陶瓷工厂多节渐缩圆锥管90°弯头工程图的画法及其展开料
2017-04-06 17:24蔡祖光
佛山陶瓷 2017年3期
蔡祖光
摘 要:本文介绍了陶瓷工厂多节渐缩圆锥管90°弯头工程图目前常用的作图方法,分析了造成该作图方法错误的原因,详细论述了多节渐缩圆锥管90°弯头工程图的正确画法及其展开料的设计。
关健词:多节渐缩圆锥管90°弯头;工程图;画法;圆锥管展开料的设计
1 引言
多节渐缩圆锥管90°弯头是多节渐缩正圆锥管组成90°弯头的简称(俗称90°“牛角”弯头),它是陶瓷工厂燃油输送、窑炉助燃空气、冷却空气的输送及含烟含尘气体的排放、墙地砖干压成型工序及日用陶瓷制品、卫生陶瓷制品修坯工序通风除尘、干压成型用陶瓷粉料制备用喷雾干燥器热风管道及排湿排烟等管道工程中广泛应用的变径转弯构件。如:陶瓷工厂窑炉助燃空气、冷却空气的输送及含烟含尘气体的排放管道等常用的变径90°转弯构件,就是由多节圆锥度角相同的圆锥管通过咬边连接(薄板)或焊接(中厚板)后制成的管道附件,其接口处的结合线为椭圆,在其轴向投影面内重合为一直线。尽管一些资料[1~5]上介绍了多节渐缩圆锥管90°弯头工程图的画法及其展开料的设计计算,但因其缺乏系统性和完整性的叙述,难于理解,甚至有些观点还是错误的,不便于正确地指导实践生产。为此笔者通过相关文献加以综述,并提出自已的观点,供同行批评指正。
2 问题的提出
2.1多节(5节)圆管90°弯头工程图的绘制方法
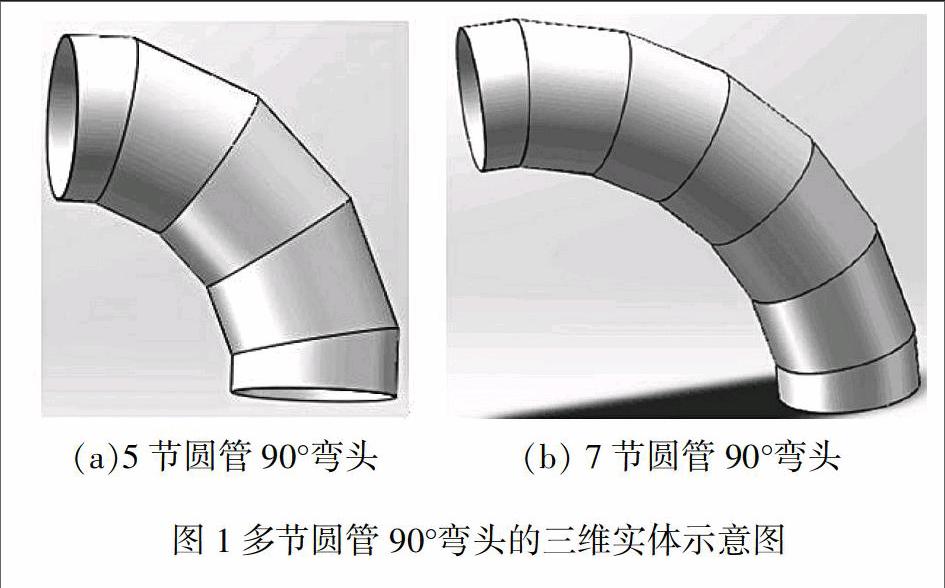
与多节渐缩圆锥管90°弯头一样,多节圆柱管90°弯头也是由多节圆柱管组成90°弯头的简称。同样,多节圆管90°弯头也是陶瓷工厂窑炉助燃空气、冷却空气的输送及含烟含尘气体的排放管道等常用的另一等径转弯构件,它是由多节直径相同的圆管(圆柱管的簡称)通过咬边连接(薄板)或焊接(中厚板或成品中厚壁圆管)后制成的。同样,其接口处的结合线也是椭圆,在其轴向投影面内仍重合为一直线。多节圆管90°弯头的三维实体示意图如图1所示,其中图1(a)为5节圆管90°弯头的三维实体示意图,图1(b)为7节圆管90°弯头的三维实体示意图。
实践生产中,多节圆管90°弯头可由n(n为大于2的整数,因为n=2时变成90°直角弯头)节切割成斜切口的圆管段组成,其中两端部圆管只有一端为斜切口,另一端为正切口。中间部分圆管段的两端均为斜切口,且中间部分圆管段中心线的长度为端部圆管段中心线长度的2倍,假设多节圆管90°弯头的弯曲半径为R=800mm,以5节外径为D=500 mm及壁厚为δ=4mm的圆管90°弯头为例进行分析,端节(两端部圆管段)的角度β(圆管段两端面与“虾米腰”弯头弯曲中心C连线所成的夹角)为:β=■=■=11.25°,中间部分圆管段的角度均为2β=22.5°;端节(两端部圆管段)中心线的长度h为:h=R·tanβ=800·tan11.25°=159.13(mm),中间部分圆管段中心线的长度均为2h =318.26mm。
