求,选用ASD-A2-1521-U驱动器。可通过电子凸轮曲线设计同步跟踪曲线,实现刀具的同步等量切面[8-10]。
4 应用情况
该设备目前已经投入生产,与现有的手工分面相比,手排面自动定量供料系统的生产效益和产品卫生质量有了较大的提高。手排面自动定量供料系统与手工分面的生产效率对比如表2所示。

表2 生产效率对比Table 2 Production efficiency comparison
由表2可知:所设计的手排面自动定量供料系统加工出来的每块面质量变化范围更为精确,机器所分面烘干后不易散开,而且加工速率和产量有了很大的提高,与手工分面相比,加工速率由原来的6 000片/h 提高到18 000 片/min,加工产量由原来220 kg/h 提升到670 kg/h。定量切面的长度为320 mm,误差在2 mm以内,每份手排面的质量为37 g,误差在5 g以内。该整机系统目前已经在面条加工企业使用,运行稳定,大大提高了企业的生产效率,降低了生产成本,有很好的推广价值。
[1] 许德群,肖衡.我国包装与食品机械发展现状及趋势[J].包装与食品机械,2011,29(5):47-50.
XU Dequn,XIAO Heng.Development status and Trend of Packaging and Food Machinery in China[J].Packagin and Food Machinery,2011,29(5):47-50.
[2] 刘毅,余荣斌,王娜,等.我国食品机械产业发展策略研究[J].广东科技,2013(18):157,161.
LIU Yi,YU Rongbin,WANG Na.Study on the development strategy of food machinery industry in China[J].Guangdong Science and Technology,2013(18):157,161.
[3] 杨祖彬,曾莉红.基于食品安全的我国食品包装机械技术发展路径探讨[J].包装工程,2011 (13):117-121.
YANG Zubin,ZENG Lihong.Discussion on Technical Development Path of China’s Food Packaging Machine Based on Food Safety[J].Packaging Engineering,2011 (13):117-121.
[4] 李韦谨,张波,魏益民,等.机制面条制作工艺研究综述[J].中国粮油学报,2011,26(6):86-90,96.
LI Weijin,ZHANG Bo,WEI Yimin,et al.Review of Technical Study on Processing Technique of Machine-made Noodle[J].Journal of the Chinese Cereals and Oils Association.2011,26(6):86-90,96.
[5] 李叶妮,陈水宣,陆刚.手排面全自动计件系统设计[J].制造业自动化,2015,37(10):127-129.
LI Yeni,CHEN Shuixuan,LU Gang.Design of intelligent automatic manual noodle counting system[J].Manufacturing Automation,2015,37(10):127-129.
[6] 战晓林,陶学恒,李玉光.食品机械中自动切割装置的研发[J].包装与食品机械,2011,29(2):47-50.
ZHAN Xiao-lin,TAO Xue-heng,LI Yu-guang.Researcha and Development on Auto Cutting Device in Food Machinery[J].Packaging and Food Machinery,2011,29(2):47-50.
[7] 孔凡真.我国食品包装机械行业的差距与前景[J].中国包装,2012,32(2):7-10.
KONG Fanzhen.The gap and Prospect of food packaging machinery industry in China[J].China Packaging,2012,32(2):7-10.
[8] 孙忠献.电机技术与应用[M].福州:福建科学技术出版社,2004.
SUN Zhongxian.Motor Technology and Application[M].Fuzhou:Fujian science and Technology Publishing House,2004.
(责任编辑 杨文青)
Multi-lines Manual Quantitative Feeding System Structure Design
LI Ye-ni1,2, CHEN Ji-peng1, LU Gang1,CHEN Shui-xuan1
(1.School of Mechanical and Automotive Engineering,Xiamen University of Technology,Xiamen 361024, China;2.School of Aerospace Engineering, Xiamen University, Xiamen 361005, China)
Aiming at the low degree automation of the traditional manual processing at present, a new multi lines manual quantitative feeding automatic platform based on the servo system was designed and developed to overcome those disadvantages. The paper, which combines the domestic and international noodle processing machinery and technology, will introduce different types of manual line mechanism of the machining process. The system consists of a plurality of pipeline module, including the storage module, transport module and the assembly line module. And by realizing the linkage of electrical control and servo system controlled by PC, completing the fast segmentation and automatic loading manual equivalent surface through the pipeline, the production efficiency of the system reached 1800 slices/h, and processing increases at 670kg/h. Application of this platform proved that the system has high efficiency, and also has a certain application prospect and promotional value.
manual noodle; quantitative feeding; multi-lines; servo system
2016-10-15
福建省中青年教师教育科研项目(JA15364);厦门市科技计划项目(3502Z20153021,3502Z20161186);厦门市闽台合作项目(3502Z20151241)
李叶妮(1982—),女,博士研究生,实验师,主要从事机电一体化技术与机器人及机器视觉技术研究,E-mail: liyn@xmut.edu.cn。
李叶妮,陈吉鹏,陆刚,等.多流水线型定量供料系统结构设计[J].重庆理工大学学报(自然科学),2017(1):36-40.
format:LI Ye-ni, CHEN Ji-peng, LU Gang,et al.Multi-lines Manual Quantitative Feeding System Structure Design[J].Journal of Chongqing University of Technology(Natural Science),2017(1):36-40.
10.3969/j.issn.1674-8425(z).2017.01.006
TP278
A
1674-8425(2017)01-0036-05
猜你喜欢
轮胎工业(2022年10期)2022-12-30
巴蜀史志(2021年2期)2021-09-10
小学科学(学生版)(2020年2期)2020-03-03
当代陕西(2019年6期)2019-04-17
创新作文(小学版)(2018年16期)2018-11-30
创新作文(1-2年级)(2018年6期)2018-01-22
制造业自动化(2017年2期)2017-03-20
轮胎工业(2017年9期)2017-03-09
中国资源综合利用(2016年9期)2016-01-22
福建人(2015年10期)2015-02-27