
热处理制度对选择性激光熔化成形TC4钛合金的组织与力学性能的影响
2017-04-14 12:28李文贤易丹青刘会群王斌
粉末冶金材料科学与工程 2017年1期
李文贤,易丹青,刘会群,王斌
(中南大学 材料科学与工程学院,长沙 410083)
热处理制度对选择性激光熔化成形TC4钛合金的组织与力学性能的影响
李文贤,易丹青,刘会群,王斌
(中南大学 材料科学与工程学院,长沙 410083)
采用金相显微镜、扫描电子显微镜和电子万能材料试验机研究热处理制度对选择性激光熔化成形技术(SLM)成形TC4(Ti6Al4V)钛合金显微组织和力学性能的影响。结果表明:激光成形样品的组织主要由呈外延生长的粗大柱状晶组成,原始柱状β晶粒的显微组织由大量的针状α′相组成;随退火温度升高,条状α相的宽度先增加后降低,强度降低,塑性增加;在(α+β)两相区固溶时,随固溶温度升高,α相的长宽比增加,α相的间距减小,α束集变大,强度升高,塑性降低;对比该7种热处理制度,800 ℃保温2 h炉冷为最佳热处理工艺,经该工艺处理的试样综合力学性能较好。
选择性激光成形;TC4钛合金;热处理;力学性能
金属钛及其合金具有较高的抗拉强度和抗疲劳强度、较低的弹性模量、低密度以及良好的抗腐蚀性能,被广泛应用于航空航天以及生物医学领域[1]。选择性激光(SLM)成形技术作为一种新型的增材制造技术,无需模具,可以不受其复杂形状以及尺寸规格繁多的限制,直接成形出净尺寸和结构复杂的零部件,致密度可达100%,力学性能达到锻件标准,具有制造速度快、节约材料以及降低成本等优点[2-4]。TC4钛合金的显微组织对力学性能的影响很大,可以通过调控热处理制度改善其显微组织并提高力学性能。FACCHINI等[5]研究发现,SLM成形过程中极快的冷却速度使得TC4钛合金的组织含有大量针状马氏体,具有这种组织的合金有很高的强度,但韧性较差[6]。XU等[7]研究发现,通过调节 SLM 成形工艺参数可以使得 TC4钛合金SLM 成形态的马氏体 α'相原位分解,最终获得超细(α+β)片层组织,合金伸长率可以提高到11.4%,但韧性依然较低。因此,SLM成形的TC4钛合金需要后续热处理来获得适合于工业应用的组织和性能。通过后续热处理改善SLM成形TC4钛合金的组织性能方面的研究很少[8-9],相关文献中所使用的热处理制度为标准热处理工艺。虽然传统TC4钛合金的热处理工艺已经非常成熟,很多学者对组织形貌的调控[10-11]、高温下α相的百分含量[12]以及建立CCT曲线[13]等进行了大量的研究,但是所研究的合金初始组织状态是轧制退火态或者是经过一定程度预变形的状态[14]。而SLM成形TC4钛合金的组织为马氏体组织,合金初始状态在相同热处理工艺下所获得的组织性能有所不同,因此,有必要对TC4钛合金的SLM成形态在不同热处理条件下的演变规律及其对合金性能的影响进行系统的研究。基于以上认识,本文以 SLM 成形的TC4钛合金为研究对象,研究不同热处理制度对其组织和室温拉伸性能的影响规律,以期为 TC4钛合金SLM成形件的组织控制和力学性能优化奠定基础。
1 实验
实验材料为氩气气雾化法制备的 TC4钛合金粉末,粉末粒径在0~53 μm之间,粉末的形貌如图1(a)所示,粉末基本为球形。
