VEBW技术生产特厚板的事故风险及其控制措施
2017-03-01 13:53张新法曹泷福
电焊机 2017年2期
张新法,龚 伟,曹泷福
(1.辽宁省安全科学研究院,辽宁沈阳110004;2.东北大学冶金学院,辽宁沈阳110004;3.鞍钢股份鲅鱼圈钢铁分公司安全环保部,辽宁营口115000)
VEBW技术生产特厚板的事故风险及其控制措施
张新法1,2,龚 伟2,曹泷福3
(1.辽宁省安全科学研究院,辽宁沈阳110004;2.东北大学冶金学院,辽宁沈阳110004;3.鞍钢股份鲅鱼圈钢铁分公司安全环保部,辽宁营口115000)
特厚板广泛应用于工程领域,真空电子束焊接技术生产特厚板优势明显。真空电子束焊接生产特厚板的实验和生产实践,安全问题不容忽视。对特厚板的真空电子束焊生产系统的事故风险辨识与分析结果表明,机械伤害、电离辐射、起重伤害、触电、火灾及噪声是主要事故风险类型,对主要的事故风险类型进行预先危险性分析。将安全技术标准提出的原则具体化、不断提高设备本质生产水平等是特厚板真空电子束事故风险控制和事故预防的有效措施。
特厚板坯;真空电子束焊接;事故风险;安全措施
0 前言
高压锅炉、高强船板、核电、海洋石油平台、大型桥梁建设等工程领域对特厚板坯(厚度大于100mm)有着大量需求。作为目前最高性能的焊接水平的代表,真空电子束焊接(VEBW)在大厚件焊接复合方面一直具有优势[1],日本JFE钢铁公司利用真空电子束焊接技术开发了一种生产特厚板坯的新工艺[2]。电子束焊接的最大特点是能量密度高度集中和局部高温,与传统模铸工艺和新兴电渣重熔技术相比[3],特厚板真空电子束焊接技术具有生产效率高、成材率高的优势。但是,真空电子束焊接技术作为新兴的焊接技术手段,仍处于工业化应用阶段,相关文献报道也主要集中在工艺技术研究本身,安全生产技术方面的研究报道较少。因此,研究特厚板真空电子束焊接生产过程中的事故风险及其安全对策措施,清晰认识和预防、控制主要事故风险,既是不可回避的重要问题,也有利于推动特厚板VEBW技术的更好应用。
1 特厚板VEBW生产技术
特厚板真空电子束焊接系统的主要生产设备由焊前机械加工设备、真空电子束焊机和物料运输设备三部分组成。其中,机械加工设备主要包括铣床、翻坯机、对齐装置以及表面清扫装置;电子束焊机主要由真空室、电子束焊枪、工作台车、高压电源、控制系统以及真空室和电子束焊枪的抽真空系统组成;物料运输设备主要是起重机械和过跨车。此外,真空电子束焊机还有一些辅助设备,如电子枪冷却水系统和仪表供气系统。
