
箱体零件内端面的加工装置的研究
2017-03-23 19:31梁东凯
科学与财富 2016年34期

(河南省煤炭高级技工学校 河南 新郑 451150)
摘 要:为了满足汽车后桥减速箱体主轴孔相对于箱体内端面的垂直度要求,笔者设计了三种专用工艺装备,借助于液力浮动原理,使复合锪钻在加工箱体内孔端面时,借助箱体已加工孔自动定心,比较顺利的满足了技术要求。
关键词:汽车后桥减速箱、内孔端面、专用工装、液力浮动、自动定心
Dedicated processing units for the inner face of Cabinet parts
汽车后桥减速器无噪音工作的条件之一是差速齿轮(星形齿轮)相对主动齿轮精确分布。根据汽车后桥减速器差速齿轮的设计要求,为使圆锥齿轮锥背的推力轴承受力均匀,以保证差速圆锥齿轮的最佳工作状态[1],如图一所示:减速箱体两通孔4、5必须同轴,且两基准端面3、6必须垂直于两通孔4、5的轴心线;这为减速箱体内孔端面的加工提出了很大的难题。
图1所示为箱体组合结构,由焊接组装,基准表面3和6在焊接组装前已做过粗加工, 而孔4和5需要在焊接组装后精镗加工,这样不容易保证孔轴心线相对基准面的垂直度要求。为满足这类减速箱体主轴孔相对于箱体内端面的垂直度要求,本文介绍了几种工艺装置,利用精镗孔4、5定心鍃钻,可以满足加工后基准面3和6相对于孔4和5轴心线的垂直度要求,设计工装在精镗孔4和5中的刀轴借助于液压动力就能定心[2],以消除刀轴倾斜,保证切削时减少振动。降低了孔与心轴摩擦产生缺陷的可能性。
由双面带有插嵌刀8的鍃钻7、工件自动定位器6和心轴组成。心轴柄部12旋入套10,在套的表面
10上加工有槽9和1,以便形成液体润滑剂。自动定位器6通过工件5上的已精镗孔放入鍃钻上,令鍃钻轴线与工件孔轴线保持一致[3]。
机床主轴上安装心轴,穿入工件孔中,经过可输油联轴器14,与液压缸的下腔相连接。当活塞11向上移动,这时槽16和18对支承17和键19起作用。活塞上槽分布首先使保证鍃钻底座支承移动,进一步使活塞向上移动,键进入鍃钻上槽2中,压缩支承、保证传递扭矩。同时油进入套10的内腔15,接着进入槽9和1,在足够的心轴转速时,由于腔的形状和位置在间隙中产生了液压动力效能,其结果心轴沿孔轴线定心。按孔中心线加工,心轴主轴停止转动后,经过联轴节供给油停止,在弹簧13作用下活塞向下移动,这时在板簧4和3作用下,支承和键进入销16和18广阔部分,工件自动定位器顶住鍃钻,主轴向上运动,心轴从工件中出来,之后工件自动定位器使鍃钻由工件缺口脱出。
上述方案的裝置在加工孔径50~250mm的端面对鍃钻进给安装定位器情况下效果较理想。
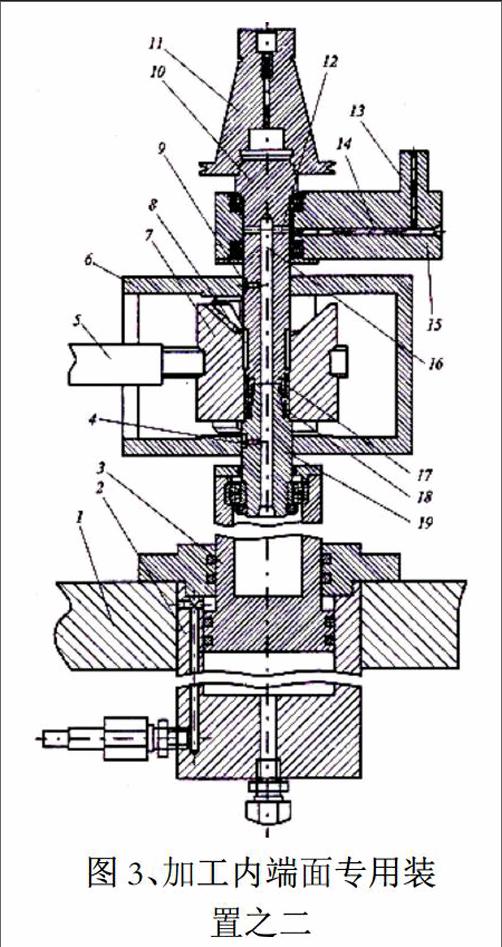