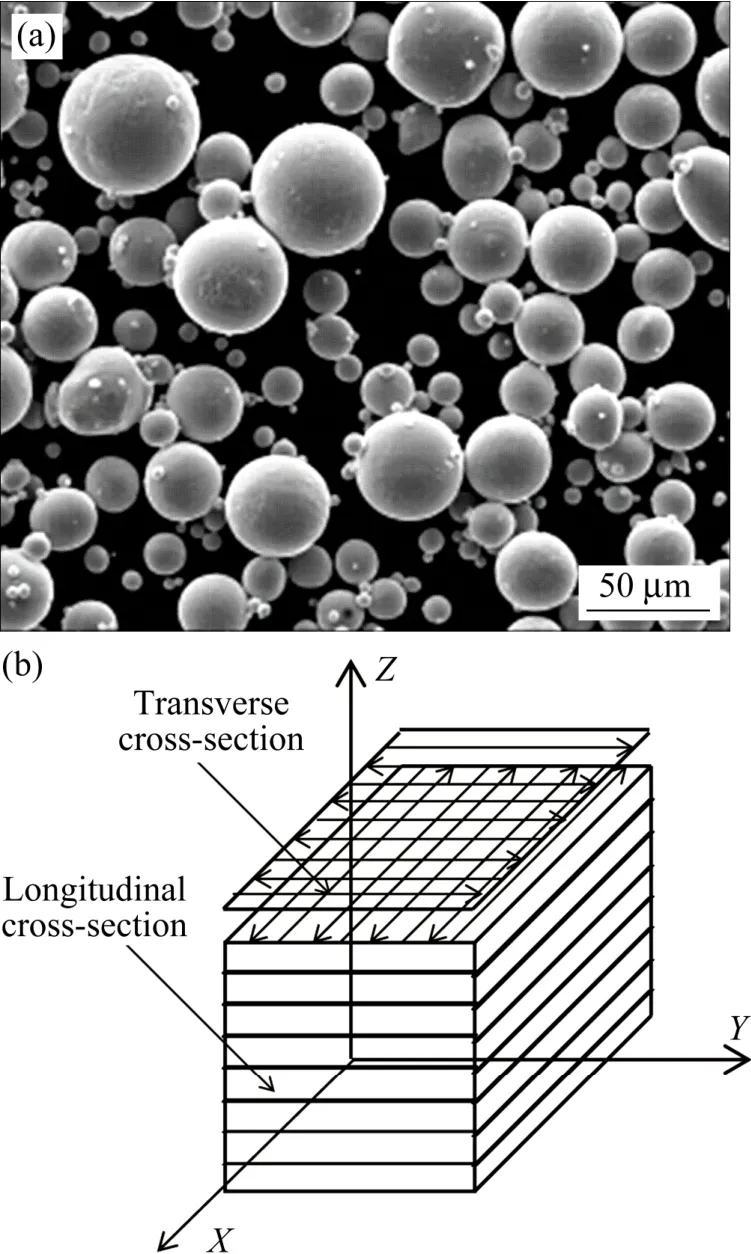
图1 TC4钛合金粉末的表面形貌及激光扫描成形的示意图Fig.1 SEM image of TC4 powder (a) and diagram of the laser scanning strategies (b)
成形前采用真空干燥箱对粉末进行干燥处理,干燥温度60 ℃,干燥时间2 h,以消除粉末吸潮对成形质量可能带来的影响。激光熔化成形是在HRPM-Ⅱ型选择性激光熔化设备上进行,激光功率P为160 W,扫描速度为300 mm/s,扫描间距为80 μm,铺粉厚度为 40 μm(铺粉厚度一般大于或等于粉末的平均粒径[15]),激光扫描方式采用简单的交叉光栅扫描,图1(b)为激光扫描成形的示意图。为防止成形件在成形过程中发生氧化,在实验过程中充入氩气作为保护气体。成形样在管式电阻炉和箱式电阻炉中进行热处理,热处理工艺参数表1所列。

表1 SLM成形TC4钛合金热处理工艺Table 1 Treatment process of the SLM-produced TC4 titanium alloy
采用Polyvar-MET型光学显微镜观察合金的显微组织,金相腐蚀剂配比为HF:HNO3:H2O=10:5:85。在INSTRON3369型电子万能材料试验机上测试试样的室温拉伸性能,并用Sirion200型场发射扫描电子显微镜观察试样的断口形貌。
2 结果与讨论
2.1 选择性激光熔化成形TC4钛合金的组织
图 2所示为 SLM 成形 TC4钛合金的金相组织照片。由图可知成形件内部没有明显的熔覆道搭接晶界。对比可知,横截面的显微组织与纵截面的显微组织呈现完全不同的形貌。横截面的显微组织主要由等轴晶组成,大小约为120 μm;纵截面主要由呈外延生长的粗大β-Ti柱状晶组成,宽度约为120 μm。纵截面宏观组织呈现明暗交替生长的现象是因为晶粒的不同结晶学取向所致,柱状晶主轴垂直于激光束扫描面而贯穿多个熔覆层。成形件横截面呈现这样的显微组织形貌主要是因为在 SLM 成形过程中,熔池的温度梯度基本垂直于激光扫描面方向,熔池底部是熔池凝固开始的地方,当激光束扫描粉末层时重熔了上一层已经凝固的柱状晶的顶端,从而上一层未熔柱状晶顶端成为了该层定向凝固的晶核,因而前层的原始柱状晶粒将沿着沉积方向继续外延生长[16]。
由图2可以观察到成形件原始β晶内的微观组织主要由具有一定取向的针状马氏体α'相组成。这是因为,在SLM成形时,TC4钛合金在快速冷却过程中通过非扩散切变形成 α′相,α'相呈六方结构,与体心立方的β相近似保持Burgers关系[17]:(110)β// (001)α;〈111〉β//〈110〉。

图2 SLM成形Ti6Al4V钛合金的金相组织照片Fig.2 Optical micrographs of the SLM-produced TC4 samples
2.2 退火制度对 SLM 成形 TC4钛合金显微组织的影响
