
基于粘弹性材料的五轴铣削加工被动抑振技术*
2017-05-16 01:15
航空制造技术 2017年7期
(北京航空航天大学机械工程及自动化学院,北京100191)
薄壁件在航空航天结构中普遍存在,且加工精度及表面质量要求极高。由于其具备的弱刚性特征,在切削时极易发生变形与颤振,难以达到加工要求。针对切削振动抑制,目前常采用的方法包括切削工艺优化、刚度提升(如采用辅助支撑)或阻尼提升(如主、被动控制)措施等[1]。其中,被动控制是现有切削加工中较普遍采用的抑振技术,实施方便、效果明显,主要可分为动力吸振和耗能减振。
以调谐质量阻尼器为代表的动力吸振方式结构简单、针对性强。调谐质量阻尼器形式多样,单自由度阻尼器是其最常用的一种,缺点是只能抑制单一特定模态,带宽较窄[2]。Sims[3]提出了单自由度阻尼器抑制颤振的解析优化准则。Moradi[4]以刀具振动最小化为目的,研究了多组铣削条件下阻尼器位置与刚度的优化。相比单自由度阻尼器,多重自由度及多自由度阻尼器抑振性能优越,但相应的结构设计、参数优化及试验实现均较复杂,在面对具有多阶振动模态和动力学特性快速多变的薄壁零件切削时适应性不足[5-6]。
耗能减振通过增加结构阻尼,利用相对运动直接消耗动能量,具体包括粘弹性、粘滞性、摩擦和冲击阻尼器等。Ziegert等[7]基于库仑摩擦理论提出了一种指状摩擦减振铣刀,并从理论和试验方面论证了该铣刀对高频振动的抑制效果。Biju等[8]基于颗粒减振原理开发了一种减振镗杆,通过改变填充颗粒的直径和填充比提高了被加工零件的表面质量。Kolluru等[9]提出了在工件表层粘贴薄柔性层与质量块的阻尼减振方案,以应用于各种复杂几何形状的大型薄壁件及其装配体。杨毅青[10-11]等提出适用于弱刚性结构件数控加工振动抑制的电涡流阻尼器结构。相比于动力吸振方式,耗能减振有助于提升系统阻尼,且抑振效果受目标模态动力学参数变化的影响较小,因此适合具备多阶弱刚性模态的薄壁件切削振动抑制。
针对薄壁件切削过程中动力学特性多变与动力吸振阻尼器适应性不足等问题,通过借鉴耗能减振已开展的研究工作,本文拟研究基于粘弹性材料的被动阻尼减振技术,设计包含阻尼层、约束层与质量层的被动阻尼减振方案,结合模态试验对其阻尼特性进行测试。最后,将该阻尼方案应用于薄壁S样件五轴铣削加工试验。