特厚板真空电子束焊接生产的基本工艺流程如图1所示。钢铁企业或机械加工企业的特厚板生产一般以连铸坯为原料,在进行真空焊接前,需要对原料的焊接面进行机械加工处理,真空焊接复合生产出的毛坯还需进入后续的加热和轧制工艺。近几年,我国多家钢铁企业进行了真空焊接生产特厚板实验和生产实践,图2为国内某钢铁企业采用真空电子束焊接技术生产的特厚板毛坯。
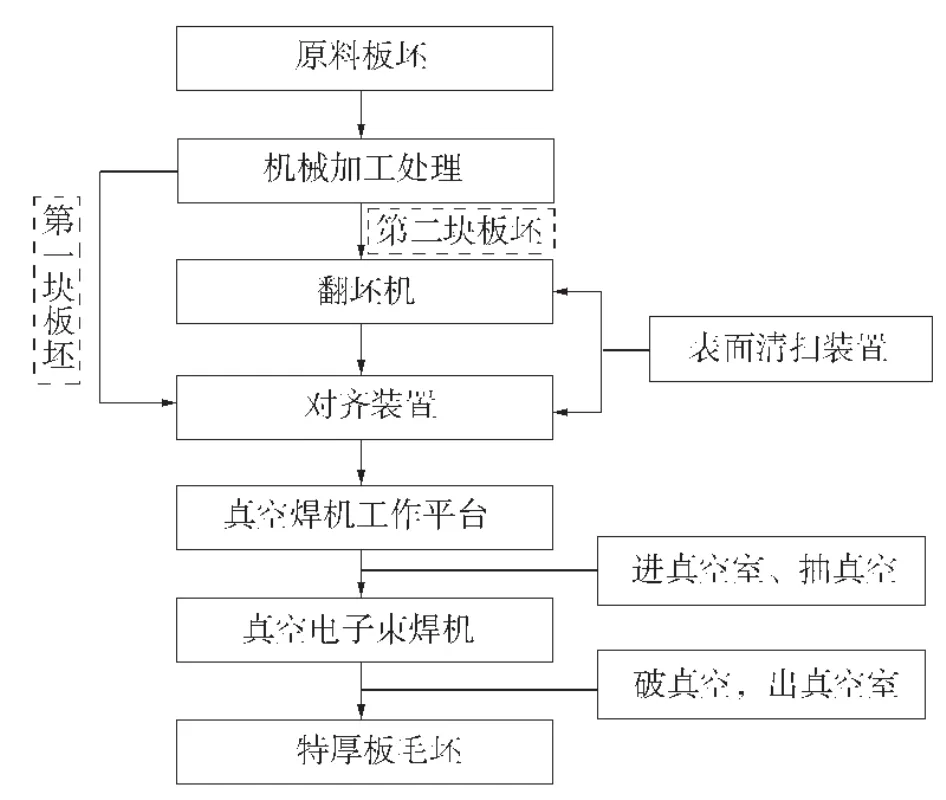
图1 特厚板真空电子束焊接基本工艺流程Fig.1 Basic process route of vacuum electron beam welding for heavy-gauge plate production
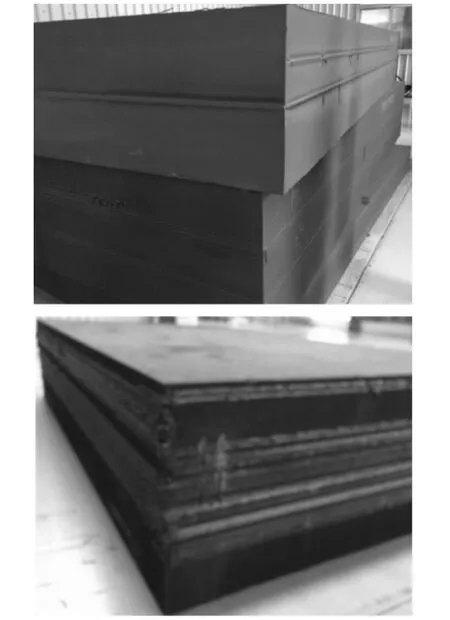
图2 真空电子束焊接生产的特厚板毛坯Fig.2 Heavy-gauge steel plate blank produced by electron beam welding technology
2 特厚板VEBW生产事故风险辨识与分析
2.1 事故风险辨识方法和依据
事故风险是指在现有生产和安全管理条件下,事故发生的可能性、后果及影响范围的组合。目前,事故风险辨识在实际应用中主要依靠类比法和经验法[4]。特厚板真空电子束焊接生产系统事故的风险辨识活动,以生产系统所涉及的物料、技术设备以及生产过程的固有特点为基础,结合国家和行业相关安全技术标准进行。
特厚板真空电子束焊接生产系统事故风险辨识主要的标准依据是现行国标《生产过程危险和有害因素分类与代码》(GB/T13861-2009)和《企业职工伤亡分类》(GB6441-1986)以及主要生产设备如机械设备、真空泵、电热装置等的相关安全技术标准。GB/T13861将生产过程中的危险与有害因素分为四大类,即人的因素、物的因素、环境因素和管理因素。GB6441综合考虑起因物、事故诱导因素、致害物及伤害方式等,将企业职工的伤亡事故分为物体打击、车辆伤害、机械伤害、起重伤害、触电、淹溺、灼烫、火灾、高处坠落、爆炸、中毒和窒息等,共二十大类。
2.2 事故风险辨识与分析结果
机械伤害无疑是机械加工工序最主要的事故类型。人、机、物、法、环任何一个环节的缺陷都可能导致机械伤害事故。火灾事故主要是由于为翻坯机和对齐装置提供动力源的液压装置使用丙类火灾危险性(闪点约170℃~180℃)物质——矿物液压油。液压装置若采用已在主体冶金设备液压装置上成功应用的水-乙二醇抗燃液压油,可以有效避免火灾事故风险[5]。
