燃烧实验与陶瓷窑炉过剩空气系数检测数据分析
2017-04-06 17:27江海东
佛山陶瓷 2017年3期
江海东


摘 要:根据煤气燃烧实验和典型陶瓷辊道窑炉的测试数据,分析过剩空气系数对于窑炉能耗影响和目前陶瓷辊道窑炉运行当中不同燃烧区域过剩空气系数的情况,最后提出辊道窑炉空气过剩系数的分段控制和窑炉燃烧系统设计的建议。
关健词:过剩空气系数;辊道窑炉
1 引言
陶瓷产品种类繁多,佛山地区以生产瓷质砖为主,数十条瓷质砖辊道窑炉以燃用发生炉煤气和天然气为主。建筑陶瓷工艺决定其产品烧成过程采取弱氧化气氛,所以燃烧中的氧化剂——空气(氧气)要相对过剩,但该部分过剩的空气又会在燃烧后带走燃烧产生的显热,这势必造成热能的浪费[1]。历来关于辊道窑炉的助燃空气配比对窑炉能耗的影响研究众多,减少过量空气输入降低过剩空气系数有利于节能降耗已成为共识,但目前窑炉鲜见配置相应检测仪器,实际窑炉运行当中对该指标无检测,司炉人员基本不考虑过量助燃空气引起的能耗变化。
辐射管实验炉的加热模式虽然与辊道窑炉不同,但其燃烧工况的炉温变化实验数据可借鉴进行辊道窑炉的燃烧系统分析,其数据直观印证了降低过剩空气系数有利于降低能耗。同时,对佛山和周边地区的典型陶瓷辊道窑炉的过剩空气系数进行检测,对比辊道窑炉的不同运行工况,分析窑炉不同区域空气过剩空气系数的情况。
2 煤气燃烧实验
制作一辐射管燃烧实验炉,采用固定气源提供的平均热值7556.3 kJ/Nm3的半水煤气混合一定比例氮气模拟不同热值的煤气,并调整助燃空气供给量,对不同热值煤气、助燃空气配比情况下辐射管实验炉的燃烧工况进行记录,分析炉温、排烟温度、排烟成分等数据变化情况。
设计辐射管燃烧实验的本意为通过半水煤气当中掺入氮气模拟低热值燃气,研究低热值燃气替代半水煤气的可行性[2]。但实验数据用作分析过剩空气系数变化对炉温的影响具有一定普遍意义,能直观印证降低过剩空气系数对提高炉温有利,佐证低过剩空气系数有利于降低能耗。
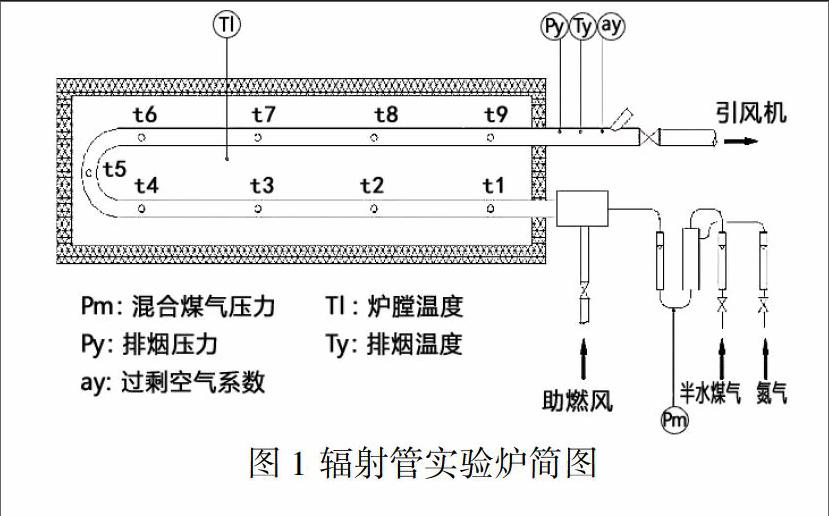
2.1实验炉的制作
实验炉内置一根辐射管,管四周留150 ~ 200 mm空间,炉内壁采用硅酸铝纤维板保温,炉膛中央安装一测温热电偶检测炉温。半水煤气管、氮气管安装调节阀、气体转子流量计、气体压力测量仪表,半水煤气和氮气经气体混合器混合后进入燃烧器。辐射管壁上均布九支埋入式热电偶,所有热电偶均采用补偿导线接入温度显示器。 辐射管排烟引经引风机排走,排烟管上安装测温热电偶、测压管、气体成分检测仪器。实验采用的主要检测仪器:K分度热电偶(补偿导线)、TESTO327烟气分析仪和奥式气体分析仪。
2.2实验操作步骤
实验炉经过3 h燃烧后,炉温稳定在750℃左右,期间每15 min记录燃烧参数及取煤气样化验一次,连续测试2 h,各参数最后取平均值作以分析。
通过调节掺入氮气量与半水煤气混合,模拟不同热值发生炉煤气燃烧,并调整助燃空气供给量。各种不同热值的发生炉煤气燃烧连续测试2 h,每15 min记录燃烧参数及取煤气样化验一次,各参数最后取平均值作以分析。
