
汽车车身异种金属板件磁脉冲焊接工艺研究*
2017-03-03 09:00崔俊佳李光耀
汽车工程 2017年1期
崔俊佳,袁 伟,李光耀
(1.湖南大学,汽车车身先进设计制造国家重点实验室,长沙 410082; 2.智能型新能源汽车协同创新中心,上海 201804)
汽车车身异种金属板件磁脉冲焊接工艺研究*
崔俊佳1,2,袁 伟1,李光耀1,2
(1.湖南大学,汽车车身先进设计制造国家重点实验室,长沙 410082; 2.智能型新能源汽车协同创新中心,上海 201804)
采用磁脉冲焊接技术,实现不锈钢板与铜板和不锈钢板与铝板的固相焊接。通过改变焊件的厚度和板间距等参数,研究其对焊接质量的影响。采用激光共聚焦显微镜、扫描电镜和能谱分析等微观分析方法,对不同样件焊接界面的微观结构和性能进行对比。结果表明,焊件的不同参数的焊接界面微观特征差异较大。随着板件厚度和板间距的增大,焊接界面波形尺寸和过渡区厚度显著增加,焊接质量提高。
汽车;轻量化;磁脉冲焊接;异种材料焊接
前言
环保、节能已成为当前汽车设计的焦点,而轻量化设计可显著减少能源消耗,增强汽车的动力性能,降低环境污染。在车身的制造中,以铝、镁等轻质合金逐步替代钢材是目前轻量化的一种有效方法[1]。例如奥迪A8的“全铝车身”,其绝大部分结构件采用铝合金,仅部分对强度要求很高的结构件采用高强度钢。铝合金与钢材的合理组合运用,在保证车身的结构安全前提下,显著地减轻了车身质量。然而,铝合金与钢等材料的热物性参数相差较大,且铁在铝中溶解度极小,加热熔化时,铝漂浮在钢的表面无法与钢均匀结合。同时,铝表面会产生一层难熔的氧化物膜,焊接时进一步阻碍液态金属结合。熔融金属液体冷却后形成热影响区,存在大量脆性的金属化合物。这些问题使一般的铝-钢熔融焊接头强度低,塑性和韧性差,达不到应用标准[2],极大地限制了铝合金在汽车领域的应用。
磁脉冲焊接是一种高速固相焊接技术,能有效地避免上述铝-钢的焊接问题。磁脉冲焊接采用电磁力作为驱动力,在微秒级的时间内将焊接飞板加速至上百米每秒的速度,使其与焊接基板高速撞击。在撞击点附近,金属强烈的塑性变形会造成局部区域的高温、高压,在这样的环境下,两个板件的元素急剧扩散,在极短的时间内形成了多种元素构成的过渡区域,使两个板件连接成一个整体,即使飞板反弹也难以被剥离分开。焊接过程中,金属无熔化过程,避免或减少了金属化合物的产生;碰撞点处产生高速射流清理焊接表面氧化层,利于不同金属原子互相扩散与结合,可形成性能良好的接头。国内外对铝-钢异种材料的磁脉冲焊接进行了一系列的研究。文献[3]和文献[4]中通过磁脉冲焊接实现了铝板与镁板和铝板与不锈钢板的连接,并探究了能量、板间距和不同线圈对焊接性能的影响,获得了最优板间距,指出焊接强度会随着放电能量的增加而提高;文献[5]中通过研究铝管与铜管、钛管和不锈钢管的磁脉冲焊接,指出波形界面和过渡区物相是决定焊接强度的主要因素;文献[6]中研究了铝与低碳钢板的磁脉冲焊接,并进行了拉伸试验和微观组织分析,解释了接头高结合强度的原因是由晶粒细化的多相铝晶粒和细小的金属化合物颗粒组成的过渡层提供了足够的连接强度;文献[7]中研究了多种形貌铝合金与不锈钢的焊接试验,结果表明大多数铝合金能通过磁脉冲焊接与不锈钢很好地连接,且没有严重的热影响区。文献[8]和文献[9]中完成了3A21铝与20号钢管的磁脉冲焊接试验,并进行力学性能测试和微观组织分析,结果表明磁脉冲焊接界面处形成了过渡区,基体元素在界面附近发生互相扩散,基体材料出现晶粒细化;文献[10]中对1060工业纯铝和不锈钢进行磁脉冲焊接技术的研究,然后检测焊接后接头气密性能、剥离性能和剪切强度,结果表明磁脉冲焊接管件气密性好,接头强度高。
目前国内外对于汽车车身制造中的铝-钢板件焊接研究与应用仍较少,且缺乏对焊接界面微观特征的系统研究。本文中以铜-不锈钢、铝-不锈钢板件结构为研究对象,改变焊接件厚度和间距等参数,进行多组异种金属板件焊接试验。通过微观分析手段观察分析焊接界面,获取板件焊接界面的微观特征信息,研究板件厚度和板间距对焊接微观特征的影响。
1 磁脉冲焊接试验
1.1 试验原理
磁脉冲焊接的电路如图1(a)所示。变压器首先将380V工业电压升至数千伏,随后整流器将其整流为直流,并对电容器组进行充电。当电容器组电压上升至阈值后,接通高压开关,实现对线圈的放电。放电后,线圈回路产生高频的衰减电流I,由于电磁感应现象,在线圈周围空间中产生高频时变磁场,导致飞板内产生感应电流Iv。在线圈与飞板的间隙中,I与Iv产生的磁场相互叠加,形成增强磁场。在该磁场作用下,飞板会受到巨大的洛伦磁力Fl而产生高速塑性变形,与基板发生碰撞(见图1(b))。在合适的碰撞速度和角度下,碰撞点会产生高速射流冲刷焊接表面杂质(见图1(c)),使两洁净表面金属在高压下紧密结合形成金属键连接。

