直角铣头设计要点及常见故障分析
2017-03-27 22:10刘毅
科技创新与应用 2017年4期
刘毅

摘 要:随着制造业的发展,铣头作为镗铣床常用辅具已成为当今机床行业发展方向之一。铣头无需调整机床结构便可改变机床加工方向,减少重复装夹次数,扩大加工范围,提高效率及加工精度。为满足铣头高精度、高速度、高刚性的要求,就需要在设计中进行结构分析、受力分析、工况分析。文章通过研究直角铣头的常见故障,分析其产生原因并加以改进,以减少维修成本及故障率。
关键词:铣头;故障分析
1 铣头的定义、工作原理及分类
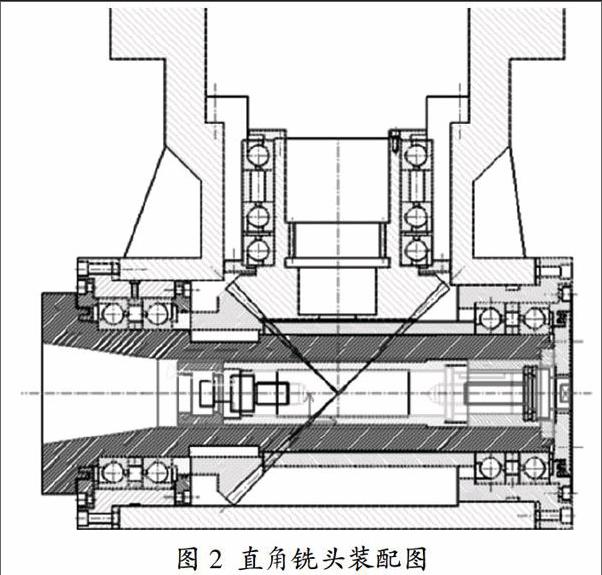
铣头是通过改变机床主轴与刀具旋转中心线之间的角度,将机床动力传递到刀具上的一种机床辅具。机床主轴上的锥孔是铣头的定位基准,通过两个主轴键将动力传递到铣头输入轴上的螺旋伞齿轮(主动轮),与之啮合的另一个螺旋伞齿轮(从动轮)带动铣头输出轴旋转。由于螺旋伞齿轮啮合轴线空间相交,从而使机床主轴与刀具旋转中心线产生夹角,改变机床加工方向。铣头按照结构可分为直角铣头、加长直角铣头、延伸铣头、万向铣头等。
2 直角铣头常见故障分析
2.1 铣头壳体损坏及轴承孔、台阶磨损
铣头壳体损坏是由于外力撞击或切削力过大、壳体壁过薄引起的。铣头所受轴向力为从铣头主轴前端到后端,若背帽、端盖等处预紧力不足,则会产生冲击力,故轴承台阶处磨损量较小且均匀。铣头所受径向力与切削方向相反,径向受力方向根据走刀方向不同而不同,故轴承孔磨损量较小且不均匀。
修复铣头壳体时,常采用补焊并重新加工、扩大孔径并加套、端面加垫等方法。铣头壳体的加工精度直接影响其运转精度。故必须要保证以下形位度要求:
(1)铣头上平面C与输入轴轴线A的垂直度及自身的平面度:如果此项精度较差将会导致机床输出轴线与铣头输入轴线A不重合,运转时产生噪声并降低伞齿轮使用寿命。
(2)输出轴轴线B与输入轴轴线A空间位置度:如果此项精度较差将会影响螺旋伞齿轮啮合,降低其使用寿命。
(3)前、后端轴承孔的同轴度:如果此项精度较差将会导致输出轴及两端轴承附加径向力,影响轴承使用寿命。
(4)前、后端端面与输出轴轴线B的垂直度及自身的平面度:如果此项精度较差将会导致两端盖把合不严,甚至使轴承产生附加轴向力。
为保证以上形位度要求,应在同一台机床完成铣头壳体多个工序的加工。铣头壳体作为其内部零件的承载体和基础,设计时要保证足够壁厚的前提下,尽量减小铣头空间尺寸。合理设计加强筋及观察孔的位置及大小,保证铣头有足够的刚性。
2.2 螺旋伞齿轮齿面磨损、断裂和点蚀
螺旋伞齿轮啮合过程中既有滚动又有滑动。齿面磨损是由于齿面高点引起塑性变形,滑动摩擦力过大造成的。伞齿轮磨损后齿面间的啮合间隙过大产生冲击,同时齿根部受交变应力,加速伞齿轮齿面磨损,甚至产生断裂。若伞齿轮齿面硬度、抗疲劳强度较低及内部有缺陷,经过长时间啮合,齿面微小裂纹不断延伸导致表面脱落形成点蚀。
螺旋伞齿轮作为直角铣头最重要的零件,其各项力学性能将直接影响使用寿命,其安装结构及调整方法直接影响直角铣头的运转精度。
(1)在设计中合理选择材质及热处理方法不仅可提高齿面硬度和抗疲劳强度,减少点蚀现象发生,还可提高齿面的抗塑性变形能力。再经过跑合除去齿面高点,可减少齿面磨损。
(2)在设计中为保证伞齿轮轴线空间相交且垂直,铣头壳体各项精度需达到要求。否则会影响伞齿轮啮合,降低其使用寿命,还会引起接刀现象。