图3所示为SLM成形TC4钛合金在不同退火温度的金相显微组织照片。由图可知,随退火温度升高,条状α相的宽度先增加后减小,当退火时间为4 h,退火温度自550 ℃升高到800 ℃时,条状α相的宽度自1.0 μm增加到2.3 μm,然后又减小到1.46 μm;当于800 ℃退火,保温时间自4 h减小到2 h时,条状α相的宽度又自1.46 μm减小到0.58 μm,而4种退火工艺条件下合金纵截面的粗大柱状晶均未发生明显的变化,宽度依然保留原来的120 μm。图3(a),(b)为550℃/4 h退火态的金相显微组织图片,由图可见,该退火态的显微组织与直接成形样的显微组织相比并未发生明显的变化,这主要是因为 SLM 成形件在成形过程中的快速冷却导致合金内部产生高密度的位错,这些缺陷对α'相的分解有一定的阻碍作用[18];此外,550℃退火时,由于温度较低,α'相分解驱动力较小,因此只有少量的α'相分解为(α+β)混合组织。随退火温度升高,高温下缺陷密度逐渐降低,由图3(d)可知,650℃/4 h退火时,α'相基本分解转变为(α+β)混合组织,条状 α相的宽度较宽,可达 2.3 μm,由此可知条状α相在650 ℃保温过程中发生了聚集长大。当温度升高到800 ℃时,α相的百分含量自650 ℃的94%降低到82%[19],β相含量升高;800 ℃保温初始阶段,由α'相分解获得的弥散分布的β相对α相的长大有一定的阻碍作用,因此800 ℃退火4 h空冷后α相的宽度自650 ℃/4 h的2.3 μm减小到1.46 μm(如图3(f)所示)。图3(g),(h)为800 ℃/2 h炉冷的金相组织形貌,由图可知,该温度下退火后所获得的α相的宽度仅为0.58 μm。HUANG等[18]研究发现SLM成形的TC4钛合金800 ℃退火时α'相在2 h时可以分解完全,继续保温时α相会发生一定程度的长大,由于800 ℃/2 h炉冷的试样在高温保温时间较短,条状α相长大较少,因此其组织相对800 ℃/4 h空冷更加细小。
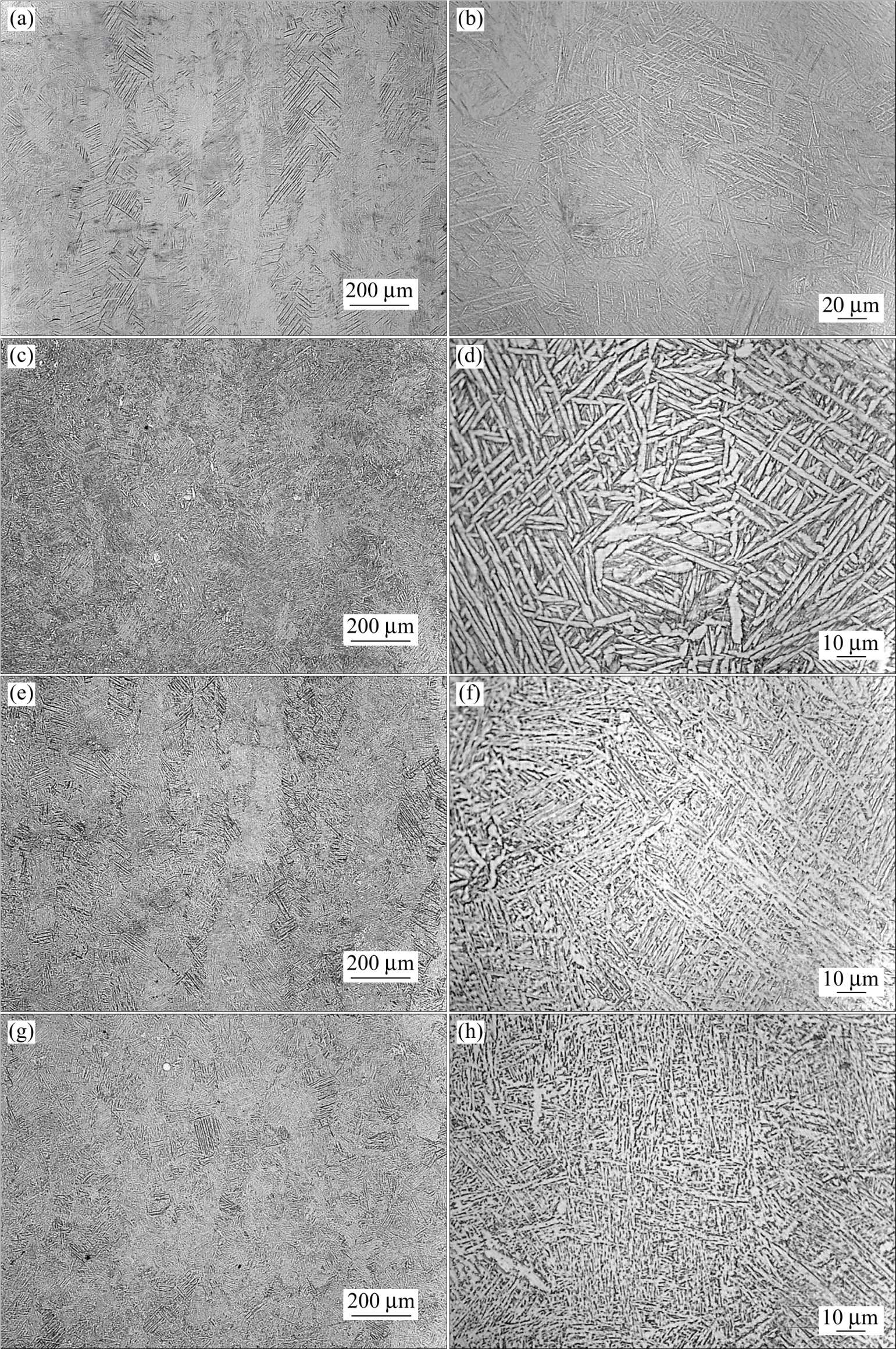
图3 SLM成形TC4钛合金不同退火制度下的金相组织照片Fig.3 Optical micrographs of the SLM-produced TC4 titanium alloy by different annealing processes
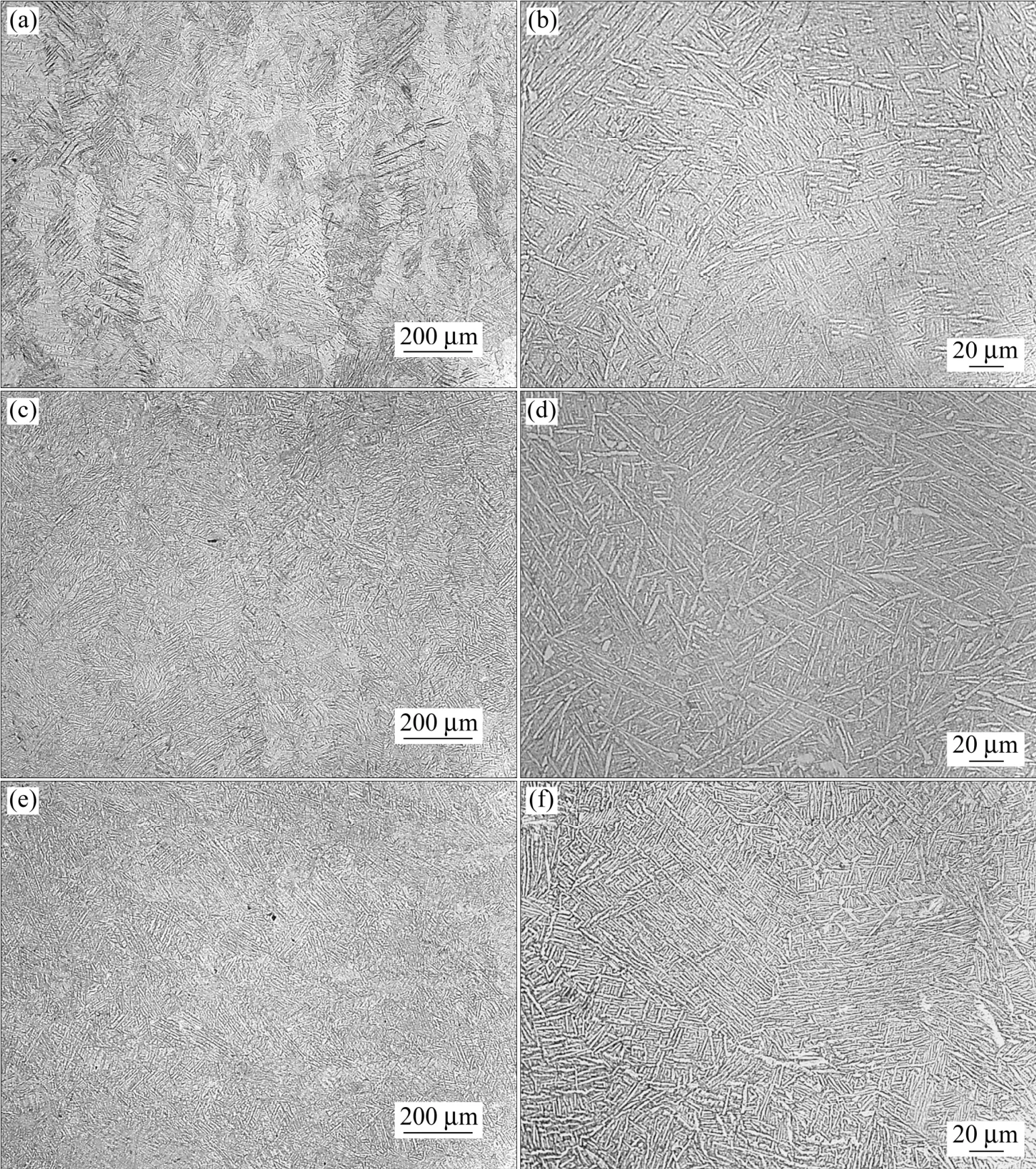
图4 SLM成形TC4钛合金不同固溶温度的金相组织照片Fig.4 Optical micrographs of the SLM-produced TC4 titanium alloy at different solution temperatures
2.3 固溶温度对 SLM 成形 TC4钛合金显微组织的影响
图4所示为SLM成形TC4钛合金在不同温度固溶淬火后再于650 ℃时效热处理条件下的金相显微组织照片。由图可知,各个样品均未发现等轴α相存在,与传统TC4钛合金固溶时效的组织完全不同,这主要是因为传统TC4钛合金在固溶前都是经过一定程度的塑性变形,材料内部积聚了大量的畸变能,为(α+β)两相区固溶过程中α相和β相的再结晶提供了足够的驱动力[20],可以通过调控固溶温度获得不同含量的等轴α相从而获得不同的性能。然而SLM成形的TC4钛合金未经变形,并且其初始组织主要由大量的针状马氏体α'相组成,因此固溶过程中很难获得等轴α相,但固溶温度对α相的相貌及分布有一定影响。