2.3实验数据和分析
实时调节半水煤气与氮气混合比例,产生不同热值的煤气并分别进行了燃烧试验,热值范围为7556.3~5925.5 kJ/Nm3,各实验组当中控制燃气总输入热量接近(约111 MJ/h)。并在5925.5 kJ/Nm3热值的燃气工况下特别调整助燃空气输入量,以获得较低助燃空气过剩系数。5925.5 kJ/Nm3的煤气热值与目前佛山地区陶瓷砖辊道窑炉使用的发生炉煤气热值相近。实验详细数据记录整理如下表。
对实验数据分析如下:
(1)实验流程当中输入燃气的单位气体热值总体呈下降趋势,通过增加燃气流量控制输入总热值接近(约111MJ/h)。随着助燃空气供给量降低,实际体现指標为烟气当中检测的含氧量不断下降,过剩空气系数αpy降低,实验炉温和排烟温度总体呈上升趋势。
(2)随着过剩空气系数αpy降低,煤气燃烧后产生的烟气量总体呈下降趋势,按单位输入热量产生的烟气量同样为下降趋势。烟气量的降低明显与助燃空气供给量下降直接相关。
(3)掺入氮气量最大、热值最低(5925.5 kJ/Nm3)的两组数据与纯半水煤气(7556.3 kJ/Nm3)组数据相比,总输入热量仅稍增0.36 ~ 1.54%,但由于过剩空气系数αpy由1.76降低至1.15 ~ 1.11其实验炉温由770.4℃上升至806 ~ 819℃。
(4)在掺入氮气后,燃气热值相对接近的后5组实验数据当中,实验输入总热量波动幅度不大,介乎于平均值-1.97 ~ 4.76%,随过剩空气系数αpy降低,实验炉温上升,上升趋势明显。
3 典型陶瓷辊道窑炉的过剩空气系数检测
籍佛山市陶瓷企业开展“十三五”能源审计当中对重点用能设备开展能效检测的机会,对在用正常生产的典型陶瓷辊道窑炉的过剩空气系数进行检测,通过实测窑炉各个燃烧段落的排烟成分,分析过剩空气系数αpy在窑炉的整个燃烧段落的区域变化情况。
3.1 被检测窑炉的基本情况
检测了十数条陶瓷辊道窑炉,抽取工况较为稳定的4条典型陶瓷辊道窑炉的检测数据进行分析,窑炉宽度为2.8 ~ 3.4 m、长度180 ~ 260 m,其中3条窑炉的助燃风为常温入炉和1条助燃空气预热达345 ~ 425℃后入炉。窑炉产品为釉面砖和瓷质砖,产量为430 ~ 590 m2/h,窑炉最高烧成温度为1117 ~ 1230℃。
3.2检测操作情况
窑炉生产工况稳定情况下,在辊道窑炉的烧成段至预热段区域的观火孔和排烟风机前的排烟管取样进行烟气成分检测,检测位置按窑炉长度方向平均取点,排烟管检测点定位于排烟风机前。窑炉炉体检测采用长度约1.2 m的Φ8 mm陶瓷管插入,穿越炉墙保温材料探入炉膛内部,引出烟气进行检测,原则上窑炉两侧相同段落取点检测,数据取平均值;排烟管检测点取样管中心烟气。检测采用的主要检测仪器: TESTO327烟气分析仪。
为便于数据对比分析,炉体检测点按区域功能进行分类汇总,具体布置如图6示。
3.3检测数据和分析
按窑炉炉体功能区域分类汇总检测数据,详细记录数据整理如下表。