图1 磁脉冲焊接技术示意图
1.2 试验材料与方法
磁脉冲焊接试验采用德国PST公司生产的电磁脉冲连接装置PS48-16,具体参数如表1所示。图2 (a)为磁脉冲焊接工装。图中上部内嵌有两组平板线圈,可同时充电、放电,一次完成两组板件的焊接。线圈下面为板件的固定工装,如图2(b)所示。通过该工装可限定两焊接板件的间距,亦可保证板件在高速撞击时板件的位移约束。

表1 PS48-16设备参数
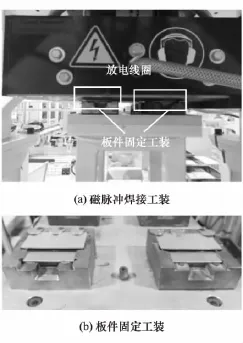
图2 磁脉冲焊接设备与工装图
板件固定工装中靠模材料为淬火的45模具钢,其强度、硬度远大于焊接材料,因此多次试验撞击引起的微小局部变形对试验结果影响甚微。
采用3种金属材料板件进行试验研究,分别为铜(Cu)、铝(Al)和不锈钢(SS)。共设计5组试验,其中试验组1为铜-不锈钢焊接试验,试验组2-5为铝-不锈钢焊接试验。第1组(Cu-SS)试验中,铜板尺寸为100mm×80mm,不锈钢板件尺寸为80mm× 80mm;第2-4组(Al-SS)试验板件尺寸长宽相同,但板件厚度及板间距有所差别,具体板件参数如表2所示。5组试验不锈钢均作为基板,导电率高的铜板和铝板作为飞板。试验中的3个设计变量为材料、板件厚度和板件间距。第1组试验与其余4组试验对比,研究不同材料磁脉冲焊接界面的微观特性。第2-4组试验用于研究板件的厚度对焊接质量的影响。第4和第5组试验,用于研究不同的板间距对焊接效果的影响。焊接完成后,采用激光共聚焦显微镜(CLSM)、扫描电子显微镜(SEM)和能谱分析(EDS)等微观分析手段,观察焊接界面的形貌特征、显微硬度和元素分布等微观特征。

表2 试验编组及尺寸参数 mm
2 试验结果
2.1 焊接件宏观形貌
图3为Cu-SS焊接件和Al-SS焊件的宏观形貌。由图可以看出,对于Cu-SS焊接件(第1组),焊接区域铜板表面有明显的熔化现象,且有一定皱缩。这是由于放电能量大,而铜板过薄(0.1mm),铜板内的涡流产生热量,放电时使其表层瞬间熔化,放电完成后又迅速凝固。而对于Al-SS(第2-4组)焊接件,由于采用厚度较大的铝板作为飞板,且铝的导电率较低,涡流较小,因此未出现表面熔化状态。表面质量良好,无损伤,基板无明显形变。