由图可见,当固溶温度自920 ℃升高到980 ℃时,α相的长宽比自5增加到30,α相的长宽比增大,并且固溶温度越高,时效后所获得的α相的排列变得越有序。920℃固溶1 h,水淬,650 ℃时效4 h的金相组织(图4(a),(b))主要由杂乱短棒状的α相组成,这主要是因为920℃固溶温度较低,淬火后马氏体相少又小,因此650 ℃时效后获得的α相的尺寸较小但片间距较大。950 ℃固溶1 h,水淬,650 ℃时效4 h的金相组织(图4(c),(d)),由于固溶温度升高,淬火后的马氏体多,因此时效后的片层(α+β)组织片间距变小,α相的长度变大,条状α相具有一定的方向性。固溶温度升高到980 ℃,固溶1 h,水淬,650 ℃时效4 h后马氏体分解所获得的片层(α+β)混合组织片间距更小,条状α相的长度更长,组织呈现明显的魏氏组织(如图4(e),(f)所示)。
2.4 退火制度对 SLM 成形 TC4钛合金力学性能的影响
图5所示为SLM成形的TC4钛合金经过不同温度退火后的室温拉伸性能柱状图,由图可知,5种状态的抗拉强度和伸长率均超过锻件标准[21]。550 ℃/4 h退火时部分α'相分解成了弥散分布的(α+β)混合组织,从而使得该退火态的强度相对直接成形件提高了10.7%,伸长率提高了8.7%。随退火温度升高,合金强度降低,伸长率明显提高;当退火温度升高到650 ℃时,由针状α'相原位分解获得的细小α相在保温过程中通过原子扩散发生相界迁移,形成宽度较大的片状α相,从而使得该退火态的强度相对550 ℃/4 h退火态降低13.7%,伸长率升高33.8%。LEE等[22]研究发现,TC4钛合金800 ℃退火后的快速冷却会导致斜方马氏体 α'相的生成,α'相会使合金强度降低,所以800 ℃/4 h退火虽获得较细的组织,但强度相对650℃/4h退火态反而降低5.6%,塑性略有升高。800℃/2 h炉冷退火态由于高温保留时间较短,因此所获得的组织较细,并且冷却速度较慢,因此组织主要由α相和β相组成,所以其伸长率相对800 ℃/4 h退火态提高22%,强度提高4.6%。对比4种退火态的力学性能可知,选择800 ℃/2 h炉冷的退火制度可以使得SLM成形TC4钛合金获得较好的综合性能。

图5 退火制度对SLM成形TC4钛合金力学性能的影响Fig.5 Effect of annealing process on mechanical properties of the SLM-produced TC4 titanium alloy
图6所示为SLM成形TC4钛合金不同退火温度的室温拉伸断口 SEM照片。从断口微观形貌可知合金断口均具有典型的等轴韧窝特征,属于韧性断裂。图 6(a)为直接成形样的微观断口形貌,图 6(b)为 550℃/4 h退火态试样的微观断口形貌,与其它退火态的微观断口形貌相比,直接成形态与550 ℃/4 h退火态的微观断口的韧窝均小而浅,塑性较差,因为这2种状态的合金组织主要由大量的针状六方结构的α'相和α相组成,材料变形过程中独立的滑移系数目不足。图6(c)为650 ℃/4 h退火态的微观断口形貌,韧窝较大并且深,该温度下的α相宽度较宽但短小,组织变形的协调性好,因此塑性较好。图6(d)为800 ℃/4 h退火态的微观断口形貌,韧窝深而密,塑性较好。图6(e)为800 ℃/2 h退火态的微观断口形貌,该退火态的组织相对其它退火态细小,塑性最好,因此,其微观断口形貌显示的韧窝较大而深。
