螺旋铣削在压气机盘卡圈槽上的应用
2017-03-27 20:01田晓龙于洁祁俊轩陈征祝江
科技创新与应用 2017年4期
关键词:应用
田晓龙+于洁+祁俊轩+陈征+祝江


摘 要:压气机盘是某型发动机高压压气机单元中的核心零件。随着发动机的发展,新型的压气机盘卡圈槽结构也日新月异。螺旋铣削是一种铣削的进刀方式,铣削的刀具轨迹呈螺旋形前进,属于新型的编程走刀方式。多应用在零件壁薄且铣削余量大的零件铣削加工,例如:需要开槽、去大余量、容易变形等零件的铣削加工。而文章所研究零件应用卡圈槽的螺旋铣削加工,主要从提高加效率,减少零件变形,提高零件尺寸精度等方面进行研究。
关键词:螺旋铣削;压气机盘;应用
1 压气机盘的结构特点
(1)压气机盘是某型发动机高压压气机单元中的核心零件,该零件具有新型的双辐板结构,零件中部有鼓式安装结构,并配有台阶形安装孔,外缘处有燕尾形榫槽,榫槽的一侧端面上有两个对称的卡圈槽结构,该零件辐板厚度极薄,最薄处为1.9mm,前后共有四个安装止口尺寸,尺寸公差严格最小为0.032。与榫槽相关的尺寸及技术条件有榫槽中心距离、榫槽扭角、轮廓度、对称度等。
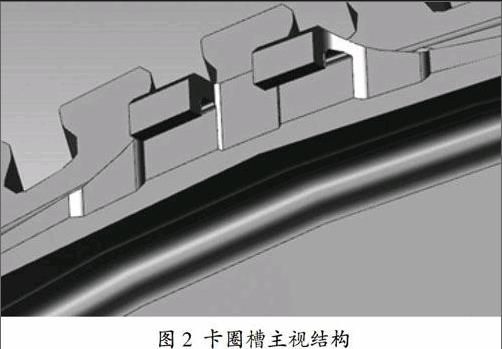
(2)零件卡圈槽結构及加工难点。零件的卡圈槽位于零件榫槽端面一侧,如图1、图2所示。卡圈顶部直径为Φ350,宽度8mm,槽深2mm。加工时,先由车床车加工完成部分结构,再由铣床铣削切断出卡圈槽的整个形貌,如图2所示,由于零件的卡圈槽是由整圆的结构由铣削加工切断完成的,并且需在槽中央开6mm宽的槽,所以铣削时零件受力较大,极易导致辐板变形,对安装止口直径尺寸、辐板深度尺寸、榫槽相关尺寸及技术条件均有较大的影响,造成尺寸技术条件超差的情况,甚至会导致零件报废。
由于以上几个加工难点,在卡圈槽铣削加工时,就不能采用普通的直线铣削编程方式。避免铣削应力过大,造成零件变形及相关尺寸超差,并且还需要提高零件的加工效率,所以选择螺旋铣削的方式来加工卡圈槽。既保证了零件尺寸的精度要求,又提高了加工效率。
2 螺旋铣削加工的应用
2.1 走刀轨迹的制定
螺旋铣削加工是基于传统铣削加工而提出的新型的数控编程方式。该编程方法是针对铣削加工的二维编程,根据不同的零件材料,工艺人员将设计出不同切深的刀具的轨迹路线,选择一定的切削方向,沿着切削方向走逆时针的圆弧进行切削,如图3,圆弧的首尾与前进方向的轨迹相切,切出后,给出适当的切深进刀,然后再按照同样的圆弧切入切出的方式进行切削,直至完成零件的加工。圆弧的大小根据被加工材料、尺寸大小和选择刀具直径大小来确定,选择过大或者过小都会影响加工零件的质量和效率。
2.2 R参数的应用
该零件的卡圈槽涉及尺寸较多,而且每个尺寸并不具有相同的基准,在前工序加工时,不能保证每个尺寸都在中差范围内。所以如果采用由同一基准对刀的方式来加工卡圈槽,势必会造成不同的尺寸公差不同步,甚至容易出现个别尺寸超差现象。压气机盘在编制程序时,选用R参数编程,在加工时,根据零件具体基准位置的实际值,补偿在程序设定对应的R参数,可以精准的将卡圈槽相关的尺寸全部加工合格。
3 程序编制及加工过程
程序编制过程:绘制零件中差余量图-设定程序的原点-选择刀具-设计走刀路线图-选择合适的加工参数-选择坐标系-设定R参数-采点编制程序。
加工过程:装夹零件-找正零件-配置对应的刀具-对刀-模拟程序-加工零件-测量零件。
在实际加工中,由于刀具的磨损和零件的让刀使尺寸并不能完全在理想的范围内,需要累积数据,把差量补偿到R参数中,把磨损量和让刀量补偿回来,完成完美合格的零件。
4 结束语
压气机盘卡圈槽在使用了螺旋铣削方式加工后,零件的质量有了极大的提高,加工效率也有了明显的改善。解决了压气机盘在卡圈槽加工完成后,零件变形严重,配合尺寸超差和零件多次返工等问题。攻克了新研制型号零件的加工难关,提升了新机研制的生产能力,为今后类似零件的加工打下了坚实的基础,获得了较大的效益。
参考文献
[1]《中国航空材料手册》编辑委员会.中国航空材料手册(第4卷).钛合金[M].北京:中国标准出版社,2001.
[2]《透平机械现代制造技术丛书》编委会.盘轴制造技术[M].北京:科学技术出版社,2002.
猜你喜欢
科技视界(2016年21期)2016-10-17
科技视界(2016年21期)2016-10-17
科技视界(2016年21期)2016-10-17
科技视界(2016年21期)2016-10-17
科技视界(2016年21期)2016-10-17
考试周刊(2016年76期)2016-10-09
大学教育(2016年9期)2016-10-09
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29