图3 Cu-SS和Al-SS焊接件典型形貌
在图3虚线所示方框位置截取试样,并对垂直于焊接区域长度方向的断面进行观察。图4为第4组焊接件断面图和放大图。由图可看出,铝板与不锈钢板在焊接区域完全连接在一起,无未焊接区域。在A和B两处,位于焊接区域的边缘有深灰色、质地松散的粉末。这些粉末是磁脉冲焊接过程中,飞板撞击基板时形成的高速射流,在惯性作用下喷射至焊接区域外,冷却后的产物。射流能清除焊接表面的氧化物和污染物,为板件结合提供清洁的表面。在碰撞的巨大压力下,元素互相扩散,两个清洁表面紧密结合[11]。

图4 Al-SS(第4组)焊接断面和放大图
2.2 焊接界面微观特征
本文中将结合微观分析方法(CLSM,SEM, EDS)观察磁脉冲焊接板件焊接界面的形貌特征、微区成分及微区结构分析,以表征磁脉冲焊接界面微观特征。鉴于同种材料焊接件的微观特征的相似性,本小节选取试样4(Al-SS)与试样1(Cu-SS)对比,分析不同飞板材料焊接件的微观特征。
2.2.1 焊接界面微观形貌
磁脉冲焊接界面通常包含波形界面和过渡区两个部分。适当的波形界面和厚度的过渡区能够有效地加强连接强度。本文中将重点观察分析各组焊接试样界面的波形和过渡区形貌,研究工艺参数、结构参数对其影响规律。
由于焊接材料不同,Cu-SS焊件与Al-SS焊件的界面表现出不同的结合模式:前者表现为波形界面无过渡区;而后者则为较平直的过渡区,波形区界面不明显(图5)。图5(a)所示为Cu-SS(第1组)焊接区域断面的微观形貌。Cu-SS的焊接界面为清晰可见的波形界面,其形状类似于正弦波。其平均尺寸波长约为20μm,波高约为13μm。波形界面中,铜与不锈钢两基体材料直接接触,相互勾嵌,没有明显的过渡层产生。铜基嵌入不锈钢部分形成的波峰较高,与之相比不锈钢的波峰较小。Al-SS(第4组)焊接界面如图5(b)所示。在铝和不锈钢界面上生成了颜色异于两基体材料的中间过渡区。过渡区形成的主要原因是在高压环境下,基体材料原子的相互渗透。在高温高压环境下,元素扩散速度十分快,在几微秒的焊接过程时间里,就足以形成厚度数十微米的过渡层。同时发现,过渡区中有细小的气孔存在,这是由于焊接过程极短,气体来不及排出,被包裹在过渡区中。除气孔外,过渡区中还出现少量的裂纹,这是由于板件撞击时剧烈的塑性变形会在界面处形成很大的残余应力,在焊接结束时,部分残余应力释放,在界面处形成微裂纹。调整合适的撞击速度可防止裂纹的产生[12]。

图5 不同焊件焊接界面金相照片
2.2.2 焊接界面微区硬度分布
对微观区域进行显微硬度测试有助于进一步评价磁脉冲焊接接头性能。本次试验在垂直焊接界面的方向上选取多个点进行微观硬度测量。微观硬度测量采用相同尺寸的压头及等值压力,硬度大的材料压痕小,反之,压痕大。
Cu-SS(第1组)和Al-SS(第4组)的焊接界面硬度分布如图6所示。不锈钢基体的硬度远大于铜与铝的硬度,距界面较近点的硬度较远离界面点的硬度高,且随着与界面距离的增加,两侧基体硬度逐渐降低。
由图6(b)可以看出,过渡区内硬度最高,不锈钢基体次之,硬度最小的是铝基,焊接界面附近材料硬度得到了明显的提升,主要原因是,界面附近的材料发生了不同程度的塑性变形,进而造成局部的材料硬化与强化,而强烈的塑性变形后,再结晶和晶粒细化,进一步增加了界面附近材料的硬度。