第二种方案的装置图如图3所示。心轴柄部11用螺纹固定在上杆10上,杆10借助键18和定位器17与下杆19连接。
定位器与插入经过工件6缺口的鍃钻7连接固定,鍃钻的轴线与工件孔轴线一致,柄部与上杆一起安装在机床主轴中。这时杆插入工件孔中,然后插入鍃钻孔中,而键8引入工件槽中。液压缸2的下腔为柱塞腔,活塞与下杆一起向上移动,进入工件下孔中和鍃钻孔中。借助于定位器17下杆固定在上杆中。下杆上扭矩通过键18传递至上杆上。通过输油联轴节15和孔13、14和12进入中心孔16和槽9和4。槽的形状和用途与装置第一方案相同。
在加工上端面时,鍃钻借助于上杆旋转,与机床主轴一起完成向上进给,一直达到给定的尺寸,然后鍃钻与主轴一起向下移动加工下端面。加工终了鍃钻返回中间位置,待心轴的主轴停止,经过联轴节停止供油。自动定位器5顶住鍃钻7,主轴向上运动,上杆从工件中脱出,液压缸2下腔供油停止,结果活塞3与下杆一起向下移动上腔供油。自动定位器使鍃钻从工件缺口中脱出,液压缸也可以安装在夹紧夹具1中[4]。
这样装置的方案由于简化了心轴的结构,可用于加工较小孔径(25~200mm)的端面。
专用装置的第三种方案,在原理上有较大的差异。具有螺纹的箱体上安装导轴向,中间轴和主轴。
导向轴固定在柄部上,并安装有齿轮;中间轴上装有齿轮与主轴齿轮相啮合,主轴借助于键固定两个鍃钻和。主轴在径向和端面形成半球面(垫圈),在液压动力支撑下旋转。为了使主轴在工件孔中定心,在主轴中间套有心轴;由此借助于中腔形成的液压动力支撑定心。整个鍃钻的专用装置借助柄部固定在机床主轴上。机体用专用螺纹连接在主轴头架上,装置通过窗口伸入工件内,以保证装置主轴与工件孔同轴。
由机床工作台上夹紧的夹具使心轴移动,并以较小间隙穿过工件孔。在主轴液压动力支承径向和端面腔内有较小移动,由端面腔较小的进入腔,经过齿轮机床主轴旋转,从轴传递给轴,直至轴上,在支撑上由于高的旋转速度产生液压动力效应有助于中轴相对于心轴定心,相对工件孔定心,由此保证鍃钻切削刃相对工件孔轴线的垂直度,在刀具向上进给时,加工工件上端面,刀具向下进给时,加工下端面。方案三不需要改装机床,心轴2夹紧在夹具中。
采用上述三种工艺装备,笔者较为顺利的解决了汽车后桥减速箱体内孔端面的加工难题,为企业创造了良好的经济效益。
参考文献:
[1].申永胜.机械原理.清华大学出版社[M],2005.12.210-214.
[2].濮良贵,纪名刚。机械设计.高等教育出版社[M],2007.9.275-299.
[3].黄平.常用机械零件及机构图册[M].北京:化学工业出版社,1999.3.26-47
[4].黄真.空间机构学[M]. 北京:机械工业出版社,1991.3.26-47.
作者简介:
梁东凯(1983.9),河南郑州人,现为河南省煤炭高级技工学校教务处教师。职称助理讲师,主讲:机械基础、机械设计基础、机械制图等课程。