如图2所示,我们可以作出外径为D=500 mm及壁厚为δ=4mm的圆管的轴向投影图,该圆管的轴向长度(高度)H为:H=2(n-1)·h=2·(5-1)·119.13=1273.04(mm)。在该轴向投影图中,由圆管底部A0处沿其轴心线向上依次截取长度为A0A1=h、A0A2=3h、A0A3=5h及A0A4=7h(其中h=159.13mm)与圆管的轴心线相较于点A1、A2、A3及A4,然后过点A1及点A3向“虾米腰”弯头的弯曲中心C侧作斜度角为β(β=11.25°)的直线,同时过点A2及点A4向“虾米腰”弯头的弯曲中心C侧的反方向作斜度角为负β(β=11. 25°)的直线,此四直线将圆管分割成5节。
2.1.1传统绘制法
如图2所示,若以第1节(从圆管底部A0处往上算起)圆管段(A0至A1之间的图形)为基础,将第2节圆管段(A1至A2之间的图形)绕其轴心线旋转180°后,再以其右侧的最低点为旋转中心,将整个图形逆时针方向旋转2β=22.5°后,叠加在第1节圆管段的上端部;再以第3节圆管段(A2至A3之间的图形)右侧的最低点为旋转中心,将整个图形逆时针旋转4β=45°后,再叠加在第2节圆管段的上端部;同样将第4节圆管段(A3至A4之间的图形)绕其轴心线旋转180°后,再以其右侧的最低点为旋转中心,将整个图形逆时针旋转6β=67.5°后,再叠加在第3节圆管段的上端部;最后以第5节圆管段(A4至A5之间的图形)右侧的最低点为旋转中心,将整个图形逆时针旋转8β=90°后,再叠加在第4节圆管段的上端部后,就获得了5节圆管90°弯头的工程图,如图3所示。
2.1.2快速绘制法
显然,上述传统绘图方法比较繁琐,尤其是等分圆管的节数更多时,劳动强度就更大,结果绘制多节圆管90°弯头的工程图所花费的时间就更长,绘图效率就更低。为此,我们可采用以下快速绘制多节圆管90°弯头工程图的方法。仍以5节圆管90°弯头为例进行描述,具体操作过程如下:
