汽轮机叶轮曲面加工干涉问题的分析与处理
2017-05-08 06:29王安知
时代农机 2017年3期
王安知
(1.桂林电子科技大学机电工程学院,广西桂林541004;2.广西机电技师学院,广西柳州545005)
汽轮机叶轮曲面加工干涉问题的分析与处理
王安知1,2
(1.桂林电子科技大学机电工程学院,广西桂林541004;2.广西机电技师学院,广西柳州545005)
采用五轴联动加工复杂曲面时,易引起刀具与工作台、夹具及工件发生干涉,刀具干涉直接影响五轴加工技术的效率,文章以汽轮机叶轮曲面为例,分析和研究五轴加工中干涉的问题,得出一种有效避免五轴加工中出现干涉的方法。
叶轮曲面;加工干涉;五轴加工
在机械加工中,五轴加工技术的优势性越来越明显,然而,如图1所示,对于如汽轮机动叶片这些结构复杂的曲面类零件的加工中,刀具发生干涉是直接影响着其加工的质量和效率,下面通过汽轮机叶轮曲面分析五轴加工中出现的干涉以及处理的方法。

图1 汽轮机叶轮
1 产生干涉的形式与种类
刀具干涉是指刀具的刀刃切入被加工曲面或刀杆与被加工曲面、夹具等约束表面发生碰撞。在复杂曲面的加工中,刀具与曲面发生干涉的主要表现为三种形式:①刀刃与曲面的干涉即刀刃在垂直与进给方向的平面上的投影曲线的曲率小于在该方向上的法曲率而造成刀具对曲面的过切。②刀具底面与曲面的碰撞干涉。③刀具与曲面或夹具发生碰撞。根据干涉的产生原理可将刀具干涉分为局部干涉和全局干涉两种。全局干涉是指在加工过程中,刀具、夹具、工件及机床各种机械之间的碰撞,这种碰撞危害性很大,直接影响到后续加工过程的进行,还给人身安全带来威胁;局部干涉主要是指刀具在对曲面加工对象产生的少切、过切、漏切的现象,容易导致加工零件误差过大,产品不合格,更有甚者是严重损害零件。
2 避免加工干涉的策略
(1)全局干涉的避免策略。全局干涉包含刀具、夹具、工件及机床各种机械之间的碰撞,下面以其中刀轴与工件碰撞为例进行分析,当刀轴到曲面之间的最小距离dmin小于刀具的半径时,则发生碰撞,如图2所示,当刀轴到曲面之间的最小距离dmin大于刀具半径时,则避免发生干涉,如图3所示。
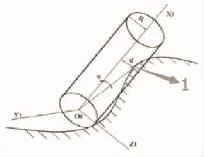
图2 发生干涉
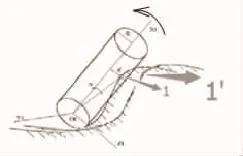
图3 无干涉

(2)局部干涉的避免策略。局部干涉(又称过切干涉),主要表现为曲率干涉和刀底干涉。①曲率干涉。对于加工曲面的凸区域部分不会出现刀具干涉的现象,因为曲面沿着任何方向的曲率都是负值(如图4-A面);而对于非凸区域部分的曲面(如图4-B面),如果刀具的有效曲率半径大于曲线的曲率半径,则该处发生刀具干涉现象,产生过切。对于这种情况,只要找出加工曲面的最小曲率半径,选择合理的刀具半径,通过摆动刀轴或者旋转工作台的方式就可以避免刀具的干涉。②瓶颈干涉。在加工过程中,有效的切削刀具半径小于曲线的曲率半径可以避免刀具的过切现象,但是在采用平底刀(如图5所示)加工过程中,可能由于刀具的摆动或叶片的震动等各种因素而导致切削刃切入工件,这种干涉即为瓶颈干涉。