1 方案设计
工程上利用粘弹性阻尼材料抑制振动,常采用多层阻尼材料复合在一起,各层材料可以相同也可以不同。不同阻尼材料之间的复合,可实现各阻尼材料之间的特性互补,达到更好的减振效果。
设计如图1所示的粘弹性被动阻尼方案,由3个步骤组成:(1)直接在工件上涂抹粘弹性材料聚醚氨酯,形成阻尼层,厚度一般为1mm;(2)在阻尼层上,添加一层橡胶片作为约束层,厚度约为3mm;(3)在约束层上添加质量层,本文中采用铁质长方块。阻尼层旨在提升结构阻尼;约束层和质量层旨在进一步提升阻尼的同时,提升结构刚度。

图1 粘弹性被动阻尼方法Fig.1 Method of viscoelastic passive damping
上述多层复合阻尼减振方案属于约束阻尼结构。通过将粘弹性阻尼材料粘合在本体金属板和高弹性模量的材料(常用钢板或铝板)之间,当结构弯曲变形时,本体金属板与约束层产生相对滑移运动,使得粘弹性阻尼材料产生剪切应变而耗散部分机械能。
2 阻尼减振特性测试
2.1 测试对象
以方型铝合金薄壁框(长、宽、高分别为120mm、120mm、110mm,壁厚为5mm)为抑振对象,采用模态试验依次测试上述3种布局的阻尼特性。测试软硬件包括冲击力锤PCB086C03、加速度计Kistler8778A500、信号采集装置NI 9233、信号处理与分析软件CUTPRO V9.3。测试对象、位置及粘弹性阻尼粘贴区域如图2所示。阻尼层粘贴面积约为120mm×80mm。
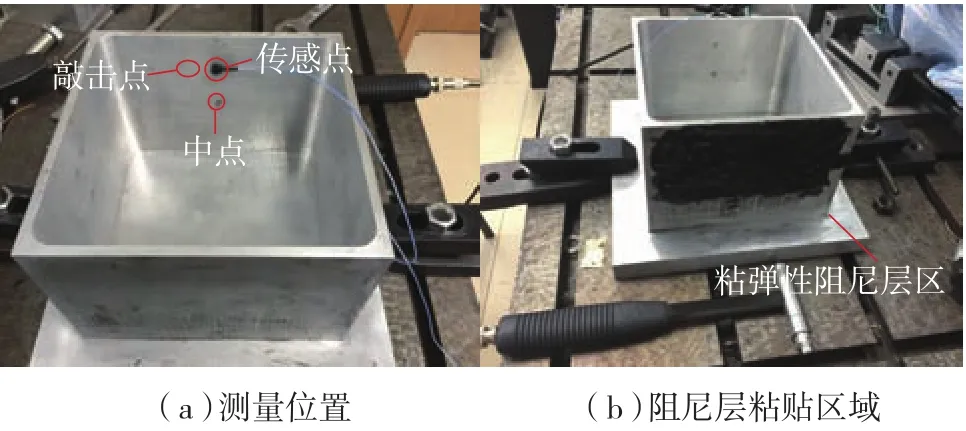
图2 薄壁框阻尼特性测试Fig.2 Damping characteristics test of thin-walled part
2.2 模态测试与分析
模态测试获得阻尼减振前后薄壁件的频响函数如图3所示,纵坐标为采用对数表示的频响函数幅值。添加阻尼层后,对薄壁框第一、二、三阶振动模态的幅值抑制分别为31%、50%、58%;继续添加约束层后,对应的幅值抑制增加为89%、75%、93%;继续添加质量层后,对应的幅值抑制增加为95%、89%、98%。