如图4所示,以5节圆管90°弯头的弯曲中心点C为圆心,以弯曲半径R=800mm作四分之一圆周分别与过点C的水平线和垂直线相交于点A0和点A5,然后过点A0向上作垂线与过C 点沿直线CA0逆时针方向旋转β的直线交于点A1;紧接着过点A1作上述四分之一圆周的切线与过C 点沿直线CA1逆时针方向旋转2β的直线交于点A2;紧接着再过点A2作上述四分之一圆周的切线与过C 点沿直线CA2逆时针方向旋转2β的直线交于点A3;随后过点A3作上述四分之一圆周的切线与过C 点沿直线CA3逆时针方向旋转2β的直线交于点A4;直线连接点A4和点A5。随后再分别以点A0、点A1、点A2、点A3、点A4和点A5 为圆心,以圆管直径D为直径作圆A0、圆A1、圆A2、圆A3、圆A4和圆A5共6个圆。其中圆A0与直线CA0相交点B和点D,圆A5与直线CA5相交点E和点F。分别过点B和点D作圆A1的切线,同样,分别过点E和点F作圆A4的切线。然后,依次作出圆A1与圆A2、圆A2与圆A3及圆A3与圆A4之间的外公切线。最后,依次直线连接圆A1、圆A2、圆A3和圆A4内、外两侧的切线及外共切线的相应交点以及内外两侧的切线及外共切线后,获得如图4所示的图形。为了使图形表达得更为清晰,省略各辅助圆及相应的相交线后就转变成5节圆管90°弯头的工程图,如图3所示。
2.2多节(5节)渐缩圆锥管90°弯头目前“公认”工程图的画法
多节(5节)渐缩圆锥管90°弯头的三维实体示意图如图5所示。
假设多节渐缩圆锥管90°弯头由5节圆锥管组成,其技术参数为:弯曲半径为R=800mm,圆锥管的最大外径为D=600 mm,圆锥管的最小外径为d=350 mm及壁厚为δ=4mm,与5节圆管90°弯头一样,端节(两端部圆锥管段)的角度β(圆锥管段两端面与“牛角”弯头弯曲中心C连线所成的夹角)为:β=■=■11.25°,中间部分圆锥管段的角度均为2β=22.5°;端节(两端部的圆锥管段)中心线的长度h为:h=R·tanβ=800·tan11.25°=159.13(mm),中间部分圆锥管段中心线的长度均为2h =318.26mm。
如图6所示,我们可以作出最大外径为D=600 mm、最小外径为d=350 mm及壁厚为δ=4mm的圆锥管的轴向投影图,该圆锥管的轴向长度(高度)H为:H=2(n-1)·h=2(5-1)·119.13=1273.04(mm)。在该轴向投影图中,由圆锥管底部A0处沿其轴心线向上依次截取长度截取长度为A0A1=h、A0A2=3h、A0A3=5h及A0A4=7h(其中h=159.13mm)与圆锥管的轴心线相较于点A1、A2、A3及A4,然后过点A1及点A3向“牛角”弯头的弯曲中心点C侧作斜度角为β的直线,同时过点A2及点A4向“牛角”弯头的弯曲中心点C侧的反方向作斜度角为负β的直线,此四直线将圆锥管分割成5节。
根据圆锥管的性质,获得各节圆锥管等分點处的半径缩减率:
