
浅述托口电站发电机转子现场安装工艺
2017-02-09 02:42孟凡辉李永献查启文
防爆电机 2017年1期
孟凡辉,李永献,查启文
(1葛洲坝集团机电建设有限公司,四川成都610091;2杭州三和电控设备有限公司,浙江杭州311256)
浅述托口电站发电机转子现场安装工艺
孟凡辉1,李永献2,查启文2
(1葛洲坝集团机电建设有限公司,四川成都610091;2杭州三和电控设备有限公司,浙江杭州311256)
发电机转子是水轮发电机组的核心部件之一,随着水轮发电机组的设计、制造向大型化发展,发电机转子已由过去的在工厂车间生产转至在工地现场装配。转子装配质量的优劣,对机组的安全、稳定运行至关重要,发电机转子现场装配工序繁琐、工艺复杂,装配方式随着转子结构不同而采取不同的工艺措施有所差异。通过重点叙述在托口电站发电机转子现场安装的部分工艺特点,为同类大型转子的现场提供参考、借鉴和经验交流。
转子;副立筋;磁轭;叠片
0 引言
托口电站总装机容量800MW,装机4台,单机容量200MW。托口发电机属于大型混流发电机组,由我公司安装及调试。
发电机转子是机组重要核心部件之一,由中心体﹑圆盘支架、磁轭和磁极等部件组装而成。中心体通过立筋与圆盘支架(6瓣斜支臂结构)组焊成整体,圆盘支架半径为φ12.65m;磁轭由数万多张的冲片叠装而成,高度1.995m、直径φ13.885m、总重量333.255t;磁极总数为68个,单个磁极重2.5t;组装后的转子是机组单件最重的部件。
1 转子现场安装工艺特点
托口转子安装存在两个难点。
(1)转子支架的结构为在工地配刨副立筋,这种结构特点为厂内制造成本低,但是现场安装难度较大,需要借助工具工装设备才能保证施工工期和安装质量,为了降低工具工装成本,取消了配刨副立筋中心柱,因此确定中心成为现场安装的最大难点。
(2)转子叠片每张冲片三个销子,呈三角形布置,17张冲片共需要叠片销102件;当堆积高度200mm时,安装“T”尾整形工具,为后续叠片定位;磁轭升高到500mm时继续穿入短叠片销定位,长叠片销留到基础部分生根,“T”尾整形工具随叠片高度升高。然而现场项目仅51件叠片销,故磁轭升高过程中缺少定位工具,叠片能否顺利进行失去保障。同时,叠片过程中发现通风槽片“T”尾槽尺寸小于普通冲片的“T”尾尺寸约0.15mm(见图1),“T”尾整形工具的整形定位作用也由此原因大大降低。
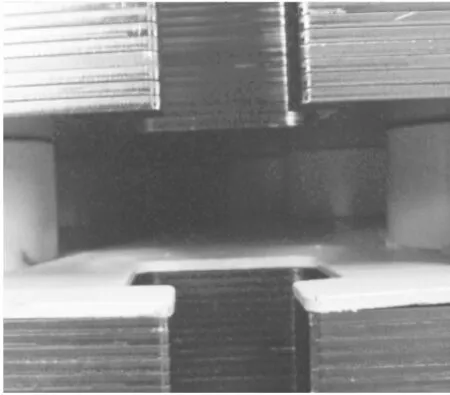
图1 通风槽片与冲片“T”尾尺寸误差
为解决上述安装难点,现场我们采用了如下工艺措施。
1.1 配刨副立筋配刨副立筋主要工艺过程:复测转子支架相关尺寸、确立基准主立筋 →划出测量工具把合定位孔→测量工具大等分跨距半径、弦距、扭斜调整合格 →小等分跨距调整 →吊钢丝测量配刨厚度数据→配刨数据计算及修正 →配刨及钻孔→安装、复测、调整 →焊接、复测、探伤。其配刨工艺措施如下。
(1)定中心