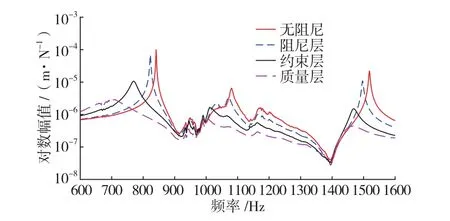
图3 薄壁件频响函数Fig.3 FRF of the thin-walled part
对上述频响函数进行模态参数辨识,以第1阶模态为例,无阻尼状态下薄壁零件的阻尼比为0.081%,添加阻尼层后阻尼比上升至0.134%,添加约束层后阻尼比上升至1.364%,添加质量层之后阻尼比上涨至6.03%,与初始状态相比阻尼比增加了73倍(图4)。综合上述,综合阻尼层、约束层与质量层的减振方案效果最佳。
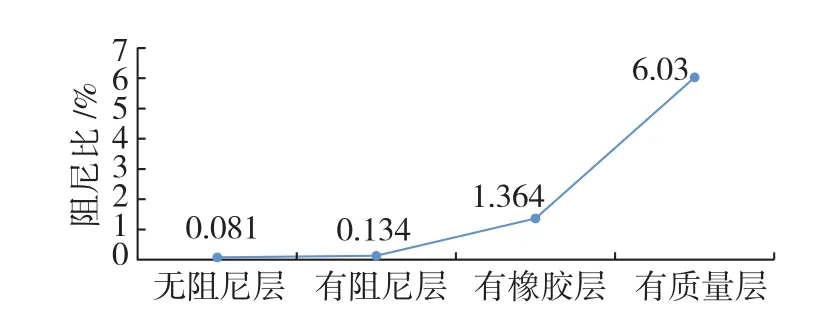
图4 第1阶模态阻尼比变化曲线Fig.4 Curves of the first order modal damping ratio
3 切削试验
3.1 试验对象
以五轴铣削薄壁S样件为例,在XKR50A机床上开展试验验证。S样件高度为40mm,厚度从粗加工后的7mm逐渐降至为精加工时的1.4mm,工件材料为铝合金7050。根据有限元模态仿真,S样件末端的振动位移较大,据此确定阻尼粘贴位置。切削刀具为肯纳整体立铣刀(型号ABDF1600A2AS),两齿,直径为16mm,刃长为55mm。切削参数选取主轴转速n=10000r/min、进给速度F=2000mm/min。
铁质质量块尺寸为30mm×30mm×2.5mm,重18g;约束层使用的橡胶片尺寸为40mm×80mm×1mm,重19g(图5)。
3.2 结果与分析
(1)试验一:切深ap=8.5mm、切宽ae= 0.5mm。
在无阻尼情况下,S样件的壁厚从7mm经多次走刀切削至3.5mm时,由于零件刚性尚好,无切削颤振现象。样件的频响函数表明,随着工件厚度的减小,工件频率逐渐降低、刚性变差,导致频响函数幅值升高。当厚度从7.4mm降低至3.5mm时,频响函数峰值上涨了约10倍(图6)。