S=■=■=15.625(mm)
显然,等分点A1、点A2、点A3及点A4处水平截面圆的半径R1、R2、R3及R4分别为:
R1=■-S=■-15.625=284.375(mm)
R2=■-3S=■-3×15.625=253.125(mm)
R3=■-5S=■-5×15.625=221.875(mm)
R4=■-7S=■-7×15.625=190.625(mm)
同样,按照多节圆管90°弯头工程图的快速绘制方法,绘制5节渐缩圆锥管90°弯头工程图。如图6所示,以5节渐缩圆锥管90°弯头的弯曲中心点C为圆心,以弯曲半径R=800mm作四分之一圆周分别与过点C的水平线和垂直线相交于点A0和点A5,然后过点A0向上作垂线与过C 点沿直线CA0逆时针方向旋转β(β=11.25°)的直线交于点A1;紧接着过点A1作上述四分之一圆周的切线与过C 点沿直线CA1逆时针方向旋转2β的直线交于点A2;紧接着再过点A2作上述四分之一圆周的切线与过C 点沿直线CA2逆时针方向旋转2β的直线交于点A3;随后过点A3作上述四分之一圆周的切线与过C 点沿直线CA3逆时针方向旋转2β的直线交于点A4;直线连接点A4和点A5。随后再分别以点A1、点A2、点A3、点A4为圆心,以R1、R2、R3及R4为半径作圆A1、圆A2、圆A3、圆A4;以点A0为圆心,以圆锥管的最大外径D=600 mm为直径作圆A0,圆A0与直线CA0相交点B和点D;以点A5 为圆心,以圆锥管的最小直径d=350mm为直径作圆A5;同样,圆A5与直线CA5相交点E和点F。分别过点B和点D作圆A1的切线,同样,分别过点E和点F作圆A4的切线。然后,依次作出圆A1与圆A2、圆A2与圆A3及圆A3与圆A4之间的外公切线。最后,依次连接圆A1、圆A2、圆A3和圆A4内、外两侧的切线及外共切线的相应交点以及内外两侧的切线及外共切线后,获得如图7所示的图形。为了使图形表达得更为清晰,省略各辅助圆及相应切线、外公切线的相交线后就转变成5节圆锥管90°弯头目前通常“公认”的工程图[1~5],如图8所示。
事实上,如图8所示5节渐缩圆锥管90°弯头目前 “公认”的工程图是错误的,因为经测量各节圆锥管的锥度角可知,它们是互不相等的,显然与多节渐缩锥管90°弯头的定义是自相矛盾的。5节渐缩圆锥管90°弯头工程图的正确画法介绍如下。
3 多节(5节)渐缩圆锥管90°弯头工程图的正确画法