真空电子束焊接的电离辐射危害源于电子束焊接过程中产生的X射线。电子束焊机工作时,高速运动的电子束与焊件撞击使1%的能量转换为X射线;此外,还可能由于电子束聚焦不全,散射电子轰击真空室壁而产生X射线[6-7]。电子束焊枪电压越高,产生的X射线穿透力越大。电子焊枪工作时因冷却水供水不足、大量泄漏或管路堵塞,冷却水会迅速汽化升压引起物理爆炸[8]。由于电子束焊接作业在严密隔离的真空室中进行,有效地改善了劳动条件[9],大大降低了灼烫伤害的可能性,焊接作业产生的粉尘危害也基本可以忽略。然而,配套的真空泵若旋转部位缺乏有效的安全防护可能诱发机械伤害;抽真空作业也会带来持续性的空气动力学噪声,其中最大的噪声危害来自于破真空作业;而未充分破真空和通风换气就进入有限空间的真空室中则会导致缺氧窒息。
起重伤害事故主要发生在板坯的吊运作业中,起重司机和指挥工是最易受到伤害的岗位。起重伤害的直接原因包括吊物坠落、挤压碰撞、触电和机体倾翻等方面;间接原因包括作业人员安全素养差、安全技术培训不到位、起重机械维修保养与检验不及时、起重设备本身有缺陷、设备安装留下的隐患等[10]。
供电设施火灾包括变压器火灾、线缆火灾以及电气设备火灾;触电伤害则包括电击和电伤。具有大功率电子枪的装置常使用绝缘油的变压器,变压器油火灾危险性为丙类(闪点约135℃~140℃),高温、电火花和电弧都会引燃变压器以至形成火灾[11]。电子枪高压电源是引起高压电击的第一类危险源;高压电击的原因包括接地不良、未进行安全联锁和等电位连接等。
各工艺功能区事故风险辨识结果见表1。其中,特厚板真空电子束焊接生产系统的主要事故风险为机械伤害、电离辐射、起重伤害、触电、火灾及噪声。
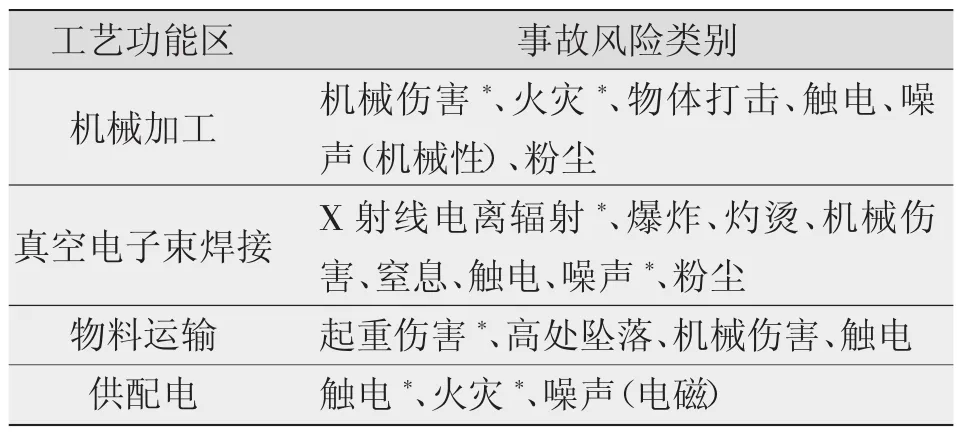
表1 特厚板真空电子束焊接生产系统事故风险辨识结果Table 1 Analysis results of VEBW production system of heavy-gauge plate
2.3 主要事故风险的预先危险性分析
预先危险性分析法(Preliminary Hazard Analysis,PHA)主要用于分析、确定生产系统存在的危险因素导致事故的触发条件、可能性、危险指数大小、可接受程度和采取的措施。其目的是发现系统中的潜在危险因素,确定其危险等级,提出相应的防范措施,防止这些危害因素发展成为事故。预先危险性分析法评价指标如表2所示[12]。根据事故风险辨识与分析结果,特厚板VEBW生产系统主要事故风险预先危险性分析的具体内容如表3所示,工程项目中常见的起重伤害和触电伤害在此不做分析。