由数据表和图分析如下:
(1)目前大多数墙地砖的辊道窑炉均采用气体燃料,燃烧过剩空气系数控制在1.10~1.15即可[4]。上述所有窑炉的实测过剩空气系数αpy均明显高于燃气窑炉的理论燃烧系数。采用热风助燃的窑炉,据有关数据,与一般常温助燃风窑炉相比,节能率可达8.24%,其设计用能方案先进[5]。虽然4#窑炉设计理念较为先进,窑炉余热用于加热助燃空气,预热后热风温度高达345 ~ 425℃,但实测助燃空气供给量仍较大,其实测过剩空气系数αpy与传统常温助燃空气入炉的窑炉并未有明显差距。
(2)1#、2#窑炉的烧成段空气系数明显高于正常水平,考虑为急冷段风阀板密封不良导致急冷带冷风渗入烧成带引起。如无特殊工艺原因,该渗入冷风显然对该窑炉烧成段能耗有较大影响。
(3)按一般经验,窑炉段落往排烟风机方向接近,由于窑炉负压不断增大,密封部位不断渗入空气,过剩空气系数αpy将不断增大,图示曲线应呈现缓慢上升状,但1#窑炉图例曲线比较平直,并无明显呈现该状况。对此,考虑为该窑炉的密封结构及日常运行管理较好,炉膛气氛控制较为严谨,实际上有利于降低用热能耗。
(4)预热区当中,砖坯随温度升高,坯釉等将发生一系列物理化学反应,为使坯体氧化分解完全,必须提供充足的氧气[6]。窑炉预热段至排烟风机段,窑炉的检测数据均出现过剩空气系数αpy飞跃提升,过量空气并非由燃烧器助燃风过量供给引起,而是为了给砖坯氧化提供充足氧气而设置的鼓风口直接送风导致。另外还有少数窑炉特意在排烟风机入口附近开设漏风口,额外渗入常温空气,造成排烟管位置检测的过剩空气系数远高于窑内平均水平。该段区域αpy的提升,总体反映出该区域的目前窑炉运行操作有意渗入空气,其直接效果为:降低了排烟温度,增大了排烟量。
4 结论
结合煤气燃烧实验和窑炉检测的数据,在低空气过剩系数实现窑炉节能降耗方面有如下的启示和建议。
4.1煤气燃烧实验的启示
煤气燃烧实验直观证明了较低助燃空气过剩系数有利于提高炉温,陶瓷辊道窑炉加热砖坯至烧成成型,炉温最高达1250℃左右,降低空气过剩系数无疑能起到明显节能作用。
4.2空气过剩系数的分段控制
考虑到陶瓷砖烧制过程中不同的工艺需求,预热段、烧成段对窑炉气氛要求不同,不同产品的气氛要求也不同,整体控制单一的空气过剩系数并不合适,正确的方案为合理分段控制。现有辊道窑炉鲜有见到配备烟气成分分析仪器,通常仅以人工观火色的方式进行助燃风量控制,根本不可能滿足空气过剩系数分段检测、控制的精度和时效要求。
准确合理的分段控制必然要求窑炉配置相应的检测仪表(烟气检测仪表),事实上空气过剩系数的控制实际为空燃比的调整。目前陶瓷辊道窑炉往宽体、长窑方向发展,已有窑炉长度达到400 m,当中燃气流量和助燃空气量的控制装置和测量反馈装置并非单一仪器仪表,而是一个复杂的燃烧控制系统工程,很明显现有窑炉设计和在用的检测、控制装备都远远未满足分段控制的要求。
4.3基于控制空气过剩系数的窑炉燃烧系统设计的建议