如图6所示,与多节(5节)圆管90°弯头工程图的传统绘制方法一样。若以第1节(奇数节)圆锥管段(从圆锥管底部A0处往上算起,A0至A1之间的图形)为基础,将第2节(偶数节)圆锥管段(A1至A2之间的图形)绕其轴心线旋转180°后,再以其右侧的最低点为旋转中心,将整个图形逆时针方向旋转2β=22.5°后,叠加在第1节圆锥管段的上端部;再以第3节(奇数节)圆锥管段(A2至A3之间的图形)右侧的最低点为旋转中心,将整个图形逆时针旋转4β=45°后,再叠加在第2节圆锥管段的上端部;同样将第4节(偶数节)圆锥管(A3至A4之间的图形)绕其轴心线旋转180°后,再以其右侧的最低点为旋转中心,将整个图形逆时针旋转6β=67.5°后,再叠加在第3节圆锥管段的上端部;最后以第5节(奇数节)圆锥管段(A4至A5之间的图形)右侧的最低点为旋转中心,将整个图形逆时针旋转8β=90°后,再叠加在第4节圆锥管段的上端部后,就获得了5节渐缩圆锥管90°弯头的工程图,如图9所示。所以说,对于多节(n节,n为大于2的整数,因为n=2时变成90°直角弯头,不属于90°弯头的范畴)渐缩圆锥管90°弯管的工程图的画法可归纳如下:
(1)作出圆锥管分成n节的等分示意图(如图6所示,n=5)
(2)以第1节圆锥管段为基础,即作为n节渐缩圆锥管90°弯管工程图的底部。
(3)然后依次将偶数节圆锥管围绕轴心线旋转180°后,奇数节圆锥管不需旋转。再沿各自图形低端的最高点沿“牛角”弯头的弯曲中心侧旋转2(n-1)·β叠加在上一节圆锥管段的上端部,直至完成第n节圆锥管的叠加后,就获得多节(n节)渐缩圆锥管90°弯管的工程图(如图9所示,n=5)。
显然,比较图8和图9可知,其区别是非常明显的。主要表现在以下几方面:
(1)多节(5节)渐缩圆锥管90°弯头的弯曲半径随着圆锥管外径的逐渐减小而依次减小,由底部第1节圆锥管段(圆锥管最大外径端)处的最大值R=800mm依次减小至顶部第5节圆锥管段(圆锥管最小外径端)的最小值777.39mm。
(2)除底部第1节圆锥管段上端部的轴向投影线与第1节的角度线重合外,其余各节圆锥管段上端部的轴向投影线都超出其角度线一定距离,至最末节(第5节)达到最大超出值。
(3)各节圆锥管的轴心线是不再是相交的,并且从底部第1节圆锥管段开始依次向弯曲中心点C侧偏移。
(4)形成90°弯头后,其顶端第5节圆锥管段的轴向长度超出90°角度线一定距离。
(5)各节圆锥管的锥度角处处相等。
所以说,多节(5节)渐缩圆锥管90°弯头工程图的正确画法如图9所示。
4 造成多节(5节)渐缩圆锥管90°弯头工程图绘制错误的原因