采取转子中心体中心吊钢丝,以中心体上端内圆为基准调中心的方法,定出中心(见图2)。验收合格后,钢丝成为测尺的唯一基准。这种工艺方法虽然效率稍低,但是测尺精度高,能够保证安装质量。

图2 吊钢丝求中心
(2)提高工作效率、保证工期
为了提高工作效率、保证工期,借鉴定子铁心装配中定位筋调整方法,先进行八等分大跨距调整配筋测量工具,验收合格后进行小等分调整。这种工艺方法能够将累积误差分散,减少返工率,测尺精度高。既能提高工作效率,也能提高工作质量,同时也降低了工程局的工作量。
(3)配刨数据计算
基于托口铁心只有1.995m高,只在上下端测量4个数据即可满足配刨需求,没有额外增加数据,加工数据也只是按主力筋倾斜值的平均值来修正。
根据副立筋焊前、焊后各项尺寸验收数据显示(见表1,表2),副立筋配刨质量优良,半径数据均合格,弦距均匀,切向及径向倾斜数据优良,此方案适用,很好的保证了安装质量,为后续磁轭叠片的顺利进行打下了良好的基础,具备推广价值。

表1 副立筋(部分)配刨尺寸修正后数据
表2 副立筋(全部)焊后尺寸数据 单位:mm
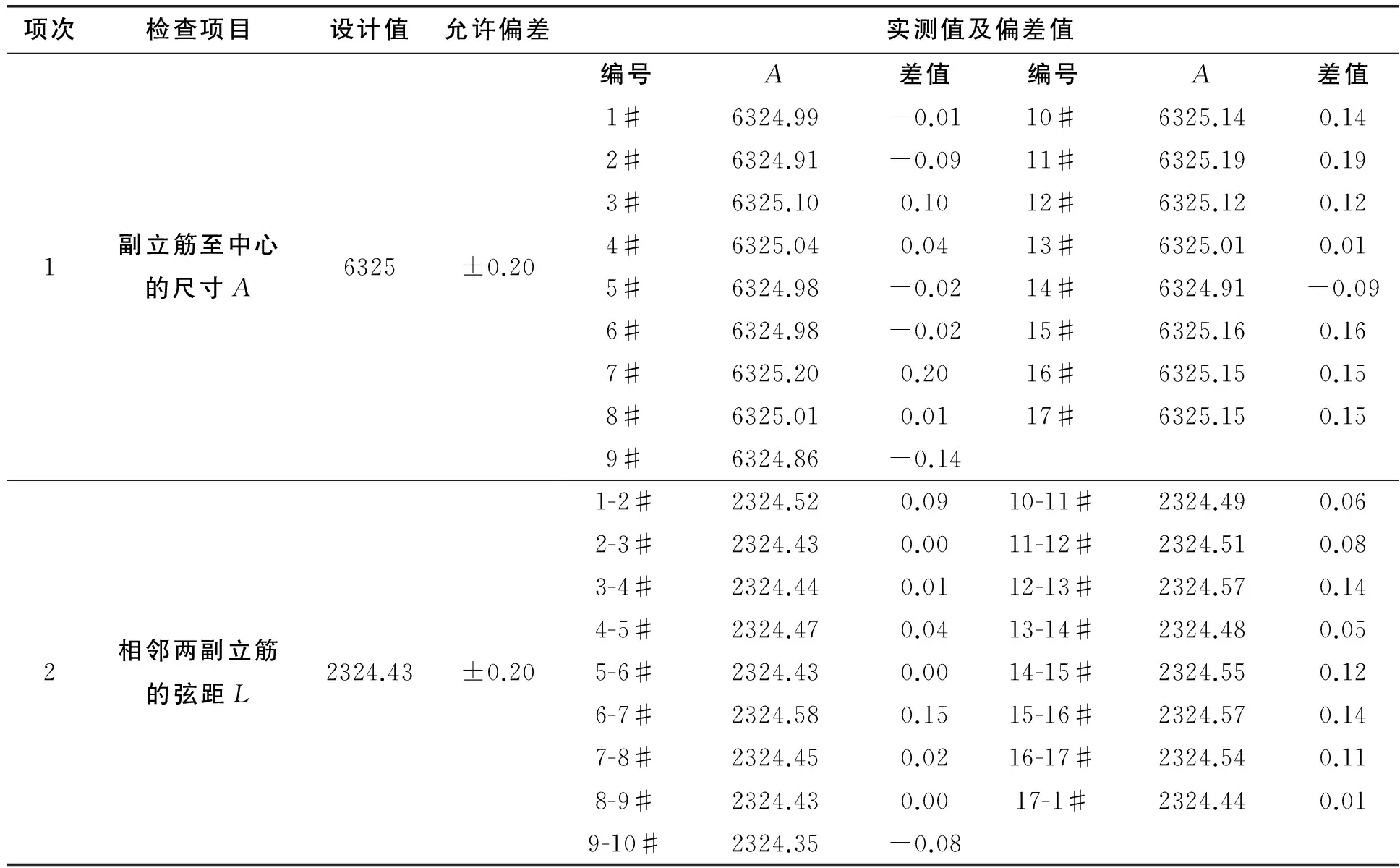
项次检查项目设计值允许偏差实测值及偏差值1副立筋至中心的尺寸A6325±0.20编号A差值编号A差值1#6324.99-0.0110#6325.140.142#6324.91-0.0911#6325.190.193#6325.100.1012#6325.120.124#6325.040.0413#6325.010.015#6324.98-0.0214#6324.91-0.096#6324.98-0.0215#6325.160.167#6325.200.2016#6325.150.158#6325.010.0117#6325.150.159#6324.86-0.142相邻两副立筋的弦距L2324.43±0.201-2#2324.520.0910-11#2324.490.062-3#2324.430.0011-12#2324.510.083-4#2324.440.0112-13#2324.570.144-5#2324.470.0413-14#2324.480.055-6#2324.430.0014-15#2324.550.126-7#2324.580.1515-16#2324.570.147-8#2324.450.0216-17#2324.540.118-9#2324.430.0017-1#2324.440.019-10#2324.35-0.08
1.2 磁轭叠片工艺
磁轭叠片的主要工艺过程:磁轭铁片的清扫→测圆架安装→下磁轭压板的安装→凸键和副键安装→磁轭起始200mm叠装(用叠片销和“T”尾整形工具定位)→检查验收→磁轭正式叠装(预压及最终压紧)→验收。其措施如下。
(1)叠片销的使用