2.5 固溶温度对 SLM 成形 TC4钛合金力学性能的影响
图7所示为SLM成形的TC4钛合金经不同固溶时效处理后的室温拉伸性能,3种时效状态的拉伸强度均超过锻件标准,除980 ℃固溶时效态以外,其它两个状态的伸长率都接近或超过锻件标准。随固溶温度升高,伸长率下降,920 ℃固溶时效态相对980 ℃固溶时效态,伸长率降幅达81%左右,这主要是因为钛合金的断裂韧性主要受位错的滑移距离影响[23],裂纹堆积的应力大小取决于滑移距离,条状的α相越长,滑移距离越大,产生的堆垛位错的应力越大,从而使得材料过早产生裂纹而断裂。对于920 ℃固溶时效态的合金,其组织由β基体和均匀分布在β基体上的短棒状α相组成,相对980 ℃固溶时效态的魏氏组织而言,位错滑移距离较短,产生的应力不足以超过断裂应力,裂纹形成后扩展时可以通过α相和β相的变形来松弛,因此具有较好的塑性,950 ℃固溶时效态的强度塑性居中。
对比固溶时效态和退火态的力学性能,800 ℃/2 h炉冷退火态的综合力学性能最佳,950 ℃和980 ℃固溶后650 ℃时效热处理的试样,其力学性能反而降低,这与传统TC4钛合金力学性能随固溶温度的变化规律相反,这主要是因为传统TC4钛合金固溶处理的目的是为了获得等轴的初始α相和马氏体α'相,等轴α相可以提高合金的塑性,α'相为后期时效分解做准备,而SLM成形TC4钛合金的组织主要由针状的马氏体α'相组成,固溶处理也不会获得等轴的初始α相。因此,为获得优异的综合性能,SLM成形TC4钛合金的后期热处理可以选择直接退火处理。

图6 SLM成形TC4钛合金退火态的断口形貌Fig.6 Fracture surface images of the SLM-produced TC4 titanium alloy by different annealing processes

图7 固溶温度对SLM成形TC4钛合金力学性能的影响Fig.7 Effect of solution temperature on mechanical properties of the SLM-produced TC4 titanium alloy
图8所示为SLM成形TC4钛合金不同固溶温度的断口形貌。图8(a)为920 ℃固溶时效热处理后的室温断口形貌,纤维区主要表现为等轴韧窝状,韧窝较深,尺寸大,且大韧窝之间含有小韧窝,这种情况属于明显的韧性断裂。图8(b)为950 ℃固溶时效热处理后的室温断口形貌,相比920 ℃固溶时效而言,韧窝较浅且小,这主要是因为920 ℃固溶时效热处理后合金含有大量的短棒状α相,相对950 ℃固溶时效后所获得的长条状α相而言,短棒状的α相可以使得变形更加协调一致,可推迟或抑制显微裂纹和空洞的形成和发展,从而显示出较高的塑性。图8(c),(d)为980 ℃固溶时效热处理后的室温拉伸试样断口形貌。由图可知,断口存在大量的断裂台阶,呈阶梯断口形貌,并含有一定取向的条纹沟槽,在断口的部分区域呈现韧窝形貌(如图8(c)),因此该断裂机制属于脆性穿晶断裂与韧窝断裂的混合型,但脆性穿晶断裂起主导作用,塑性较差。该温度下固溶时效后,得到粗大的魏氏组织,合金变形时会产生变形的不均匀性而导致应力集中,应力在α/β相界面增大以致超过α相的断裂应力,因此裂纹在α/β相界面或α内部扩展而使断口形貌呈条纹沟槽状,从而塑性降低。