从S样件壁厚3.5mm开始,添加被动阻尼器测试减振效果。从频响函数可以看到,第一阶幅值下降了约97%,第二阶幅值下降了约99%,第三阶幅值下降了约81%,阻尼器对工件前三阶的振动模态都能起抑制作用(图7)。经模态参数辨识(表1),S样件的刚度及阻尼比均得到大幅度的提高,其刚度上升了约15倍,阻尼比上升了约36倍。
图8(a)为无阻尼器时S样件从壁厚4mm切削至3.5mm时的工件振动时域信号,最大值为430g,最小值为-408g;图8(b)为有阻尼器时S样件从壁厚3.5mm切削至3.0mm时的工件振动时域信号,最大值为247g,最小值为-84g,振幅下降43%。S样件刚性随着壁厚的减小逐渐变差,但由于阻尼器的抑振作用,在切削用量保持不变时切削振动幅值反而降低。
(2)试验二:切深ap=8.5mm、切宽ae= 0.2mm。
以下分别对比薄壁厚度为1.8mm无阻尼器时精加工(图9(a))、薄壁厚度为1.6mm添加阻尼器后精加工(图9(b))的加工效果。无阻尼器时,工件振动加速度的最大值为187g,最小值为-155g;添加阻尼器后,工件振动的最大值为6g,最小值为-6g,振动加速度降低了约97%。
从工件表面质量可以看到,在无添加阻尼器进行加工时,厚度从1.8mm加工至1.6mm的情况下,其表面出现了大量的颤纹,并且由于颤振导致了严重的过切;而添加了阻尼器后,厚度从1.6mm加工至1.4mm的情况下,加工过程中没有出现颤振,并且加工时产生的噪音大幅度下降。
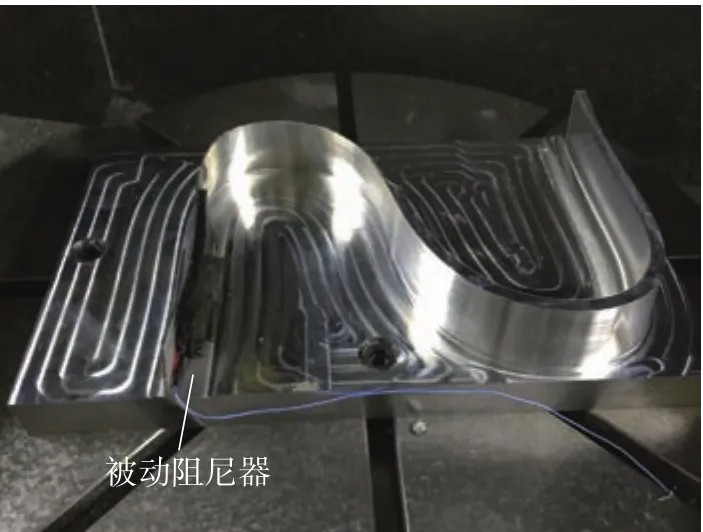
图5 薄壁S样件切削抑振Fig.5 Cutting vibration suppression of thin-walled S part
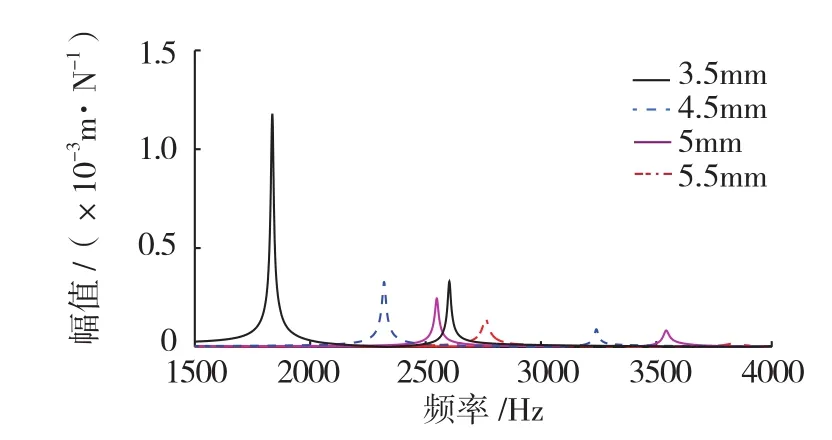
图6 S样件频响函数随薄壁厚度变化Fig.6 FRF changing with thickness of thin-walled S sample
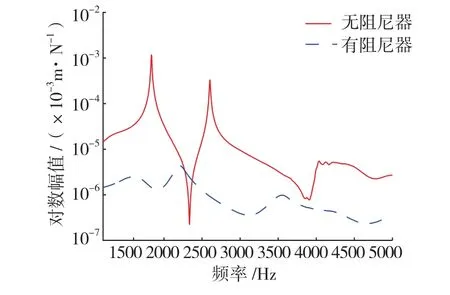
图7 有阻尼器与无阻尼器时的频响函数对比Fig.7 FRF contrast between the damped and the undamped