表2 危险等级划分Table 2 Classification of risk degree
3 事故风险控制的安全技术措施
3.1 主要的相关安全技术标准
在我国现行的标准体系中,真空电子束焊接最具针对性的安全技术标准是《电热装置的安全第7部分:对具有电子枪的装置的特殊要求》(GB5959.7-2008)和《真空泵安全要求》(GB22360-2008);机械加工最具针对性的安全技术标准是《机械工业职业安全卫生设计规范》(JBJ18-2000)。与特厚板坯电子束焊接相关的安全技术标准还包括:GB5959.1《电热装置的安全第1部分:通用要求》、GB18871《电离辐射防护与辐射源安全基本标准》、GB50414《钢铁冶金企业设计防火规范》以及GB6067.1、《起重机械安全规程第1部分:总则》等。
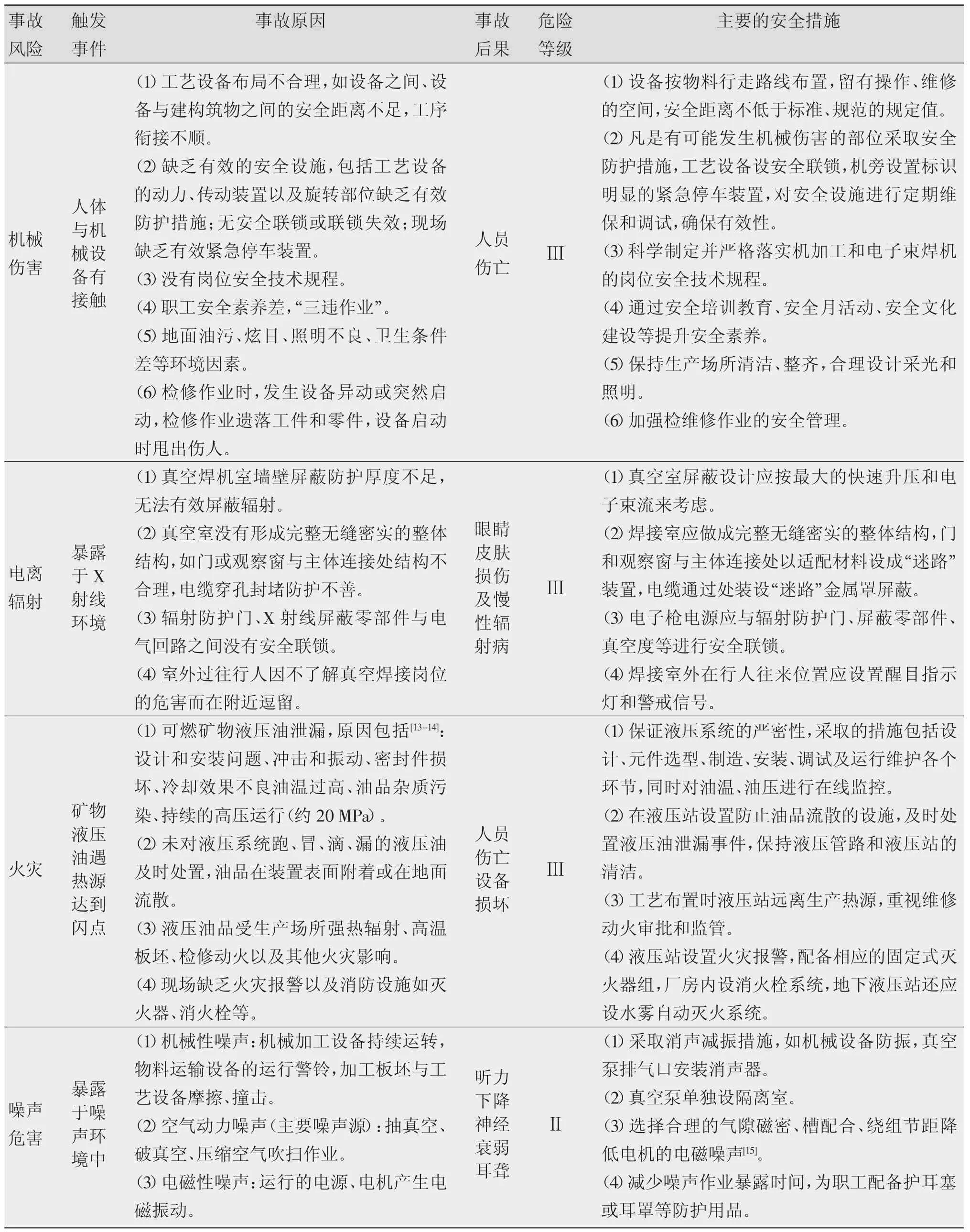
表3 特厚板VEBW主要事故风险的预先危险性分析Table 3 Result of PHA analysis for main risk types of VEBW production system of heavy-gauge steel plate
3.2 将安全技术标准提出的原则具体化
目前,项目建设领域在设计、施工时普遍存在重工艺、轻安全的现象,这与国家对安全生产工作的重视日益提高形势相悖。在项目设计和施工阶段,特别是编写建设项目初步专篇安全设施设计时,应将相关安全技术标准提出的原则落实到项目设计和建设中,并提出针对性、具体化的措施,如电子束焊机冷却水系统水温、水箱水位的监控;电子枪室被打开并接近带电部件或高压电缆被断开或被错误连接或高压电源外壳打开时电子枪电源应被安全联锁切断等措施以及PHA分析时提出的主要安全措施。
应注意的是,我国工业应用的真空电子束焊机多引自电子束技术研究发达的国家如美国、德国和乌克兰。技术引进项目同样应符合我国的安全技术标准要求;若相关安全标准缺乏,应通过专家论证,提出必要的防范措施。
3.3 不断提高关键设备的本质安全水平