起始铁片堆积时,每张冲片三个销子,呈三角形布置,为起始叠片定位,磁轭升高到500mm高度后开始,将底部全部叠片销随铁片堆积高度上提,直到最终高度。
(2)利用拉紧螺杆定位
磁轭堆积高度达到200mm高度时,整形合格后,穿入部分拉紧螺杆用于后续叠片定位,每张冲片三根拉紧螺杆(见图3),达到避免铣拉紧螺杆孔的目的,很大程度上提高了效率和降低劳动强度。

图3 穿入拉紧螺杆定位
(3)保留使用“T”尾整形工具
虽然“T”尾整形工具受通风槽片的影响,定位效果打了折扣,但是仍然保留使用“T”尾整形工具(见图4),能够起到一定的定位作用,在堆积高度200mm时安装全部“T”尾整形工具。
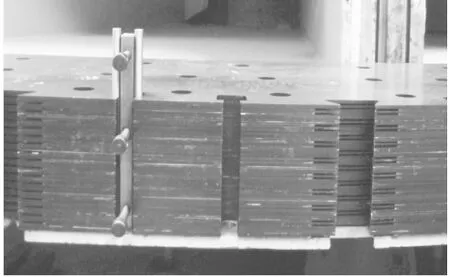
图4 “T”尾整形工具
(4)基础稳固性的保障措施
磁轭起始200mm高度铁心为整个磁轭堆积过程的基础,随着磁轭高度的增长,起始200mm高度铁心作为基础必须稳定,半径、圆度、垂直度都应该稳定没有明显变化,以此为前提,磁轭堆积过程才能顺利有序的进行下去。
由于叠片销和“T”尾整形工具的上移,起始铁心无定位,为了保障起始铁心的稳定,在磁轭升高的过程中,随时监控底部铁心的各项尺寸变化,如有异常及时调整,同时监控下磁轭压板的水平,穿入部分拉紧螺杆,能起到一定的辅助作用。

表3 磁轭第一次预压数据
磁轭叠片施工过程顺利,验收磁轭半径、圆度、垂直度数据(见表3)优良,此方案适用,很好的保证了安装质量,为后续磁轭热打键及磁极挂装的顺利进行打下了良好的基础,为保证转子的最终优良圆度提供了保障,具备推广价值。
2 结语
对于大型水轮发电机组而言,转子是重要核心部件,转子安装各个技术环节都非常重要。通过此次对托口电站转子安装工艺的攻关工作,并结合我公司以往转子的安装经验,成功完成了机组安装,并积累了宝贵的经验,也取得了业主及工程局的一致好评。通过实践应用,大大提高了安装质量、缩短了安装周期,实现了工艺经济性,进而实现设计经济性,最终实现产品经济性,并为提高后续机组的安装工艺水平打下了良好的基础,对今后新机组的开发应用有着深远的意义,同时也为公司在大型机组市场的长远发展奠定了更坚实的基础。
[1] 吴朝霞.水轮发电机推力辆承弹性油箱的制造工艺.防爆电机,2010.3.
[2] 高金龙,付敏,李婧一.大型水轮发电机端部物理场计算的新模型.防爆电机,2011.2.
[3] 王治国,陈刚.水轮机控制环刚强度计算分析.防爆电机,2012.1.
Brief Description on Field Installation Technology of Tuokou Power Station Generator Rotor
MengFanhui,LiYongxian,andZhaQiwen
(1.Gezhouba Group Mechanical & Electrical Construction Co., Ltd, Chengdu 610091.China;2.Hangzhou Sanhe Electric Control Equipment Co., Ltd., Hangzhou 311256, China)