(3)在设计时选择合理的结构调整伞齿轮啮合间隙,使伞齿轮分锥顶点相交。对于主动轮可采用修磨平垫的方法;从动轮可采用一端固定一端用锁紧螺母进行调整或两端都采用锁紧螺母。调整时若齿面间隙过大,则产生冲击及反向间隙,连续运转会产生噪声,加速齿面磨损甚至断裂。若间隙过小,则伞齿轮转动困难,加速齿面磨损甚至产生卡死和断裂现象,连续运转发热量将会增加。所以调整适当的齿面啮合间隙,可有效减少断裂现象发生。
2.3 轴承点蚀、塑性变形、磨损与胶合
轴承长时间在载荷作用下,工作表面疲劳失效,产生点蚀。当轴承承受载荷超过工作表面的屈服极限时,发生永久塑性变形。当硬度较大的颗粒状杂质进入轴承内部时,在工作表面相对滑动造成磨损。当工作表面上的高点或杂质摩擦生热过大,导致表面退火甚至熔化,產生胶合。
为减缓轴承失效,延长使用寿命,可以通过以下方法:
(1)润滑可降低轴承滑动、滚动摩擦,减少轴承磨损。同时可在轴承工作表面形成油膜,防止氧化生锈,也可降低轴承温升,防止轴承产生胶合现象。在直角铣头工作中难以经常供油,故使用润滑脂润滑。
(2)轴承若在较大载荷下长时间工作将会产生塑性变形,加速点蚀形成。在选择轴承时应考虑其承载能力及受力方向。直角铣头常用轴承有:深沟球轴承、圆柱滚子轴承(只承受径向力),推力球轴承(只承受单方向轴向力),圆锥滚子轴承、角接触球轴承(可承受径向力和单方向轴向力)。在使用角接触球轴承时,其安装方法不同,受力状态也不形同。角接触球轴承背对背安装时(DB)可承受径向力及双向轴向力;面对面安装时(DF)受力状态相同,但承载载荷较小;串联使用(DT)是用多套轴承承载单方向轴向力。
(3)安装轴承时预加轴向力,并使轴承工作表面产生弹性变形,起到预紧效果。调整轴承游隙可使轴承运转平稳,受力均匀,提高轴承的旋转精度和刚性,从而提高轴承使用寿命。轴承预紧力过小则无法消除游隙,过大则将会加速轴承磨损,甚至产生胶合现象。轴承预紧时还要考虑温度对轴承的影响,避免温度升高预紧力过大。在设计时一般采用锁紧螺母或端盖预紧,有时采用同一螺母预紧轴承和螺旋伞齿轮,不能起到分别控制的作用,还会使预紧力过大。
(4)轴承固定方式有两端固定、一端固定一端游动及两端游动。两端固定轴承皆可承受双向轴向力及径向力,当铣头主轴受热伸长时会产生弯曲变形,进而影响伞齿轮啮合及轴承受力状态,适用于主轴较短或热变形不大的铣头。一端固定一端游动安装时,为防止刀具位置改变固定端需在铣头前端,且承受双向轴向力及径向力。游动端轴承只承受径向力,调节主轴受热伸长量,适用于主轴受热变形较大的铣头。两端游动轴承不能承受轴向力,在铣头中应用较少。
(5)轴承在使用过程中为防止灰尘、铁屑、切削液等杂质进入轴承内部,加大轴承磨损,在设计直角铣头时要选择合适的密封形式。
3 结束语
铣头在镗铣床中具有重要作用,其结构的稳定性及运转的精确性对加工精度影响较大。本文通过分析直角铣头常见故障及其产生的原因,总结在设计中需要注意的要点,对铣头维修、减少故障率、降低成本都具有重要意义。
参考文献
[1]高克勤.机修手册第一册[M].机械工业出版社.
[2]郭大威.滚动轴承失效分析[M].机械工业出版社.
猜你喜欢
科学与财富(2021年34期)2021-05-10
科学导报·学术(2020年16期)2020-05-13
振动工程学报(2019年2期)2019-05-13
科技视界(2018年12期)2018-07-28
智富时代(2018年3期)2018-06-11
智富时代(2018年3期)2018-06-11
山东工业技术(2016年8期)2016-04-14
读写算·小学低年级(2015年9期)2015-09-18
数学教学(2013年9期)2013-12-12
中国信息化·学术版(2013年5期)2013-10-09