真空电子束焊机无疑是特厚板真空电子束焊接的关键设备。目前,真空电子束焊机安全技术研究集中在以下方面:高压电源系统(主要是高压油箱和电缆)火灾和高压触电防范技术[16-17],电子束流的稳定控制技术[18-19],电离辐射的屏蔽与监测技术[20-22],以及抽真空系统的噪声控制技术。通过优化设计、选择先进材料、工程防护等工作不断提高真空电子束焊机系统的本质安全水平,是实现特厚板真空电子束焊接安全的最有效手段。
4 结论
特厚板真空电子束焊接生产系统的主要事故风险为机械伤害、电离辐射、起重伤害、触电、火灾及噪声,事故产生的原因包括布局不合理、缺乏有效的安全联锁和监控措施、安全防护不到位等。在项目建设和技术引进时,将安全技术标准提出的防范原则具体化是特厚板电子束焊接安全生产的基本保障;不断提高关键设备的本质安全水平是特厚板电子束焊接安全的最有效手段。同时,重视安全技术培训、提高操作人员事故现场处置能力也是实现特厚板电子束焊接安全生产的重要方面。
[1]陈芙蓉,霍立兴,张玉凤.电子束焊接技术在工业中的应用与发展[J].电子工艺技术,2002,23(2):56-58.
[2]Shunichi N,Toshio M,Tsunemi W.Technology and products of JFE Steel′s three plate mills[J].JFE Technical Report,2005(5):1-9.
[3]姜周华,董艳伍,李花兵,等.特殊钢特种冶金技术的新发展[J].中国冶金,2011(12):1-10.
[4]孙斌,田水承,常心坦.事故风险评价与风险管理模式研究[J].中国矿业,2003,12(1):71-73.
[5]郑金传,董春红.水-乙二醇液压液的特性及其应用[J].液压与气动,2001(1):38-40.
[6]佘桂枝,李士骏,郭锡仓,等.真空电子束焊时的X射线防护[J].焊接,1982(7):21-22.
[7]卢小清,潘兴平,杨非.真空电子束焊机辐射水平调查与豁免分析[J].职业与健康,2012,28(16):1950-1952.
[8]张新法,郝银贵,姚丹丹.感应炉爆发性喷溅和爆炸机理分析及安全对策[J].工业炉,2015,37(1):17-19.
[9]Ivanov I N,Vikhreva R K.Vacuum metallurgy improves working conditions[J].Metallurgist,1986,30(5):178-180.
[10]王福绵.十年起重伤害事故的分析[J].起重运输机械,1989(12):41-43.
