
数控切割下料误差产生的原因及对策措施
2017-03-23 08:52肖天亮
科学与财富 2016年34期
关键词:对策措施
肖天亮
(佛山市三水区工业中等专业学校 广东 佛山 528000)
摘 要:本文主要针对数控切割下料误差产生的原因及对策措施展开了探讨,对下料误差产生的原因作了系统的分析,并给出了一系列相应的对策措施,以期能为有关方面的需要提供有益的参考和借鉴。
关键词:数控切割;下料误差;原因分析;对策措施
0 引言
数控切割具有很高的精度,但在实际的操作过程中也存在一定的误差,影响着切割的精度。因此,为了保证数控切割的精度,我们需要采取有效的措施减少误差的影响,以提高切割精度和割缝质量,保障结构件的拼接质量,提高企业生产效益。基于此,本文就数控切割下料误差产生的原因及对策措施进行了探讨,相信对有关方面的需要能有一定的帮助。
1 下料误差产生的原因
1.1 原材料问题
原材料问题,也就是钢板问题,往往许多刚进厂的钢板因为运输、摆放不合理、受压等诸多因素,钢板会产生不可避免的变形,而这种变形将直接影响钢板下料的外形尺寸及精度要求。如果在数控下料是钢板本身存在变形,而在下料过程中有没有发现,那么在卷行过程中,变形钢板在受到卷制压力时发生延展或堆压,都将造成最终下料尺寸的误差,单张钢板的细小误差,累计到多张钢板对装时,就会变成较大误差。原材料还有一个问题需要我们考虑,那就是钢板轧制过程中产生的氧化层,普通热轧钢板通常都有一层厚厚的氧化皮,这一层氧化皮由于厚薄不一,成分复杂,因此对切割焰的影响和阻挠也不一样,容易引起切割焰的倾斜和偏离,对下料的尺寸精度会产生一定的影响。
1.2 设备的问题
当原材料确认合格后,我们必须要考虑的第二个问题就是设备问题,俗语:工欲善其事,必先利其器,数控火焰切割机就是我们最重要的施工设备,根据个人查阅资料及向从事数控下料近十年的拥有丰富经验的老师傅的谈论分析,总结出了以下几条会影响切割质量的设备方面的因素。
1.2.1 机床导轨的直线度和平整度误差
机床导轨在数控火焰切割机中起到导向和承载作用,它既是确定数控火焰切割机主要部件相对位置的基准,也是机床运动的基准,它的各项精度直接影响下料外形尺寸及精度,机床导轨如果存在着直线度误差,就必然导致大车行走路线上的误差;机床横梁导轨存在直线度误差,也必然影响割嘴左右移动的准确性,因此机床导轨的直线度误差将直接影响纵向割缝和横向割缝的直线度。机床导轨的平面度误差无论是主导轨还是横梁导轨都将导致割嘴与钢板问的距离波动。割嘴与钢板的距离不等,割缝的宽度也不一致,从而引起下料件尺寸上的差异。
1.2.2 钢板支承面与机床导轨面的平行度误差
钢板支承面由于经常被切割和碰撞,很容易形成与机床导轨面不平行,这种不平行度严重时,同样导致割嘴与钢板问距的变动。而割嘴与钢板间距的变动,会导致气割过程中气流量喷射不均匀,割缝宽窄不一,最终导致外型尺寸的误差。
1.2.3 割嘴与钢板表面的垂直度误差
割嘴与钢板表面的垂直度误差是下料尺寸误差的主要来源。因为当割嘴在垂直于气割前进方向上不垂直于钢板时,就会导致切割面为斜面,这样工件正反两面不统一,存在误差。同时零件周边均为斜面,失去了拼装时的基准面,给拼装工作带来不便,严重时不能直接用于拼装,应进行加工处理(刀检基准面)。产生割嘴与钢板表面垂直度误差的原因,除割嘴安装后在垂直于气割前进方向上不垂直于钢板外,还有割嘴孔与割嘴中心轴线不同轴,另外割嘴孔在阻塞时也会引起切割气流倾斜。
1.2.4 傳动系统磨损导致的误差
数控火焰切割机有数个传动系统组成,传动系统多是由齿轮、丝杠、螺母、涡轮组成,这些部件在长期的使用过程中都会产生磨损,一旦出现这样的状况,这些磨损会导致机床产生传动误差,机床的正常运行就会受到影响,机床一旦不能正常运行,那么在下料过程中自然会产生误差。
1.2.5 人的因素
数控火焰切割机,顾名思义,需要编制、加载数控程序,而进行数控程序编制、加载的操作人员显得尤为重要,这即要求操作者拥有丰富的气割经验,还要求操作者有高度的责任心。数控程序的编制方法对切割精度起着决定性作用,如果在编程过程中出现错误或隐患,没有考虑累计误差和数据补偿,生成代码存在错点,套料时引入点、引出点的错误选择,切割顺序的错误编排,都会导致下料误差,严重时会直接导致料废。
1.2.6 切割方法的因素
数控火焰切割机在切割过程中因为有高温热源的存在,而钢板又势必会受到热胀冷缩的影响,因此,钢板的热变形是下料误差产生的另一大因素。数控切割钢板的热变形主要由程序方面和具体切割过程中气割工艺参数选择不当等因素引起的。