过剩空气系数调整涉及整个燃烧系统,燃气和助燃空气供给配比调整涵盖了燃气燃烧器、燃气管路、助燃空气管路、助燃风机等设备和装备的控制。辊道窑炉燃烧段落距离长,燃烧器数以百计,燃气和助燃风管路较为复杂。传统的流量控制以流量调节阀为核心,通过特殊阀芯结构的开闭空隙对管路系统阻力进行调整,配合离心输送装备(例如:风机、水泵)定频工况下的固定的压力流量特性达到流量调整的目的。
随着窑炉负荷变化,燃气和助燃空气两方面都需要进行调整。事实上调整流量同时意味着压力变化,燃气和助燃风压力变化后,燃烧器的性能工况随之也发生变化,火焰长度、燃气流速各个方面均发生改变,所以在调整过剩空气系数之后,将直接影响到燃烧器的燃烧效果,很大程度影响着辊道窑炉的加热工况,最终影响着陶瓷砖的烧成质量。现在变频驱动应用广泛,在窑炉风机上已成为基本配置,变频风机的压力流量特性非固定,更使得系统调整趋于复杂。
过剩空气系数调整是一个系统的调整,正因为如此,单独对燃烧器或者风机等进行改善或者调整,而非立足于整个系统联合调整,容易导致系统失调;其实,过剩空气系数的调整控制难度不低。所以在现有辊道窑炉上针对过剩空气系数单独对某方面进行改良,比如说仅仅进行低空气配比节能燃烧器改造,往往最终节能效果实现的同时容易出现产品质量问题,这正是众多用于其他工业加热设备(例如:锅炉,热风炉)等单机运行良好的原理、结构、性能都比较好的燃烧器在辊道窑炉上应用效果不好的原因之一。
简而述之,窑炉燃烧系统上应该配置合理的计量、检测仪表,并配置控制装备,燃烧器和相关管路系统应开展系统性研究,以设计出满足辊道窑炉生产要求、调节性能佳的单元器件及综合控制系统。
参考文献
[1] 王业勤.吴文武. 浅谈空气过剩系数对窑炉操控及节能的影响[J]. 佛山陶瓷. 2016(9):38-39.
[2] 张裕泰,夏远萍. 镀锌板生产线退火炉辐射管燃烧实验研究 [J]. 工业加热. 2003(1):46-48.
[3] 中国建筑材料联合会. GB/T23459《陶瓷工业窑炉热平衡、热效率测定与计算方法》.2009年.
[4] 谢炳豪.谭映山.胡卫. 墙地砖生产辊道窑的燃烧状态检测与调节[J]. 佛山陶瓷. 2016(7):1-3.
[5] 谢炳豪. 窑炉能耗调查数据分析及节能措施[J]. 佛山陶瓷.2014(9):35-38.
[6] 中国硅酸盐学会陶瓷分会建筑卫生陶瓷专业委员会. 现代建筑卫生陶瓷技术手册[M]. 北京. 中国建材工业出版社. 2010.4.
猜你喜欢
冶金设备(2019年6期)2019-12-25
消防界(2019年9期)2019-09-10
山东冶金(2019年3期)2019-07-10
山东冶金(2019年2期)2019-05-11
材料与冶金学报(2019年1期)2019-03-08
江苏建材(2018年2期)2018-05-21
中国铸造装备与技术(2017年6期)2018-01-22
电子制作(2017年13期)2017-12-15
中国陶瓷工业(2015年4期)2016-01-05
陶瓷学报(2015年4期)2015-12-17