[11]沈海涛.变压器火灾及预防[J].中国安全生产科学技术,2005(3):69-71.
[12]张景林,崔国璋.安全系统工程[M].北京:煤炭工业出版社,2002:15-40.
[13]徐效增,杨晓峰.液压系统发热原因及对策[J].液压与气动,2004(7):9-10.
[14]杨啸,冯莉.浅谈液压系统泄漏的危害及控制[J].机床与液压,1999(3):1-3.
[15]李广.变频电机电磁噪声分析及改进[J].电机与控制应用,2009,36(4):55-57.
[16]韦寿祺,王斌.ELA-120/6型电子束焊机高压电源隐患分析及对策[J].电焊机,2007,37(11):79-80.
[17]钟庆华,余江文,张伟华,等.电子束焊机高压电缆故障分析及措施[A].2001全国荷电粒子源粒子束学术会议[C].北京:2001.
[18]金家东,刘沛雨,鲁悦.真空电子束焊机高压电源的分析和在应用中稳定束流的措施[J].焊接,2000(3):27-29.
[19]刘沛雨,金家东.巴顿所60 kW、60 kV真空电子束焊机高压电源的分析和在应用中稳定束流的措施[A].99′全国荷电粒子源粒子束学术会议[C].成都:1999.
[20]周定,蔡伟民.电离辐射屏蔽材料的研究[A].第二届全国精细化学品化学学术讨论会[C].广东:1993.
[21]方俊,卫宁,郭红霞,等.复合材料对电子辐照屏蔽有效性的蒙特卡罗计算研究[J].宇航材料工艺,2007,37(3):17-19.
[22]张艳红,李国伟.电离辐射环境监测的防护计算[J].建筑工程技术与设计,2015(25):[页码不详].
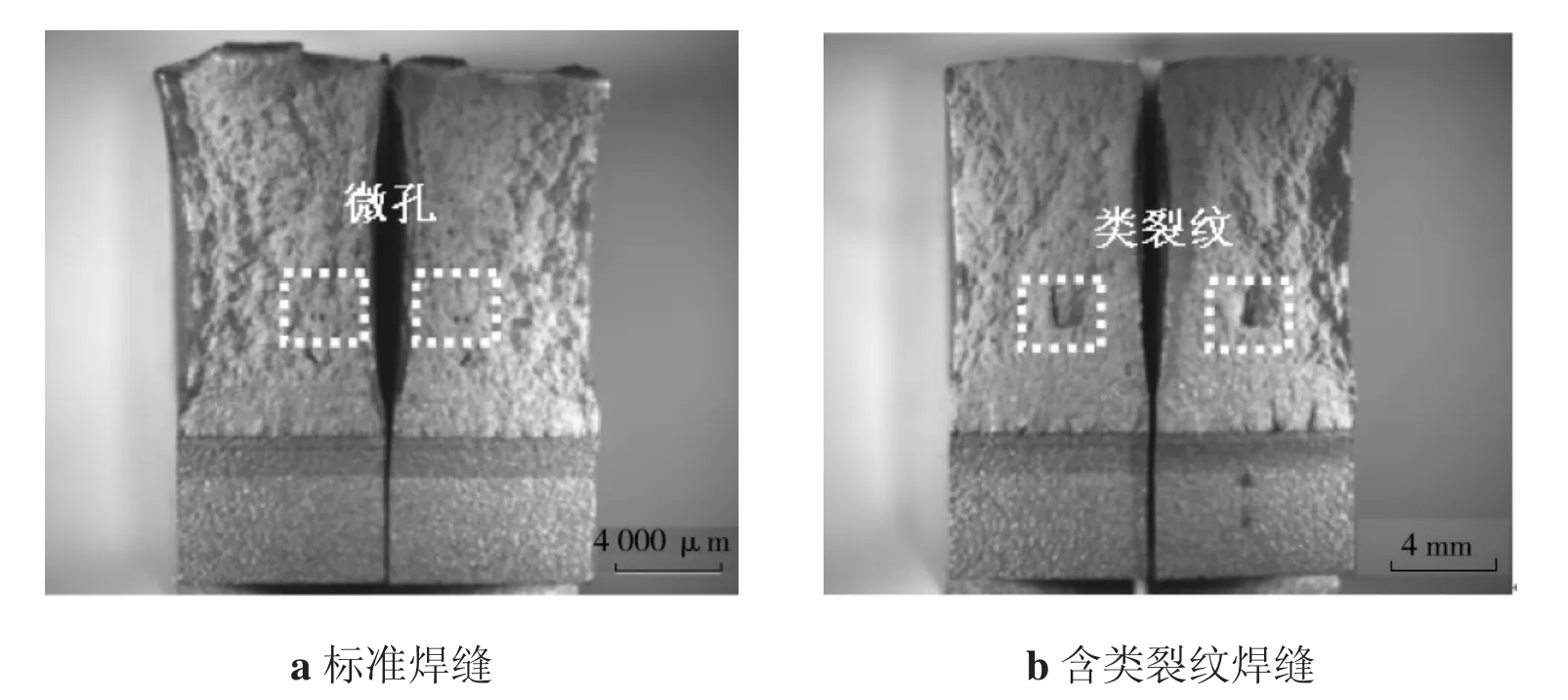
图8 断口形貌
(2)标准焊缝的缺口张开位移远大于含类裂纹缺陷焊缝,前者形成的断口表面更粗糙。
(3)标准焊缝的尺寸敏感断裂抗力δm(8)均值为0.127 mm,含类裂纹焊缝的尺寸敏感断裂抗力δm(8)均值为0.061 mm,且前者数据波动小。大量残留铜丝是导致后者断裂韧度小的主要原因。
参考文献:
[1]王元良,陈辉.高速列车铝合金车体的焊接技术[M].成都:西南交通大学出版社,2012.
[2]张亮,方洪渊,王林森,等.A7N01铝合金焊接接头的不均匀特性[J].焊接学报,2012,33(11):97-100.
[3]Silva J da,Costa J M,Loureiro A,et al.Fatigue behaviour of AA6082-T6 MIG welded butt joints improved by friction stir processing[J].Materials and Design,2013(5):315.
[4]Bergant Z,Trdan U,Grum J.Effects of laser shock processing on high cycle fatigue crack growth rate and fracture toughness of aluminium alloy 6082-T651[J].International Journal of fatiue,2016(87):444-455.
[5]Bo Li,XiaominWang,HuiChen.Influence of heat treatment on the strength and fracture toughness of 7N01 Aluminum [J].Journal of Alloys and Compounds,2016(678):160-166.
Accident risk and the countermeasures for special thick steel plate production using vacuum electron beam welding
ZHANG Xinfa1,2,GONG Wei1,CAO Shuangfu3