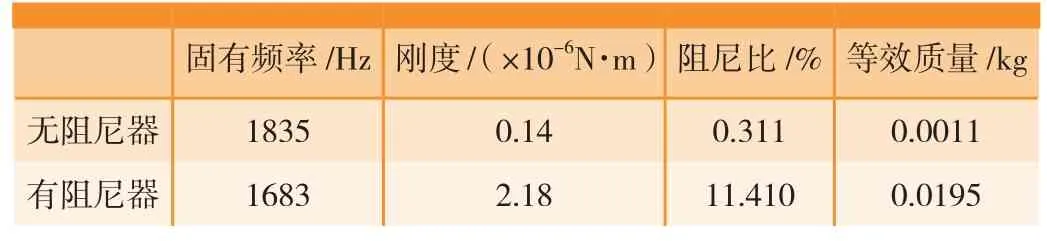
表1 抑振前后的第1阶模态参数对比
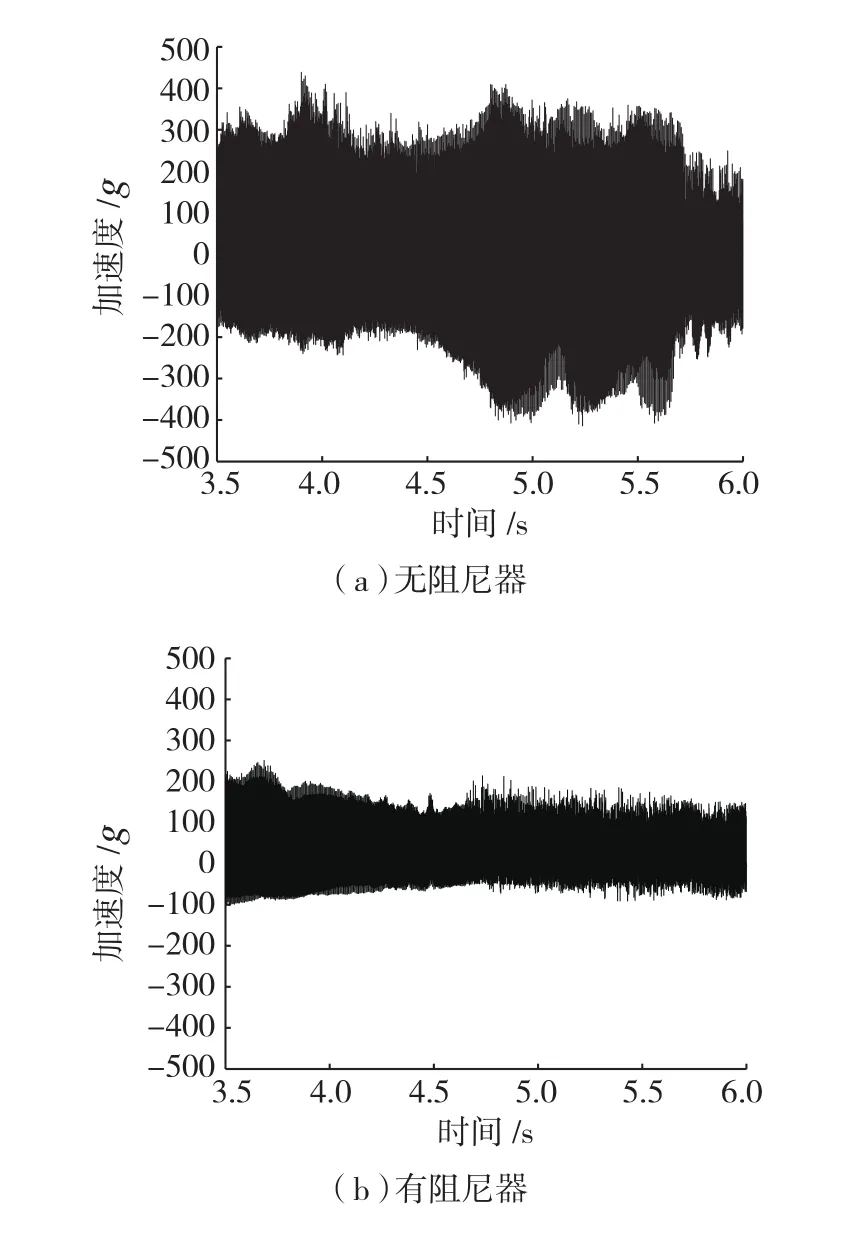
图8 阻尼器安装前后的切削振动信号Fig.8 Cutting vibration signals before and after damper installation

图9 阻尼器安装前后切削振动及加工表面对比Fig.9 Cutting vibration and machining surface contrast before and after damper installation
4 结论
薄壁件在铣削过程中极易出现颤振,且随着工件材料的去除,其动力学特性发生变化,造成切削稳定性多变;而传统动力吸振阻尼器的抑振频带窄,难以适应薄壁件加工。粘弹性阻尼可增加系统阻尼,其阻尼效果不依赖于抑振结构的动力学参数。论文提出基于粘弹性材料的阻尼层、约束层以及质量层阻尼减振方案,并应用于S型薄壁件五轴铣削加工。该方法实施方便、效果明显,针对薄壁件复杂加工过程具有较强的适应性。结论如下:
(1)针对方型铝合金薄壁框的模态测试结果表明,综合阻尼层、约束层与质量层的减振方案效果最佳,目标模态的阻尼比可增加73倍;
(2)该被动阻尼器可同时抑制多阶弱刚性模态。以薄壁S样件为例,前3阶振动模态的幅值分别降低了97%、99%与81%;
(3)将该阻尼器应用于薄壁S样件五轴铣削加工时,可明显降低切削振动幅值,工件振动加速度分别降低了43%与97%,且工件表面质量有显著提高。
后续拟对粘弹性阻尼方案中的材料、质量等因素开展理论研究与试验测试,不断提升切削抑振效果。同时,围绕阻尼层的贴装与清除工艺、阻尼器与刀具的碰撞干涉等问题仍须开展进一步研究。
参 考 文 献
[1] QUINTANA G, CIURANA J. Chatter in machining processes:A review[J]. International Journal of Machine Tools & Manufacture, 2011,51(5): 363-376.