图4 叶片凹凸区域曲面

图5 刀底干涉现象
为了避免产生瓶颈干涉,在实际加工中刀具的前倾角要大于保证不发生瓶颈干涉的最小前倾角,即α>αmin。在局部坐标系图6中得到该最小前倾角的计算式为:
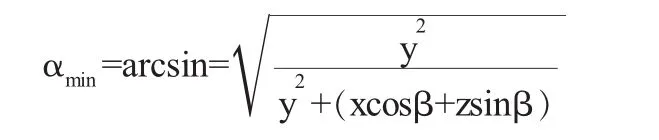
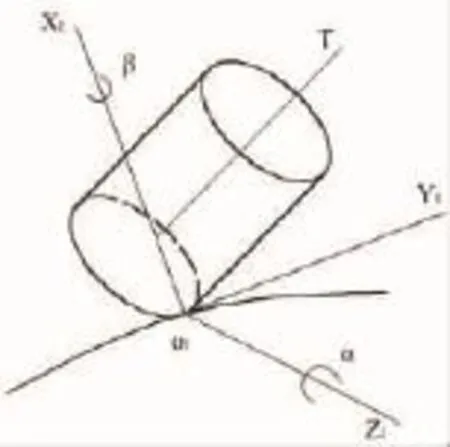
图6 局部坐标系

图7 刀轴的设置
对于采用平头铣刀进行加工曲面而引起的加工干涉,常用的解决方式是轴向移动法和轴线摆动法(如图7所示)。采用轴向移动法,由于不能保证刀位点与轮廓线始终保持接触,在加工中可能出现欠切的现象;而采用轴线摆动法则算法复杂,调整困难。因此,在叶片的加工中选用球头刀切割圆柱形零件上产生的效果更好,因为刀轴的形态对加工面并没有多大的影响,容易避免局部干涉的发生且能保证较好的切削性能。文章采用的是五轴机床属于单摆头转台机床,且采用的是螺旋方式切削加工,前倾角α=0,可通过调整侧偏角来控制刀轴矢量即可避免局部干涉的问题。
3 结语
文章通过汽轮机叶轮的加工,得出如何快速调整刀轴的角度解决五轴加工曲面干涉的问题,从而达到提高加工效率和加工质量的目的。
[1]杨长祺.复杂曲面多轴加工的高精度、高效率数控编程系统研究[D].重庆:重庆大学,2004.
[2]周济,周艳红.数控加工技术[M].北京:国防工业出版社,2002.
[3]钟建琳,刘忠和,杨庆东.空间自由曲面五轴联动数控加工[J].机械设计与制造,2011,(9):129-131.
[4]韩宁.自由曲面平头立铣刀五轴数控加工轨迹的计算方法[J].河南科技,2011,(16):41-42.
[5]王国勋,舒启林,王军,等.复杂曲面五轴加工干涉检查的研究[J].中国机械工程,2014,(3):299-303.
[6]王启祥.复杂曲面造型及数控加工仿真研究[J].科技创新与应用,2014,(16):13-14.
Analysis and Treatment of Machining Interference of Turbine Impeller Surface
WANG An-zhi1,2
(1.College of Mechanical and Electrical Engineering,Guilin University of Electronic Technology,Guilin,Guangxi 541004,China;2.Guangxi Institute of Mechanical and Electrical Technologists,Liuzhou,Guangxi 545005,China)
When machining complex surfaces with five axes,it is easy to interfere with the workbench,fixture and workpiece. The tool interference directly affects the efficiency of the five-axis machining technology Taking the turbine impeller surface as an example,the paper analyzes and studies the five-Interference problem,a way to effectively avoid interference in the five-axis machining.
impeller surface;machining interference;five-axis machining
TG659
A
2095-980X(2017)03-0018-02
2017-02-22
王安知(1981-),男,主要研究方向:数控应用技术。
猜你喜欢
中国港湾建设(2022年12期)2022-12-28
数学物理学报(2022年4期)2022-08-22
哈尔滨轴承(2021年4期)2021-03-08
机械设计与制造(2020年12期)2020-12-25
数学物理学报(2019年5期)2019-11-29
凿岩机械气动工具(2019年2期)2019-06-24
科技与创新(2019年3期)2019-02-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年10期)2017-11-28
干旱地区农业研究(2017年4期)2017-08-16