图6 不同焊件焊接界面硬度分布图
2.2.3 焊接界面微区元素分布
磁脉冲焊接时,焊接界面高温、高压的环境为元素扩散提供了有利的条件。本文中采用EDS能谱分析仪,测量焊接界面附近的元素分布,分析焊接过程中元素的扩散行为。
Cu-SS(第1组)焊接界面中,无明显的过渡区,采用EDS能清晰地观察到元素含量在界面两侧的变化情况,图7(a)为SEM图,图中白线位置为EDS扫描的区域,图7(b)为EDS扫描直线上各元素的质量分数,横坐标表示扫描直线上的点距扫描起点的距离。从图中曲线可知,在2μm的范围内,Cu元素质量分数从接近96%降低到3%;同时Fe,Cr和Ni 3种元素的质量分数从不足2%上升至不锈钢基体各元素含量。可以判断,Cu,Fe,Cr和Ni渗透距离只有约1μm。在元素扩散的过程中,扩散元素溶解在基体晶格中,形成固溶体。

图7 Cu-SS界面EDS线扫描图

图8 Al-SS界面EDS线扫描图
图8为Al-SS(第4组)焊接界面微观形貌,过渡层的厚度约为25μm。根据EDS曲线斜率的变化趋势,可将过渡区分为两个区域:在Ⅰ区域中,各元素自由扩散,元素含量急剧变化;在区域Ⅱ中,各元素含量趋于稳定,形成了一个平台。在该区域,各元素配比一定,推测生成了金属化合物。根据元素分布可知,该组试验中Al与不锈钢中的Fe,Cr和Ni扩散的距离并不相同。不锈钢中Fe,Cr和Ni扩散至铝基中的扩散距离为22μm,而Al在不锈钢中扩散距离仅3μm。在焊接过程中,由于强烈的塑性形变和高温、高压,两基体材料临近界面附近的组织表现出低黏性的流体特性。而由于铝的硬度、熔点比不锈钢低很多,因此铝基流体化更剧烈,流体厚度更大。流动的组织较固体更利于元素的扩散,不锈钢中元素可在流体铝基中扩散更远的距离。
2.3 同一焊接界面不同位置微观特征
文献[3]和文献[13]中所述的板件磁脉冲焊接试验中,位于焊接区域中间部位出现了未焊接区域,有明显裂纹。而两端位置区域焊实,且有良好的波形界面。这说明同一焊接界面不同位置的微观特征有明显的区别。本次试验样件宏观形貌未发现未焊接区域,但是通过CLSM和SEM观察微观形貌,发现焊接断面的微观的波型特征,过渡区在中间部位与两侧位置有明显的区别。

图9 同一焊件不同位置微观形貌对比图
图9(a)为焊接件断面示意图,选取同一焊接界面的中心位置与两端位置的微观形貌进行对比。对于Cu-SS(第1组)的中心位置,界面为直线型,非波形界面;过渡区宽度约4μm,且与两基体仅为直线接触。而在焊接区域两侧位置,界面具有良好的波浪形状,两基体互相勾嵌,EDS表明有2μm厚度元素扩散(如图9(b)所示),类似的现象同样出现在Al-SS的焊接件中(图9(c))。对Al-SS(第4组)焊接件中心与两侧的微观形貌的对比可知,中心区域,无明显过渡层,两基体材料直接连接。界面为直线型,但并不完全平整。两侧位置,有较厚且连续性较好的过渡层,厚度最大可达30μm,部分区域出现了较明显的波形界面。
2.4 不同厚度板件焊接界面微观特征
本文涉及的5组试验中,第2,3和4组采用的是不同厚度的铝板和不锈钢板件焊接。通过对这3组试验微观特征的观察和对比发现,厚度的变化对过渡区和波形界面的形成有很大的影响。
表3为第2,3和4组试验的板件厚度和微观波形、过渡区尺寸,图10为对应的SEM照片。由表3可知,随着板件厚度的增大,界面的波型尺寸亦会相应增大。第2组试件焊接界面波长为5μm,波高仅1μm,且波形较为均匀。第3组试件的焊接界面波型不均匀,尺寸略有变化,平均波长为30μm,波高为8μm。

表3 第2,3和4组试样波形尺寸和过渡区尺寸

图10 第2,3和4组试样微观界面SEM照片
与第2和第3组试验相比,第4组试件的界面波形较为平缓,波长较长约为100μm,波高约为10μm。由表3和图10分析可知,随着焊接板件厚度的增加,波长会增加,波高也会增大。
2.5 不同板间距焊接界面微观特征
第4和第 5组试验的板间距分别为 2和1.5mm。图11为两试件过渡区形貌对比图。由图可知:两组试验界面形貌特征类似,焊接界面主要表现为平顺的过渡区,但存在过渡区不连续现象,焊接区域两端位置均有少量的波形界面;不同之处在于第5组试件的过渡区厚度明显小于第4组试件,且整个焊接界面上连续性较差。

