基于PLC控制的C650卧式车床
2017-05-10 09:51徐敏
价值工程 2017年13期
徐敏
摘要:C650卧式车床是应用十分广泛的金属切削机床,主要用于工件的外圆、内圆、端面、螺纹加工。传统C650卧式车床采用继电-接触控制,线路复杂、动作速度慢、安全可靠性较差、故障诊断与排除较为困难等缺点,造成加工效率、效益差。本文基于可编程逻辑控制器(PLC)对传统C650卧式车床进行改良,提高了车床的可靠性、安全性和可维护性。
Abstract:C650 Horizontal lathe is widely used in machine tools of metal cutting, such as processing the outer circle, inner circle, face and thread of workpiece. The traditional C650 horizontal lathe adopts relay contact control, which has many disadvantages, such as complex circuit, slow movement speed, poor safety and reliability, causing poor processing efficiency. Based on the programmable logic controller (PLC) to improve the traditional C650 horizontal lathe, improve the reliability, safety and maintainability of the lathe.
關键词:C650卧式车床;PLC;系统设计
Key words: C650 horizontal lathe;PLC;system design
中图分类号:TG511 文献标识码:A 文章编号:1006-4311(2017)13-0139-02
0 引言
C650卧式车床属于中型车床,可加工最大工件回转直径为1020mm,最大工件长度为3000mm和5000mm[1]。机床三大运动形式由三台电动机完成,分别为主轴电动机、冷却泵电动机、快速进给电动机。本文将采用欧姆龙公司生产的CPM2A型号的PLC对三台电动机进行控制,由PLC改良控制后,机床控制电路得到了极大的简化,各项性能得到很大的改善,维护方便,易于检修,由此C650卧式车床的工作效率有了显著提高。
1 C650卧式车床控制要求
1.1 主轴电动机M1
主轴电动机采用三相鼠笼式异步电动机,实现主轴运动及刀架进给运动的驱动。对该台电动机控制要求如下:直接启动的方式启动;可正反转;并可实现正反两个方向的电气停车制动;为加工调整方便,增加点动功能。
1.2 冷却泵电动机M2
机床增加冷却泵电动机,机床车削加工时实施冷却液,防止刀具和工件温度过高、延长刀具使用周期、提高工件加工质量。冷却泵电动机控制要求如下:单方向连续运动。
1.3 快速进给电动机M3
拖板快速移动电动机可提高生产效率、减轻工人劳动强度。采用点动控制。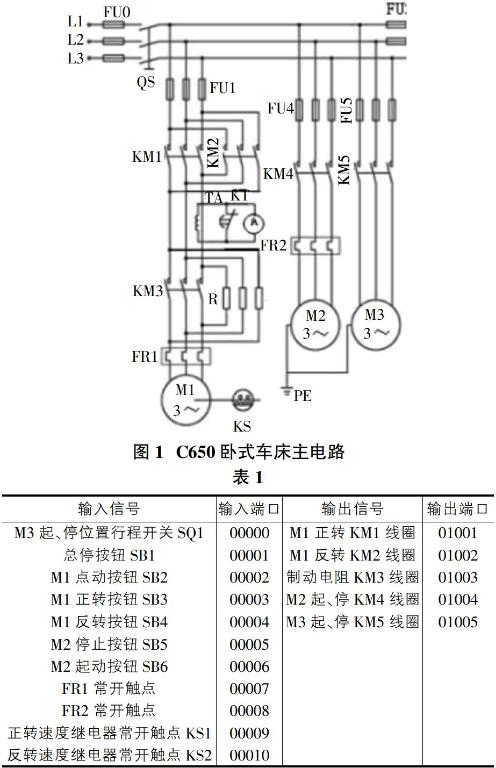
根据控制要求,设计主电路如图1所示。
2 系统设计
2.1 PLC基本功能
①条件控制(或顺序控制):指PLC中的与、或、非指令代替继电-接触器中的串联、并联等逻辑关系,进行相应的开关控制。
②定时、计数控制:采用PLC内部定时器与计数器指令代替继电器控制系统中的时间继电器和计数继电器,进行相应的定时与计数功能控制。
③数据处理:具有数学运算(如,逻辑运算、函数运算、矩阵运算等)、传递或转换数据、数据排序查询等功能,同时能够实现采集分析和处理数据。
④联网通信:PLC相互之间、PLC与上位机、PLC与其他智能设备间的通信,可构成“集中管理、分散控制”,从而满足工厂自动化系统发展需要。
同时,PLC还具备远程监控、位置控制及过程控制等功能。
2.2 I/O分配
根据C650卧式车床的控制要求,选用OMRON公司的CPM2A型PLC,输入、输出分配表如表1所示。
通过表1分配的I/O端口,将输入、输出现场信号进行硬件连接,完成硬件设计;采用CX-Programmer软件进行梯形图编写,完成软件设计。
2.3 PLC控制分析
①车床调整对刀过程:当QS闭合后,SB2动作,00002触点接通,01001软件线圈得电,使得KM1主触点动作,M1串入电阻限流点动;SB2复位,00002触点复位,M1停止,实现点动控制;
②刀架快速进给过程:当QS闭合后,扳动刀架进给手柄使得SQ动作,00000触点动作,01005线圈得电,KM5主触点闭合,M3起动,使刀架快速移动到指定位置;
③车床正常工作过程:当QS闭合后,SB3动作,00003触点接通,01003线圈得电,KM3主触点动作串入限流电阻R;20002动作,01001得电使得KM1主触点吸合,M1正向起动,开始加工。按下SB6,00006动作,01004得电,使得KM4主触点吸合,M2持续运行,提供冷却液。
2.4 PLC控制C650卧式车床的优点
①控制方法。由于传统C650卧式车床采用的继电-接触器控制,通过硬件接线实现逻辑控制,接线复杂、触点动作慢、程序不可变。本文采用PLC进行控制,车床中的控制逻辑采用程序完成,只需要更改软件程序即可对车床相应功能进行更改,简化了重新布线的繁琐。
②工作方式。PLC控制采用循环扫描的工作模式(一个周期包含输入采用;执行程序;输出刷新),所有软触点都处于周期循环扫描中,避免了串行工作时触点竞争、时序失配,大大地简化了程序设计。
③控制速度。继电器机械触点的动作、复位控制过程中,工作效率低,机械触点容易出现颤动。而PLC改装后,程序中的软触点动作速度快,并且不会有触点抖动问题。
④系统可靠性及可维护性。传统车床控制系统中,机械触点长期动作会造成磨损,电弧烧伤等问题,影响设备使用寿命。而PLC的大量开关由软件触点实现,可靠性增强,并且维护、调试方便。
3 总结
本文通过PLC对传统的C650卧式车床进行了改良,通过PLC软件编程实现了电动机双向起动、双向制动。改良后的C650卧式车床控制系统替代了传统车床中的控制线路,改进了由于机械触点众多造成的设备体积大、动作速度慢、程序不可更变的缺点,该系统完善了车床的相应功能,通用性强,在机床自动控制系统中运用广泛。
参考文献:
[1]章丽芙,邵林.电气控制与PLC[M].北京师范大学出版社,2008.
[2]熊轶娜,蒋红卫,丁薇,张华.PLC在C650卧式车床控制系统中的应用[J].机电工程,2009(04).
[3]张燕,付丽鹏.C650卧式车床与PLC控制[J].吉林省经济管理干部学院学报,2012(06).