Generator rotor is one of the core part of hydro-generator unit. With design and manufacturing developments of large-sized hydro-generator, generator rotor has been installed in from past factory workshop to present job field. Advantage and disadvantage of rotor assembly quality are vital to safe and stable operation of the unit. The generator rotor has field installation characteristics of tedious process and complex technology. Its assembly methods are different because different rotor structures determine different processing measures. This paper chiefly describes some field assembly characteristics of generator rotor in Tuokou power station. It provides reference and experience exchange for similar large rotors installed in site.
Rotor;auxiliary vertical ribs;magnetic yoke;lamination
10.3969/J.ISSN.1008-7281.2017.01.13
TM305.1
B
1008-7281(2017)01-0043-004
孟凡辉 男 1983年生;毕业于南昌工程学院,现从事水轮发电机组安装等工作.
2016-06-26
猜你喜欢
农业工程学报(2022年13期)2022-10-09
水资源与水工程学报(2022年3期)2022-07-01
锻压装备与制造技术(2021年3期)2021-08-13
防爆电机(2021年3期)2021-07-21
锻压装备与制造技术(2021年2期)2021-07-19
防爆电机(2021年1期)2021-03-29
农业工程学报(2019年19期)2019-11-28
水资源与水工程学报(2019年2期)2019-05-17
微特电机(2019年2期)2019-02-25
中国环境监察(2017年8期)2017-10-23