图11 第4与第5组试样微观形貌对比
3 分析与讨论
3.1 焊接界面中部与两侧微观特征的区别
由上述界面形貌可知,断面焊接区域两侧焊接效果明显优于中部。引起上述差异的主要原因是冲击角度的不同。由于两焊接板件平行放置,当高速的飞板撞击基板时,中心区域是垂直撞击,冲击角度为0°,两侧板件撞击时有一定的撞击角度,会造成撞击速度在水平方向产生分量。垂直撞击会直接引起垂直方向的反弹,减弱板件的连接,一定的冲击角度能增加冲击的水平分量,减弱垂直方向的反弹。同时,射流的产生是波形界面和过渡区形成的至关重要的条件,直接影响到焊接效果。垂直冲击时,由于缺失撞击水平速度分量,往往不会产生射流。综上所述,焊接区域两侧位置的焊接效果往往要好于中心位置。
事实上,撞击整个界面上撞击速度有一定差异,中部撞击速度略大于两侧,但只要撞击速度超过最小临界速度,连接强度便可满足整体要求。
3.2 板件厚度对焊接效果的影响
文献[14]中采用Kelvin-Helmholtz不稳定性原理解释波的形成,采用此原理可很好地解释板厚对波型尺寸的影响,图12为采用该原理描绘的磁脉冲焊接波形界面形成过程示意图[14]。当飞板撞击基板时,在两板件中会产生沿着板厚方向的反射波,且方向相反。随后,反射波在板件外表面发生反射,传播至新的撞击点处并与该点冲击波叠加形成压力峰值。在碰撞点处碰撞速度高于两边位置的金属流动速度故形成波峰。波的形成与反射波在板内的运动时间有关。板件越厚,反射波在板件中传播时间越长,产生波峰的时间约长,故波形尺寸越大。