仅根据多节(5节)圆管90°弯头工程图的特点,而忽视了圆柱管与圆锥管之间的差异,随意省略了繁复的绘图过程,仅凭主观猜想推断出多节(5节)渐缩圆锥管90°弯头目前“公认”的工程图的画法是造成多节(5节)渐缩圆锥管90°弯头工程图绘制错误的原因。发现这一错误其实很简单,只需测量各节(5节)圆锥管段的锥度角(如图8所示),因为它们是互不相同的,显然这与多节渐缩锥管90°弯头的定义是自相矛盾的。所以说,多节(5节)渐缩圆锥管90°弯头目前“公认”的工程图的画法是错误的。
5 多节(5节)渐缩圆锥管90°弯头展开料的设计
5.1设计计算
多节(5节)渐缩圆锥管90°弯头展开料的设计可以看成是如图6所示圆锥管展开料的设计。根据板料折弯(也称滚弯)成型圆锥管(正圆锥台筒体)的特性,可知其展开图是以中性面(到圆锥管内、外表面距离相等的点所组成的面)进行设计计算的,其等分方法同图6所述,其展开料的设计计算原理图如图10所示。同时,如图6所示的圆锥管就是一个正圆锥台筒体,正圆锥台筒体的展开图是一个扇形[1~5],且扇形的内径、外径及其圆心角与正圆锥台的大径D0、小径d0及高度H具有下例关系:
D0=D-δ=600-4=596(mm)
d0=d-δ=350-4=346(mm)
H=8h=8×159.13=1273.04(mm)
锥度角:
γ=2tan■■=2tan■■=11.22°
若设正圆锥台顶部正圆锥体的高度为H0,根据正圆锥台及其顶部正圆锥体的特性可得:■=■
那么可得:H0=■=■=1761.89(mm)
所以说,正圆锥台展开成扇形的外圆半径R6、内圆半径R7及圆心角α分别如下:
R6=■)■=■)■
=3049.52(mm)
R7=■)■=■)■=1770.36(mm)
α=■×■=■×■=■=35.18°
5.2作图
(1)5节渐缩圆锥管90°弯头的展开图
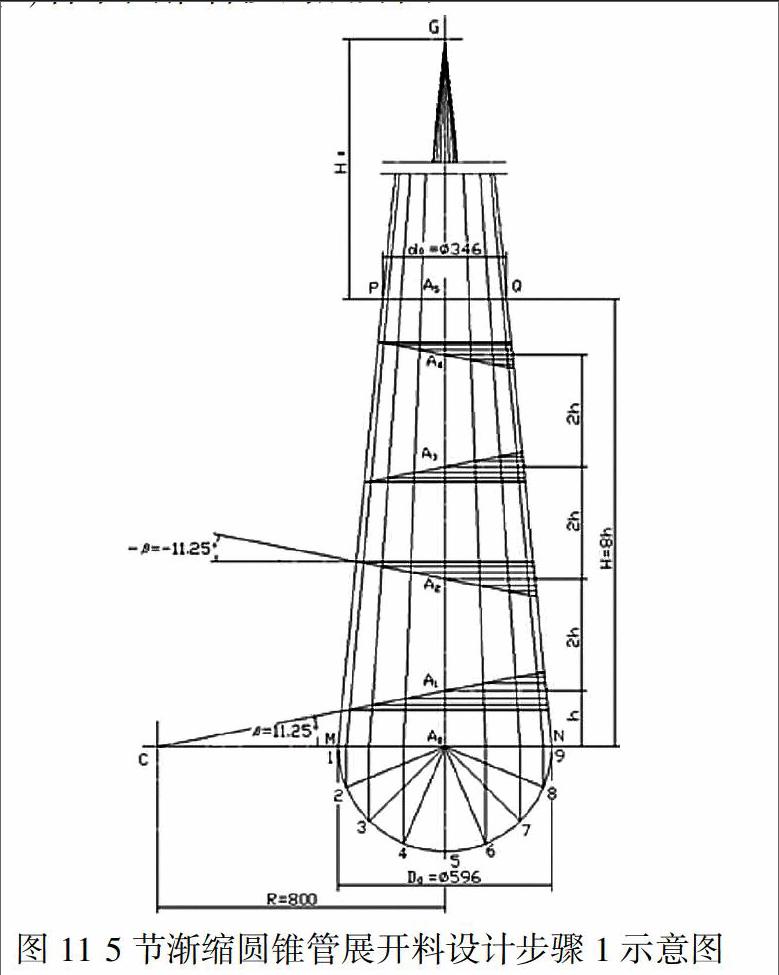
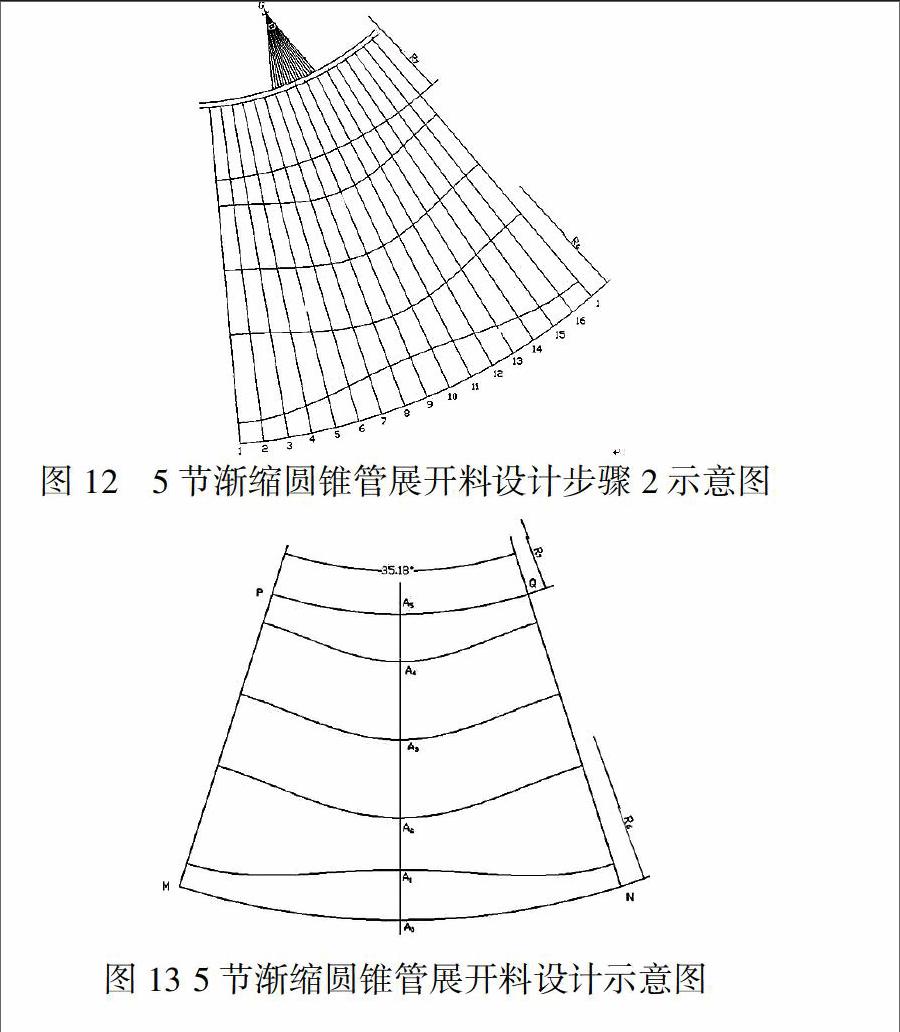
如图10所示,延长两素线MP和NQ以及轴心线A0A5相交于点G(如图11所示),其中素线GP与素线GQ长度相等,且等于展开料(扇形)的内圆半径R7;同样,素线GM与素线GN长度相等,且等于展开料(扇形)的外圆半径R6;可据此对扇形的内、外圆半径R7、R6的计算值进行验证。然后,过点G作外圆半径为R6、内圆半径为R7及圆心角为α的扇形,如图12所示。显然该扇形就是5节渐缩圆锥管90°弯头的展开图。各节圆锥管段的展开料的设计如下:
(2)各节圆锥管段的展开图