程序方面的影响主要是由编制程序时打火点、切割方向、切割顺序等的选择不合适造成的。在选择打火点、切割方向时,一定要做到让工件一直受大块钢板的牵制。在套料过程中多采用共边切割。对于形状不太规则的窄长零件,在编程时应使零件相对应部位的切割线保留30mm左右,使零件有一定的牵制,由此来限制工件的热变形。在高炉炉皮下料过程中,因为炉皮上包含较多的冷却壁孔、热电偶孔、水冷管孔等等,在开孔过程中,钢板的热变形非常大,常常是最初开制的孔的孔距还能保证在误差范围内,越往后误差越大。
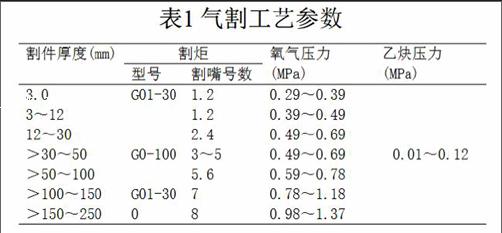
数控切割过程中,切割工艺参数选择不当也会引起很大的热变形切割工艺参数主要包括切割氧气压力、气割速度、预热火焰能率以及割嘴离开钢板表面的距离等。经过查阅资料并于车间从事数控火焰切割的经验丰富的老师傅共同分析实验,在生产实践中总结出了一系列适用于铆焊车间的切割工艺参数,总结出的气割工艺参数如表1。
表1 气割工艺参数
此外,当钢板支承面不平时,也会引起热变形,钢板由平面变成斜面,从而使机床切割出的零件产生误差。尤其对于窄长的薄板零件,切割国恒程可能还会产生扭曲变形。因此对这种情况不可轻视。
2 对策措施
针对上述误差产生的原因,结合相关自量及车间操作者的下料经验,特制定出如下控制措施,来最大程度的减小或是消除下料误差,保证产品质量。
(1)由于数控切割钢板时容易发生误差,在这种情况下,就需要在钢板选择时控制好钢板的质量,避免使用变形的钢板。对于要切割的钢板存在变形情况时,则需要将其放到校平机上进行校平,等其平整后再进行切割,从而有效的实现对切割误差的控制。对于钢板容易发生的热变形误差,则需要在切割时要严格按照规定的顺序进行,有效的控制好钢板集受热的情况,确保其能够均匀受热,从而有效的实
现对零件的变形进行相互补偿,同时还要正确进行指导,确保程序编制的準确性。为了能够准确的选择切割工艺参数,则可以参考成功下料件的切割工艺参数表,从而有效的减少误差的发生。
(2)使用合格的、高品质的气割气体。所谓高品质,就是气体的纯度、压力都必须符合要求。气体压力可以通过仪表检测,但纯度判断就需要自身的经验,最主要的,进气渠道必须要合理正规。
(3)在对下料件进行切割时,工作人员需要对氧气纯度和氧气压力进行调节,这会直接对下料件的质量带来一定的影响。当钢板原材料表层附着较为明显的氧化层时,我们必须要清除这一影响,就是对钢板进行除锈处理。
(4)当钢板支承工作台不平整或是变形时,割嘴中收轴线和割嘴不处于同一条同线上,割嘴孔堵塞等情况存在时,割嘴与钢板平面都会出现不垂直的情况,导致下料件切割面出现倾斜误差。解决割嘴与钢板不垂直的方法只能从割嘴的生产质量和安装上努力,同时经常清理割嘴,保证气流畅通。另一方面,也应经常的、及时的修正摆放钢板的支撑架,并清理切割产生氧化渣。
(5)加强编程人员的培训,提高编程人员的质量意识和责任心。
数控切割机属于高科技产品,具有较高的科技含量,这就对操作人员的专业技能具有较高的要求,一理操作人员专业知识或是经验,则会导致下料件误差发生。尤其是新购置的机床,在运输过程中受到振动影响或是电子元件问题从而使设备在正式使用前几个月,系统会频频发生故障,然而这些故障的原因有些无法在安全和维修手册中找到,如果不合格的操作人员就会无从下手。在聘请技术操作人员时,一定要经过严格的技术考核,一定要具有专业的理论知识,拥有一定的数控基础,以及清晰的头脑和现场判断力,然后经过相关的培训,这样不仅是对工作效率负责,同样也是对操作人员的个人安全负责。
3 总结
数控切割中误差可以通过采取有效的措施进行避免。综上所述,通过分析数控切割机下料的误差,给出了减少误差的措施,相信可以从各个方面提高数控切割机的使用和加工效率,以为企业降低生产成本,提高企业经济效益带来帮助。
参考文献
[1]杨高基、郑栋.数控下料的误差分析及控制措施[J].机械研究与应用.2016(29).
[2]王庚杰.数控下料件的误差分析及其修复措施[J].中国高新技术企业.2014(17).
猜你喜欢
新农村(2016年12期)2017-01-12
华南理工大学学报(社会科学版)(2016年6期)2017-01-09
建筑建材装饰(2016年13期)2017-01-04
经济研究导刊(2016年30期)2016-12-24
农家科技下旬刊(2016年9期)2016-12-15
办公室业务(2016年9期)2016-11-23
财会学习(2016年19期)2016-11-10
科技视界(2016年18期)2016-11-03
商(2016年27期)2016-10-17
企业导报(2016年10期)2016-06-04