图12 应力波传播示意图[14]
同时发现,随着板件厚度的增加,过渡区的厚度明显增大且过渡区的连续性增强,该现象的产生与过渡区的成因有关。过渡区形成的主要原因是碰撞时材料的塑性流动和元素扩散。两板件碰撞时会引起强烈的塑性变形,进而造成一定厚度的流动层,并且在流动层中存在剧烈的元素扩散。碰撞后,流动层冷却即形成了包含两焊接板件元素的过渡层。而板件厚度的增加使得撞击时飞板携带更多的动能,流动层的厚度也会随之增加,且扩散更加剧烈,过渡层厚度会越厚。
3.3 板间距对焊接效果的影响
造成第4与第5组试验焊接界面差别的直接原因是飞板撞击速度的差异,而板间距是飞板撞击速度一个重要的影响因素。如果不考虑基板的影响,飞板的运动可分为加速和减速两个阶段。在加速阶段中,飞板受到洛伦磁力而做向下的加速运动,速度迅速增大,洛伦磁力逐渐减小,加速度逐渐减小至零,飞板速度达到最大值。当飞板依靠惯性继续向下运动时,进入减速阶段,速度逐渐减小至最终停止。因此,通过适当调整基板与飞板的间距,便可获得一个最大的撞击速度,使焊接效果最优。
4 结论
本文中完成了铝 不锈钢和铜 不锈钢板件的磁脉冲焊接试验,结果表明磁脉冲焊接适用于铝-钢和铜-钢异种金属板件焊接,可有效地解决汽车应用中铝与钢的焊接难题。同时,通过CLSM,SEM和EDS等多种微观分析手段观察研究焊接界面的微观特征,得出以下结论:
(1)同一磁脉冲焊接板件,由于板件撞击角度的区别,焊接区域两侧的焊接效果优于中心位置;
(2)随着板件厚度的增加,界面波形尺寸和过渡区厚度都会增大;
(3)适当地调整板件间距,能使板件获得最高的撞击速度,使焊接质量达到最优。
[1] 徐中明,徐小飞,张志飞,等.保险杠安全性能仿真分析与试验研究[J].汽车工程,2014,36(3):293-297.
[2] 万春芬,周明召.铝-钢异种材料焊接工艺的研究进展[J].热加工工艺,2014,43(3):8-11.
[3] KOREA S D,DATEA P P,KULKARNIB S V.Effect of process parameters on electromagnetic impact welding of aluminum sheets [J].International Journal of Impact Engineering,2007,34:1327-1341.
[4] KOREA S D,DATEA P P,KULKARNIB S V.Electromagnetic impact welding of aluminum to stainless steel sheets[J].Journal of materials Processing Technology,2008,208:486-493.
[5] MARYA M,MARYA S,PRIEM D.On the characteristics of electromagnetic welds between aluminum and other metals and alloys [J].Welding in the World,2005,49:74-84.
[6] LEE Kwang-Jin,KUMAI Shinji,ARAI Takashi,et al.Interfacial microstructure and strength of steel/aluminum alloy lapjoint fabricated by magnetic pressure seam welding[J].Materials Science and Engineering A,2007,471:95-101.
[7] AIZAWA T,KASHANI M,OKAGAWA K.Application of magnetic pulse weldingor aluminum alloys and SPCC steel sheet joints [J].Welding Research,2007,86:119-124.
[8] YU Haiping,XU Zhidan,FAN Zhisong,et al.Mechanical property and microstructure of aluminum alloy-steel tubes joint by magnetic pulse welding[J].Materials Science&Engineering A,2013, 561:259-265.
[9] YU Haiping,XU Zhidan,JIANG Hongwei,et al.Magnetic pulse joining of aluminum alloy-carbon steel tubes[J].TNMSC,2012, 22:548-552.
[10] 陈树君,夏羽,于洋,等.异种金属材料磁脉冲焊接技术[J].航空精密制造技术,2011,47(4):33-45.
[11] 夏羽.能量的传递与转换作用对磁脉冲焊接接头性能的影响研究[D].北京:北京工业大学,2012.
[12] 徐志丹.3A21铝合金-20#钢管件磁脉冲焊接数值模拟与工艺试验[D].哈尔滨:哈尔滨工业大学,2013.
[13] VIVEK A,HANSEN S R,LIU B C,et al.Vaporizing foil actuator:A tool for collision welding[J].Journal of Materials Processing Technology,2013,213:2304-2311.
[14] BEN-ARTZY A,STERN A,FRAGE N,et al.Wave formation mechanism in magnetic pulse welding[J].International Journal of Impact Engineering,2010,37(4):397-404.
A Study on Magnetic Pulse Welding Process for Dissimilar Sheet Metals of Autobody
Cui Junjia1,2,Yuan Wei1&Li Guangyao1,2
1.Hunan University,State Key Laboratory of Advanced Design and Manufacturing for Vehicle Body,Changsha 410082; 2.Collaborative Innovation Center of Intelligent New Energy Vehicle,Shanghai 201804
Magnetic pulse welding(MPW)is employed to realize the solid-phase welding of stainless steel plate to copper and aluminum plates.By changing parameters,such as the thickness of and the gap between welded plates,their influences on welding quality are studied.Microscopic analysis techniques including confocal laser scanning microscope,scanning electron microscope and energy disperse spectroscopy are adopted to compare the microscopic structure and performance of weld interface in different sample parts.The results show that the microscopic features of weld interfaces vary significantly with different parameters of welded parts.With the increase of the thickness of and the gap between welded plates,the wave size and the thickness of transition zone increase,leading to an improved welding quality.
vehicle;lightweighting;magnetic pulse welding;dissimilar material welding
10.19562/j.chinasae.qcgc.2017.01.019
*国家自然科学基金(61232014和51405149)资助。
原稿收到日期为2016年1月29日,修改稿收到日期为2016年3月21日。
李光耀,教授,博士生导师,E-mail:gyli@hnu.edu.cn。
猜你喜欢
机床与液压(2022年8期)2022-09-19
材料与冶金学报(2022年2期)2022-08-10
当代陕西(2022年4期)2022-04-19
内燃机与配件(2022年2期)2022-01-17
粉末冶金技术(2021年3期)2021-07-28
计算机辅助工程(2019年4期)2019-12-20
表面工程与再制造(2019年3期)2019-09-18
汽车维护与修理(2018年18期)2018-10-10
当代陕西(2018年9期)2018-08-29
科技资讯(2017年24期)2017-09-15