如图11所示,将正圆锥台筒体中性面的大徑圆D0=596mm分成16等份,对应的等份点依次标记为点1~16(图中仅画出前面可见的9个等份点)。如果过各等份点1~9依次向直线MN(大径圆直径)作垂线,依次交直线MN与点1~9(为了让图形更清晰,各点已省略),过点1~9依次与顶点G直线连接,与过点A1的等份线分别交于点1”~9”,紧接着过点1”~9”作直线MN的平行线(水平线)交素线GN于点1*~9*,再依次分别以素线G1*~G9*为半径,以点G为圆心作各圆(如图12所示),与过扇形圆心角顶点G(也就是圆锥体的顶点)将扇形分成16等份的各等份线依次交于点1#~9#,采用曲线光滑连接点1#~9#,然后利用扇形的对称性的特性作出点10#~16#和1#,再次采用曲线光滑连接点10#~16#和1#(同样为了图形更清晰,省略辅助圆及其交点),获得如图12所示的第2条曲线(从下往上算起)。同理,可以作出如图12所示的第3条曲线、第4条曲线及第5条曲线(从下往上算起)。为了使图形更加清晰,省略各辅助线及辅助圆后,获得各节圆锥管段的展开图如图13所示。从下到上, 依次为第1节圆锥管段(A0至A1之间的区域)、第2节圆锥管(A1至A2 之间的区域)、第3节圆锥管段(A2至A3之间的区域)、第4节圆锥管段(A3至A4之间的区域)及第5节圆锥管段(A4至A5之间的区域)。再在各节圆锥管段的上下端部留放咬边余量或者制作焊缝坡口后,即得各节圆锥管的展开料的设计,然后折弯成型为圆锥筒段,最后通过通过咬边连接(薄板)或焊接(中厚板)后制成多节(如5节)渐缩圆锥管90°弯头。
参考文献
[1] 翟洪绪. 实用钣金展开计算法[M]. 化学工业出版社, 2000.
[2] 孔令云. 基于SolidWorks的渐缩弯头展开新方法[J]. 机械设计与研究, 2010, 26(2):11-13.
[3] 冯剑, 盛乔林, 严建华,等. 基于SolidWorks的渐缩弯头钣金放样[J]. 机械工程师, 2011(4):51-52.
[4] 王军. 多节渐缩圆锥管90°弯头展开下料计算机数字化[C]// 中国科协青年学术会议. 2001.
[5] 四节渐缩弯头展开的尺规作图法.百度文库.
猜你喜欢
钢管(2021年2期)2021-11-30
装备制造技术(2021年5期)2021-08-14
阅读(科学探秘)(2020年8期)2020-11-06
装备制造技术(2020年12期)2020-05-22
电子测试(2018年10期)2018-06-26
制造技术与机床(2017年6期)2018-01-19
民间故事选刊·上(2017年5期)2017-05-17
天津城建大学学报(2015年5期)2015-12-09
中外文摘(2015年6期)2015-11-22
橡胶工业(2015年6期)2015-07-29