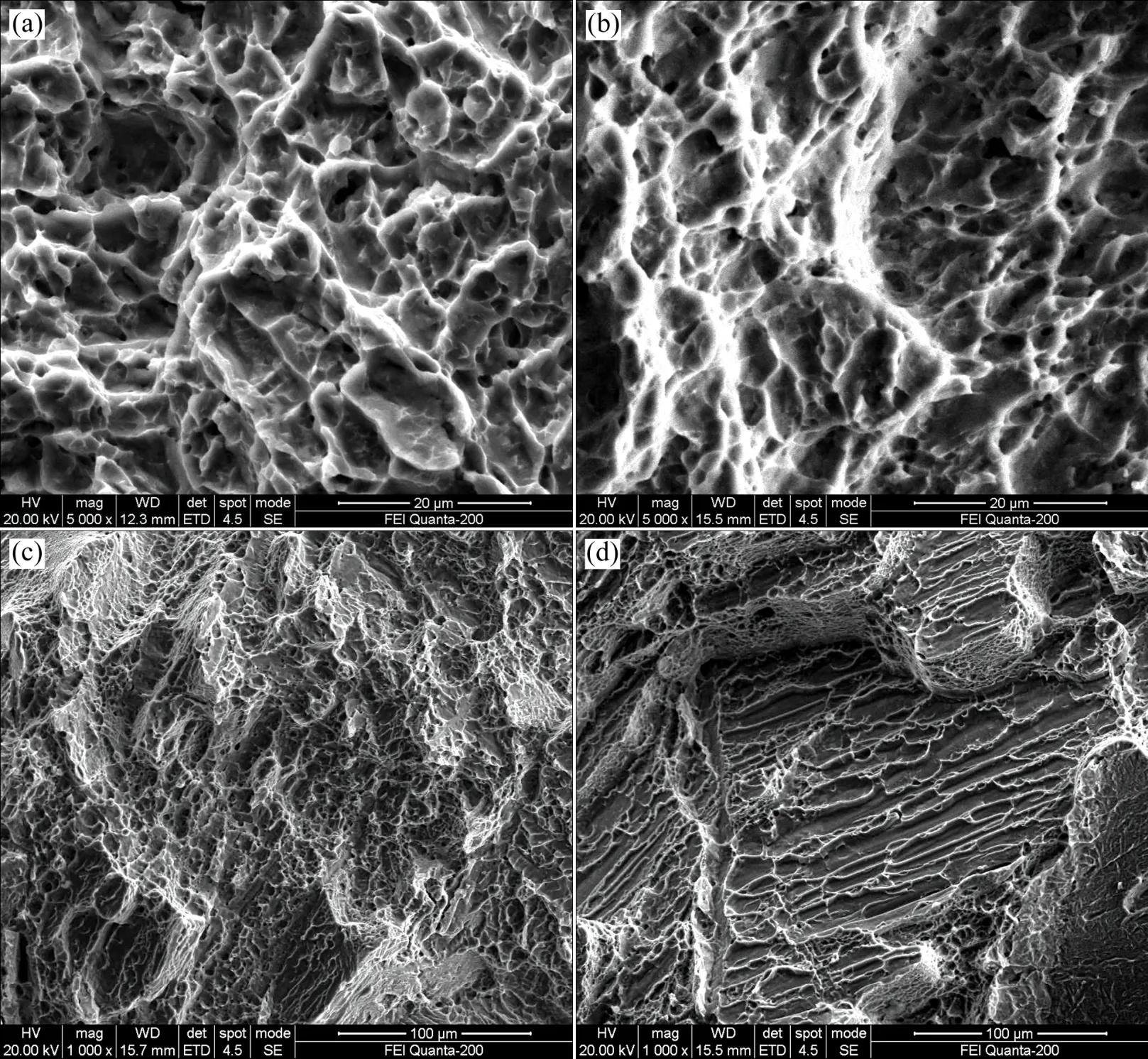
图8 SLM成形TC4钛合金不同固溶温度的断口形貌Fig.8 Fracture surface images of the SLM-produced TC4 titanium alloy at different solution temperatures
3 结论
1) SLM成形态TC4钛合金试样的显微组织主要由贯穿多个熔覆层呈外延生长的粗大柱状晶组成,成形过程中极快的冷却速度导致原始的柱状β晶粒内部形成针状马氏体组织,马氏体相变贯穿整个组织中。
2) 直接成形样经退火处理后,原始的柱状β晶界依然存在,但力学性能得到明显改善。经退火处理后,马氏体 α'相发生分解,且随退火温度升高,α'相分解生成的条状α相的宽度先增大后减小。550 ℃/4 h退火后,部分马氏体α'相分解形成细小弥散的(α+β)相,使成形样抗拉强度提高了119 MPa,伸长率未见明显改善;其它三种退火工艺的强度变化不大,伸长率明显提高,其中800 ℃/2 h炉冷退火后,成形样组织细小,伸长率可达20.5%,约为成形态的2倍。
3) 直接成形样经固溶时效热处理后并未出现等轴的α相,随固溶温度升高,时效后α相的长宽比逐渐增加,α束集增大。3种固溶时效制度样品的强度均变化不大,920 ℃固溶时效后的伸长率为成形样的1.63倍。由于980 ℃固溶时效处理后获得魏氏组织,成形样的伸长率明显降低,仅为3.3%。对比7种热处理态样品的组织和室温拉伸性能可知,800℃/2 h炉冷
退火工艺为最佳热处理工艺,成形样抗拉强度可达1 065 MPa,伸长率达20.5%。
REFERENCES
[1]陈舒枢, 董璐, 郑菲, 等. 钛合金技术情报分析[J]. 高科技与产业化, 2016, 236(1): 90-93. CHEN Shushu, DONG Lu, ZHENG Fei, et al. Technical information analysis of titanium alloy[J]. High Technology and Industrialization, 2016, 236(1): 90-93.
[2]MURR L E, MARTINEZ E, AMATO K N, et al. Fabrication of metal and alloy components by additive manufacturing: Examples of 3D materials science[J]. Journal of Materials Research and Technology, 2012, 1(1): 42-54.
[3]GU D D, MEINERS W, WISSENBACH K, et al. Laser additive manufacturing of metallic components: materials, processes and mechanisms[J]. International Materials Reviews, 2012, 57(3): 133-164.