[2] 刘耀宗, 郁殿龙, 赵宏刚,等. 被动式动力吸振技术研究进展[J]. 机械工程学报, 2007, 43(3): 14-21.LIU Yaozong, YU Dianlong, ZHAO Honggang, et al. Review of passive dynamic vibration absorbers[J]. Chinese Journal of Mechanical Engineering,2007, 43(3): 14-21.
[3] SIMS N D. Vibration absorbers for chatter suppression: A new analytical tuning methodology[J]. Journal of Sound and Vibration, 2007,301(3-5): 592-607.
[4] MORADI H. Stability improvement and regenerative chatter suppression in nonlinear milling process via tunable vibration absorber[J].Journal of Sound and Vibration, 2012, 331(21): 4668-4690.
[5] YANG Y, MUÑOA J, ALTINTAS Y. Optimization of multiple tuned mass dampers to suppress machine tool chatter[J]. International Journal of Machine Tools & Manufacture, 2010, 50(9): 834-842.
[6] YANG Y, DAI W, LIU Q. Design and implementation of twodegree-of-freedom tuned mass damper in milling vibration mitigation[J].Journal of Sound and Vibration, 2015, 335: 78-88.
[7] ZIEGERT J C, STANISLAUS C, SCHMITZ T L, et al. Enhanced damping in long slender end mills[J]. Journal of Manufacturing Processes,2006, 8(1): 39-46.
[8] BIJU C V, SHUNMUGAM M S. Investigation into effect of particle impact damping (PID) on surface topography in boring operation[J].The International Journal of Advanced Manufacturing Technology, 2014,75(5-8): 1219-1231.
[9] KOLLURU K, AXINTE D, BECKER A. A solution for minimising vibrations in milling of thin walled casings by applying dampers to workpiece surface[J]. CIRP Annals-Manufacturing Technology, 2013,62(1): 415-418.
[10] 杨毅青,徐东东.基于电涡流阻尼器的数控加工振动抑制[J].振动与冲击,2016,35(4):177-181.YANG Yiqing, XU Dongdong. Vibration suppression of NC machining based on eddy current dampers[J]. Journal of Vibrationg and Shock, 2016,35(4): 177-181.
[11] 杨毅青, 龚继文. 基于电磁感应原理的薄壁件铣削振动抑制[J]. 振动、测试与诊断, 2015(3):429-433.YANG Yiqing, GONG Jiwen. Vibration suppression of thin-walled part based on electromagnetic induction in milling[J]. Journal of Vibration,Measurement & Diagnosis, 2015(3):429-433.
猜你喜欢
科学技术创新(2022年30期)2022-10-21
湖南理工学院学报(自然科学版)(2022年1期)2022-03-16
数学物理学报(2021年5期)2021-11-19
新疆大学学报(自然科学版)(中英文)(2020年2期)2020-07-25
应用数学(2020年2期)2020-06-24
中国机械工程(2019年12期)2019-07-11
东坡赤壁诗词(2019年3期)2019-07-05
电子制作(2018年10期)2018-08-04
噪声与振动控制(2016年4期)2016-09-01
橡胶工业(2015年5期)2015-08-29