(1.Liaoning Academy of Safety Science,Shenyang 110004,China;2.School of Metallurgy,Northeastern University,Shenyang 110004,China;3.Safety and Environmental Protection Department of Ansteel Bayuquan Steel division,Yingkou 115000,China)
The technology of vacuum electron beam welding(VEBW)shows great advantage in producing special thick steel plate that is a type of promising material in some engineering fields.To ensure safety in pilot and industrial production is of significant importance in application of VEBW for heavy-gauge steel plate production.The accident risk identification and analysis is carried out and the result indicates that main accident risk of heavy-gauge steel plate production system are machinery injury,ionizing radiation,fire,crane injury accident,electric shock and noise hazard.Also,the main accident risk of this production system is analyzed using PHA.Concretizing and specializing principles of the relevant safety codes,and continuously enhancing intrinsic safety level of the production equipment are effective means for preventing and controlling accident risk in heavy-gauge steel plate production using VEBW.
special thick steel plate;VEBW;risk;precautions
TG456.3
B
1001-2303(2017)02-0113-06
10.7512/j.issn.1001-2303.2017.02.23
2016-04-21;
2017-01-23
张新法(1982—),男,山东曹县人,工程师,在读博士,主要从事冶金安全生产技术研究与应用、风险评估及安全培训工作。
献
张新法,龚伟,曹泷福.VEBW技术生产特厚板的事故风险及其控制措施[J].电焊机,2017,47(02):113-118.
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
机电安全(2022年4期)2022-08-27
建材发展导向(2021年9期)2021-07-16
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2017年3期)2017-06-23
电子制作(2016年1期)2016-11-07
中国塑料(2016年7期)2016-04-16
焊接(2016年9期)2016-02-27
焊接(2016年7期)2016-02-27
焊接(2016年1期)2016-02-27