[4]李瑞迪. 金属粉末选择性激光熔化成形的关键基础问题研究[D]. 华中科技大学, 2010. LI Ridi. Research on the key basic issues in selective laser melting of metallic powder[D]. Huazhong University of Science and Technology, 2010.
[5]FACCHINI L, MAGALINI E, ROBOTTI P, et al. Ductility of a Ti-6Al-4V alloy produced by selective laser melting of prealloyed powders[J]. Rapid Prototyping Journal, 2010, 16(6): 450-459.
[6]RAFI H K, KARTHIK N V, GONG H, et al. Microstructures and mechanical properties of Ti6Al4V parts fabricated by selective laser melting and electron beam melting[J]. Journal of Materials Engineering and Performance, 2013, 22(12): 3872-3883.
[7]XU W, BRANDT M, SUN S, et al. Additive manufacturing of strong and ductile Ti-6Al-4V by selective laser melting via in situ martensite decomposition[J]. Acta Materialia, 2015, 85: 74-84.
[8]FACCHINI L, MAGALINI E, ROBOTTI P, et al. Ductility of a Ti-6Al-4V alloy produced by selective laser melting of prealloyed powders[J]. Rapid Prototyping Journal, 1995, 16(16): 450-459.
[9]VRANCKEN B, THIJS L, KRUTH J P, et al. Heat treatment of Ti6Al4V produced by selective laser melting: Microstructure and mechanical properties[J]. Journal of Alloys & Compounds, 2012, 541(541): 177-185.
[10]KATZAROV I, MALINOV S, SHA W. Finite element modeling of the morphology of β to α phase transformation in Ti-6Al-4V alloy[J]. Metallurgical and Materials Transactions A, 2002, 33(4): 1027-1040.
[11]GIL F J, GINEBRA M P, MANERO J M, et al. Formation of α-Widmanstätten structure: Effects of grain size and cooling rate on the Widmanstätten morphologies and on the mechanical properties in Ti6Al4V alloy[J]. Journal of Alloys and Compounds, 2001, 329(1): 142-152.
[12]MATSUMOTO H, YONEDA H, SATO K, et al. Room-temperature ductility of Ti-6Al-4V alloy with α′martensite microstructure[J]. Materials Science and Engineering: A, 2011, 528(3): 1512-1520.
[13]AHMED T, RACK H J. Phase transformations during cooling in α+β titanium alloys[J]. Materials Science and Engineering: A, 1998, 243(1): 206-211.
[14]SEMIATIN S L, KNISLEY S L, FAGIN P N, et al. Microstructure evolution during alpha-beta heat reatment of Ti-6Al-4V[J]. Metallurgical and Materials Transactions A, 2003, 34(10): 2377-2386.
[15]KARAPATIS P. A sub-process approach of selective laser sintering[D]. Epfl, 2002.
[16]THIJS L, VERHAEGE F, CRAEGHS T, et al. A study of the microstructural evolution during selective laser melting of Ti-6Al-4V[J]. Acta Materialia, 2010, 58(9): 3303-3312.
[17]赵永庆, 陈永楠. 钛合金相变及热处理[M]. 中南大学出版社, 2012. ZHAO Yongqing, CHEN Yongnan. Phase Transformation and Heat Treatment of Titanium Alloys[M]. Central South University Press, 2012.
[18]HUANG Q, LIU X, YANG X, et al. Specific heat treatment of selective laser melted Ti-6Al-4V for biomedical applications[J]. Frontiers of Materials Science, 2015, 9(4): 373-381.
[19]PEDERSON R, BABUSHKIN O, SKYSTEDT F, et al. Use of high temperature X-ray diffractometry to study phase transitions and thermal expansion properties in Ti-6Al-4V[J]. Materials Science and Technology, 2003, 19(11): 1533-1538.
[20]杨海瑛, 陈军, 赵永庆. 热处理对 TC4-DT 钛合金组织性能的影响[J]. 材料开发与应用, 2009, 24(2): 13-16. YANG Haiying, CHEN Jun, ZHAO Yongqing. Heat treatment on microstructure and tensile srength of TC4-DT titaniu alloy[J]. Development and Application of Materials, 2009, 24(2): 13-16.
[21]ASTM B 381-2011. Standard specification for titanium and titanium alloy forgings[S].
[22]LEE Y T, WELSCH G. Young’s modulus and damping of Ti-6Al-4V alloy as a function of heat treatment and oxygen concentration[J]. Materials Science and Engineering: A, 1990, 128(1): 77-89.
[23]GREENFIELD M A, MARGOLIN H. The mechanism of void formation, void growth, and tensile fracture in an alloy consisting of two ductile phases[J]. Metallurgical Transactions, 1972, 3(10): 2649-2659.
(编辑 高海燕)
Effect of the heat treatment process on microstructure and mechanical properties of the TC4 alloy processed by selective laser melting
LI Wenxian, YI Danqing, LIU Huiqun, WANG Bin
(School of Materials Science and Engineering, Central South University, Changsha 410083, China)
Using metallographic microscope, scanning electron microscope and electronic universal mechanical properties testing machine, the effects of the heat treatment process on the microstructure and the mechanical properties of TC4 (Ti6Al4V) alloy prepared by selective laser melting process (SLM) were studied. The results show that, the as-SLMed sample is mainly composed of the bulky columnar crystal through epitaxial growth, and the microstructure of original columnar beta grain contains a large number of acicular martensitic phase. With increasing annealing temperature, the width of the strip alpha phase increases at first and then decreases, the strength is reduced and the plasticity increases. When the samples solve in (α+β) co-phase region, the length-width ratio of alpha phase increases, the space of alpha phase decreases, alpha beam become larger, the strength increases and the ductility decreases with the solution temperature. Among the seven kinds of heat treatment process, post treating at 800 ℃ for 2 h followed by furnace cooling is the best heat treatment process, resulting in the sample possessing better comprehensive mechanical properties.
selective laser melting process; TC4 titanium alloy; heat treatment; mechanical properties
TG164.4
A
1673-0224(2017)01-70-09
国家自然科学基金资助项目 (51401093)
2016-01-21;
2016-03-07
易丹青,教授,博士。电话:0731-88830263;E-mail address: danqing@csu.edu.cn
猜你喜欢
山东冶金(2022年1期)2022-04-19
有色金属加工(2021年4期)2021-08-11
四川劳动保障(2021年4期)2021-07-22
装备制造技术(2020年1期)2020-12-25
热处理技术与装备(2019年4期)2019-09-13
石油管材与仪器(2019年4期)2019-08-24
理化检验(物理分册)(2017年5期)2017-06-01
材料科学与工程学报(2016年1期)2017-01-15
钢管(2016年4期)2016-11-10
中国环境监察(2016年4期)2016-10-24
